









पॉलीप्रोपाइलीन (PP) पारंपरिक इंजेक्शन मोल्डिंग में सबसे व्यापक रूप से उपयोग किए जाने वाले थर्मोप्लास्टिक्स में से एक है। इसे लाखों लचीलेपन चक्रों के दौरान अद्वितीय थकान प्रतिरोध और कठोर औद्योगिक रसायनों के प्रति उच्च सहनशीलता के लिए सराहा जाता है।.
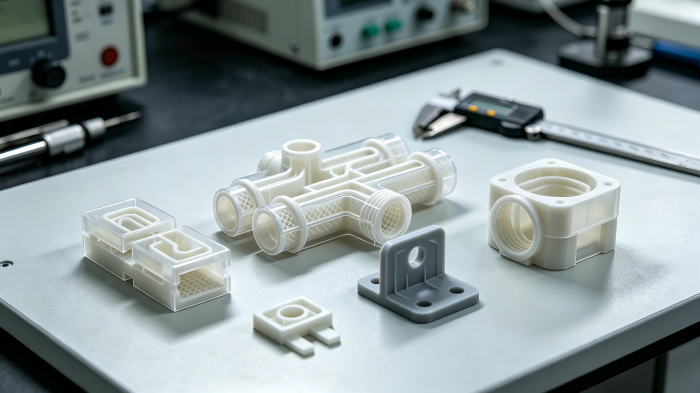
हार्डवेयर और उत्पाद इंजीनियरिंग टीमों के लिए, 3D प्रिंटेड PP कार्यात्मक भागों का सीधे बेंच पर सत्यापन संभव बनाता है। इनमें लिविंग हिंज से लेकर ऑटोमोटिव द्रव भंडारण टैंक तक शामिल हैं।.
हालाँकि, इस सामग्री की अर्ध-क्रिस्टलीय आणविक संरचना ठंडा होने पर महत्वपूर्ण तापीय संकुचन उत्पन्न करती है। यह संकुचन अक्सर प्रवेश-स्तर की डेस्कटॉप मशीनों पर प्रिंट करते समय गंभीर विकृति का कारण बनता है।.
PartsMastery में, हम विशेष रूप से PP के लिए तैयार की गई सटीक-सुसंयोजित पाउडर बेड फ्यूजन प्रक्रियाएँ प्रदान करते हैं। परिणामस्वरूप, इंजीनियरिंग टीमें विकृत प्रोटोटाइप को छोड़कर तुरंत परीक्षण के लिए तैयार, पूरी तरह कार्यात्मक और तनावमुक्त पुर्जों के साथ काम कर सकती हैं।.
विषय-सूची
- पीपी 3डी प्रिंटिंग प्रक्रिया तुलना मैट्रिक्स
- पदार्थ विज्ञान: पीपी को 3डी प्रिंट करना चुनौतीपूर्ण क्यों है
- प्रौद्योगिकी गहन विश्लेषण: पीपी के लिए एसएलएस/एमजेएफ, एफडीएम और एसएलए
- पीपी 3डी प्रिंटिंग के लिए विनिर्माण हेतु डिज़ाइन दिशानिर्देश
- ट्रेस करने योग्य, लागत-कुशल पुर्जों के लिए फैक्ट्री-प्रत्यक्ष उत्पादन
- मुख्य बिंदु
- अक्सर पूछे जाने वाले प्रश्न
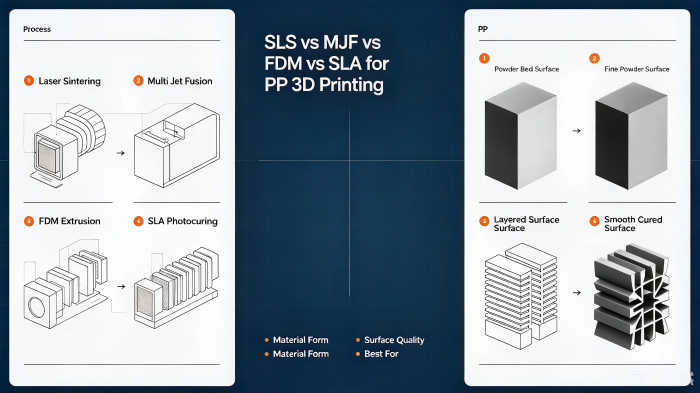
पीपी 3डी प्रिंटिंग प्रक्रिया तुलना मैट्रिक्स
इस संदर्भ मैट्रिक्स का उपयोग करके अपनी यांत्रिक आवश्यकताओं को सर्वोत्तम विनिर्माण प्रक्रिया से मिलाएँ। इसके परिणामस्वरूप, आप अपने उत्पाद विकास चक्र से महंगी सामग्री परीक्षण और त्रुटि के हफ्तों को काट सकते हैं।.
| संयोजक प्रौद्योगिकी | कच्चा माल प्रारूप | पीपी के लिए मुख्य लाभ | मुख्य सीमा | अनुशंसित उपयोग के मामले |
|---|---|---|---|---|
| SLS / एमजेएफ | वर्जिन पीपी पाउडर | उत्कृष्ट समदिशीय मजबूती, किसी सहायक संरचना की आवश्यकता नहीं | मामूली सतही छिद्रता | जीवित जोड़, रासायनिक टैंक, द्रव मैनिफोल्ड |
| एफडीएम | पीपी फिलामेंट | कम सामग्री लागत, डेस्कटॉप प्रिंटर्स के साथ संगत | उच्च विकृति का जोखिम, कमजोर बेड चिपकन, विषमदिशीय मजबूती | मूल जिग्स, कम भार वाले माउंटिंग ब्रैकेट्स |
| एसएलए | पीपी-जैसा फोटोपॉलिमर रेज़िन | प्रिमियम सतह फिनिश, सूक्ष्म विवरणों के लिए उच्च संकल्प | वास्तविक पीपी थर्मोप्लास्टिक नहीं, कम गर्मी और रासायनिक प्रतिरोध | कॉस्मेटिक मॉकअप, उच्च-सटीक स्नैप-फिट असेंबली |
पदार्थ विज्ञान: पीपी को 3डी प्रिंट करना चुनौतीपूर्ण क्यों है
पॉलीप्रोपाइलीन की अर्ध-क्रिस्टलीय संरचना अधिकांश 3डी प्रिंटिंग कठिनाइयों की जड़ में है।.
जब पिघला हुआ पीपी ठंडा होकर ठोस हो जाता है, तो इसकी लंबी पॉलिमर श्रृंखलाएँ सघन, अत्यधिक सुव्यवस्थित क्रिस्टलीय संरचनाओं में पुनर्व्यवस्थित हो जाती हैं। यह पुनर्व्यवस्था पूरे भाग में महत्वपूर्ण आयतन संकुचन को उत्प्रेरित करती है।.
विशेष रूप से, मानक डेस्कटॉप FDM प्रिंटर्स पर जो बेसिक PP फिलामेंट चला रहे हैं, इस असमान संकुचन से तीव्र आंतरिक तनाव उत्पन्न होता है। यह तनाव प्रिंट के बीच में भाग को बिल्ड प्लेट से पूरी तरह खींच सकता है।.
अंततः, इससे ज्यामितीय रूप से विकृत भाग बनते हैं जो कार्यात्मक परीक्षण या डिज़ाइन सत्यापन के लिए अनुपयुक्त होते हैं।.
प्रौद्योगिकी गहन विश्लेषण: पीपी के लिए एसएलएस/एमजेएफ, एफडीएम और एसएलए
पाउडर बेड फ्यूजन (SLS और MJF): पीपी के लिए औद्योगिक मानक
सौभाग्य से, सेलेक्टिव लेजर सिंटरिंग (SLS) और मल्टी जेट फ्यूजन (MJF) एक्सट्रूज़न प्रिंटिंग में आम बेड चिपकने और विकृति की समस्याओं को पूरी तरह से समाप्त कर देते हैं।.
ये औद्योगिक पाउडर बेड सिस्टम पीपी एडिटिव मैन्युफैक्चरिंग के लिए सबसे विश्वसनीय समाधान हैं। उच्च तापमान वाले सिंटरिंग चक्र के दौरान, भाग के चारों ओर ढीला अनसिंटर किया हुआ पाउडर प्राकृतिक संरचनात्मक समर्थन के रूप में कार्य करता है।.
यह कसकर नियंत्रित थर्मल वातावरण असमान संकुचन को रोकता है। यह सुसंगत, समदिशीय यांत्रिक गुणों वाले जीवित जोड़ भी उत्पन्न करता है।.
निर्माण कक्ष पीपी के गलनांक से ठीक नीचे एक स्थिर तापमान बनाए रखता है। इससे अर्ध-क्रिस्टलीय संरचना पूरे भाग में समान रूप से बन पाती है।.
उदाहरण के लिए, ऑटोमोटिव NPI टीमें पार्ट्समास्टरी के औद्योगिक SLS सिस्टम का उपयोग कार्यात्मक द्रव भंडारण टैंक बनाने के लिए करती हैं। ये भाग बिना किसी रिसाव के सक्रिय इंजन डायनामोमीटरों पर सीधे स्थापित किए जाते हैं।.
एफडीएम 3डी प्रिंटिंग: पीपी फिलामेंट के लिए सीमाएँ और समाधान
जबकि एफडीएम व्यापक पहुँच और कम सामग्री लागत प्रदान करता है, पीपी फिलामेंट से प्रिंटिंग में उल्लेखनीय प्रक्रियात्मक बाधाएँ हैं।.
पॉलीप्रोपाइलीन की सतही ऊर्जा अत्यंत कम होती है। इस कारण पिघला हुआ पीपी कांच, पीईआई शीट्स या बनावट वाली प्लेट जैसी मानक बिल्ड सतहों से अच्छी तरह बंधता नहीं है।.
व्यावहारिक रूप से, सफल FDM पीपी प्रिंटिंग के लिए एक पूरी तरह से बंद, सक्रिय रूप से गर्म किए गए बिल्ड चैंबर की आवश्यकता होती है। यह ठंडन की दरों को धीमा करता है और संकुचन-संबंधित तनाव को कम करता है।.
इसके अतिरिक्त, ऑपरेटरों को बिल्ड सतह पर पीपी-विशिष्ट चिपकने वाली शीट्स या साधारण पीपी पैकिंग टेप लगाना चाहिए। यह कदम मूलभूत पहली परत के चिपकने को सुनिश्चित करने के लिए आवश्यक है।.
अनुकूलित सेटअप के बावजूद, FDM-प्रिंटेड PP पुर्जों में अंतर्निहित रूप से कमजोर Z-अक्ष इंटरलेयर बॉन्डिंग होती है। परिणामस्वरूप, वे बार-बार लगने वाले तनाव के अधीन उच्च-चक्र लिविंग हिंज अनुप्रयोगों के लिए अविश्वसनीय हैं।.
एसएलए 3डी प्रिंटिंग: फॉर्म और फिट वैलिडेशन के लिए पीपी-जैसी रेज़िन
कुछ डिज़ाइनों को इंजेक्शन-मोल्डिंग-स्तर की सतह गुणवत्ता की आवश्यकता होती है, जैसे इंटरलॉकिंग कॉस्मेटिक एनक्लोज़र। इन उपयोग मामलों के लिए, पाउडर-प्रिंटेड पीपी अपनी थोड़ी छिद्रयुक्त, मैट फिनिश के कारण अपर्याप्त हो सकता है।.
इसके बजाय, PP-जैसे फोटोपॉलिमर रेज़िन वाली औद्योगिक SLA मशीनें उच्च-सटीक विकल्प प्रदान करती हैं। ये असाधारण सतह चिकनाई और कड़े आयामी सहिष्णुता प्रदान करती हैं।.
ये इंजीनियर्ड रेज़िन पॉलीप्रोपाइलीन की लचीलापन और शोर हार्डनेस से काफी मेल खाते हैं। हालांकि, ये हल्के-क्योर किए जाने वाले थर्मोसेट पदार्थ हैं, असली थर्मोप्लास्टिक पीपी नहीं।.
नतीजतन, जब उन्हें कठोर रसायनों या उच्च तापमान के संपर्क में लाया जाता है, जिन्हें असली पीपी आसानी से सहन कर लेता है, तो उनकी कार्यक्षमता तेजी से गिर जाती है।.
कुल मिलाकर, नियंत्रित प्रयोगशाला परिस्थितियों में फॉर्म, फिट और सौंदर्य मान्यता के लिए PP-जैसे SLA रेज़िन सबसे अच्छा काम करते हैं।.
प्रो टिप: यदि आप सुनिश्चित नहीं हैं कि आपके प्रोजेक्ट को असली SLS PP की रासायनिक प्रतिरोध क्षमता चाहिए या SLA PP-जैसे रेज़िन की चिकनी फिनिश, तो हम आपकी मदद कर सकते हैं। बस आज ही PartsMastery का मुफ्त मटेरियल सैंपल बॉक्स अनुरोध करें। इस तरह आप हमारे प्रिंटेड लिविंग हिंज सैंपल को व्यक्तिगत रूप से टेस्ट और फ्लेक्स कर सकते हैं, ताकि आप अपनी असेंबली के लिए कम जोखिम वाले, आत्मविश्वासपूर्ण निर्णय ले सकें।.
पीपी 3डी प्रिंटिंग के लिए विनिर्माण हेतु डिज़ाइन दिशानिर्देश
दीर्घकालिक जीवित जोड़ बनाने की इंजीनियरिंग
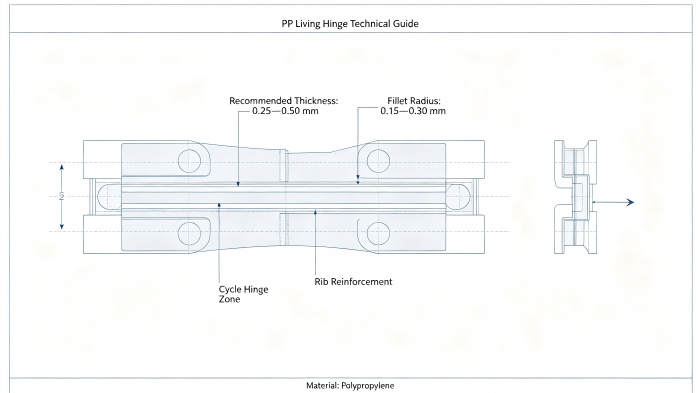
पीपी-मुद्रित लिविंग हिंज को बार-बार मुड़ने पर भी पॉलिमर श्रृंखलाओं के टूटने के बिना काम करने के लिए डिज़ाइन किया गया है।.
विशेष रूप से, लचीलेपन और तनन क्षमता के संतुलन के लिए, हिंज की मोटाई 0.3 मिमी से 0.5 मिमी के बीच रखें।.
पाउडर बेड फ्यूजन प्रक्रियाओं के लिए, हमेशा हिंज को बिल्ड चैंबर के Z-अक्ष के लंबवत रखें।.
यह सटीक संरेखण लचीलापन थकान जीवन को अधिकतम करता है। यह महत्वपूर्ण पहले मोड़ चक्र के दौरान इंटरलेयर डेलैमिनेशन को भी रोकता है।.
मोटे भाग ज्यामिति में विकृति को न्यूनतम करना
मोटे, ठोस क्रॉस-सेक्शन पतली दीवारों की तुलना में बहुत धीमी गति से ठंडे होते हैं। इससे ऊष्मीय असंतुलन उत्पन्न होता है, जो उच्च आंतरिक तनाव पैदा करता है।.
अंततः, यह तनाव भाग के विकृति और मूल CAD विनिर्देशों से आयामी विचलन का कारण बनता है।.
इस जोखिम को कम करने के लिए, भारी ठोस खंडों को कोर आउट करें और दीवार की मोटाई को समान बनाए रखें। आपको सभी आंतरिक कोनों पर उदार फिललेट्स भी लगाना चाहिए।.
भाग में कूलिंग तनाव को समान रूप से वितरित करने से लगातार एकसमान परिणाम सुनिश्चित होते हैं। इस तरह आपके प्रिंट किए गए मैनिफोल्ड, ब्रैकेट और हाउसिंग आपके सटीक डिज़ाइन आयामों से मेल खाएंगे।.
ट्रेस करने योग्य, लागत-कुशल पुर्जों के लिए फैक्ट्री-प्रत्यक्ष उत्पादन
तीसरे पक्ष के डिजिटल मार्केटप्लेस के माध्यम से 3डी प्रिंटेड पुर्जों की सोर्सिंग करने से निर्माण की ट्रेसबिलिटी से समझौता हो सकता है।.
जब CAD डेटा कई उपठेकेदार सुविधाओं के बीच आदान-प्रदान होता है, तो प्रत्यक्ष प्रतिक्रिया लूप टूट जाता है। यह डिज़ाइन इंजीनियरों और उत्पादन ऑपरेटरों के बीच असंबद्धता आयामी त्रुटियों और गुणवत्ता संबंधी समस्याओं का जोखिम बढ़ा देती है।.
इसके विपरीत, पार्ट्समास्टरी एक प्रत्यक्ष टियर-1 विनिर्माण प्रदाता के रूप में कार्य करता है, जिसके पास शुरू से अंत तक उत्पादन नियंत्रण होता है।.
हमारी 20,000 वर्ग मीटर की केंद्रीकृत सुविधा कड़े आंतरिक गुणवत्ता प्रोटोकॉल के तहत प्रत्येक उत्पादन चरण का प्रबंधन करती है। इसमें आने वाले कच्चे पाउडर के निरीक्षण से लेकर सटीक पोस्ट-मशीनिंग तक सब कुछ शामिल है।.
हम पारदर्शी और प्रतिस्पर्धी मूल्य निर्धारण प्रदान करने के लिए मध्यस्थों के ओवरहेड को भी समाप्त करते हैं। इसका आपके खरीद दल के बजट में 30% तक की बचत के रूप में अनुवाद होता है।.
मुख्य बिंदु
लिविंग हिंज और तरल-रोधी आवरणों की मान्यता के लिए पूर्वानुमेय, विकृति-रहित प्रदर्शन वाली वास्तविक पीपी सामग्री आवश्यक है।.
PartsMastery की फैक्ट्री-डायरेक्ट SLS और MJF लाइनें स्रोत पर ही थर्मल सिकुड़न की चुनौतियों का समाधान करती हैं। ये आयामी रूप से सटीक, तनावमुक्त घटक प्रदान करती हैं, जो कार्यात्मक परीक्षण के लिए बनाए गए हैं।.
अपने CAD फ़ाइलों को आज ही हमारे 3D प्रिंटिंग प्लेटफ़ॉर्म पर अपलोड करें और तुरंत DFM कोट प्राप्त करें। फिर, आपको केवल 3–5 कार्यदिवसों में आपके तैयार PP पुर्जे मिलेंगे।.
अक्सर पूछे जाने वाले प्रश्न
मानक डेस्कटॉप FDM मशीनों पर पीपी फिलामेंट को प्रिंट करना क्यों मुश्किल है?
पहला, अर्ध-क्रिस्टलीय थर्मोप्लास्टिक होने के कारण पॉलीप्रोपाइलीन ठोस होने पर काफी सिकुड़ जाता है। दूसरा, इसकी अत्यंत निम्न सतही ऊर्जा गैर-पीपी निर्माण सतहों के साथ उचित बंधन को रोकती है।.
ये दोनों कारक मिलकर गंभीर तापीय विकृति का कारण बनते हैं। बिना हीटेड बिल्ड चैंबर और विशेष PP चिपकने वाले उपकरणों के, लगातार उच्च-गुणवत्ता वाली FDM PP प्रिंटिंग करना बहुत कठिन है।.
क्या 3D प्रिंटेड पीपी के हिस्सों का उपयोग खाद्य या चिकित्सा अनुप्रयोगों के लिए किया जा सकता है?
असली पॉलीप्रोपाइलीन रेज़िन रासायनिक रूप से निष्क्रिय और सामान्य उपयोग के लिए स्वाभाविक रूप से सुरक्षित होता है। हालांकि, परत-दर-परत 3D प्रिंटिंग प्रक्रिया सूक्ष्म स्तर की सतही छिद्रता उत्पन्न करती है।.
ये सूक्ष्म छिद्र बैक्टीरिया और दूषित पदार्थों को फँसा सकते हैं। जिन भागों को सीधे खाद्य संपर्क या चिकित्सा-ग्रेड नसबंदी की आवश्यकता होती है, उनके लिए भाप-समतलीकरण के बाद की प्रक्रिया आवश्यक है। यह चरण सतह को पूरी तरह से सील कर देता है ताकि नियामक अनुपालन मानकों को पूरा किया जा सके।.
पीपी की 3डी प्रिंटिंग की तुलना में इंजेक्शन मोल्डिंग कब अधिक किफायती हो जाती है?
1 से 500 इकाइयों के उत्पादन रन के लिए शुद्ध PP पाउडर के साथ औद्योगिक SLS या MJF प्रिंटिंग अधिक लागत-प्रभावी है। इसका कारण यह है कि इससे स्टील इंजेक्शन मोल्ड की मशीनिंग की उच्च अग्रिम लागत से बचा जा सकता है।.
एक बार जब मात्रा 1,000 इकाइयों से अधिक हो जाती है, तो गणित बदल जाता है। पारंपरिक इंजेक्शन मोल्डिंग पर स्विच करने से प्रति-भाग लागत में काफी कमी आती है और यह दीर्घकालिक रूप से सबसे किफायती रणनीति बन जाती है।.