









Polypropylene (PP) ranks among the most widely used thermoplastics in traditional injection molding. It is prized for its unmatched fatigue resistance through millions of flex cycles and strong tolerance to harsh industrial chemicals.
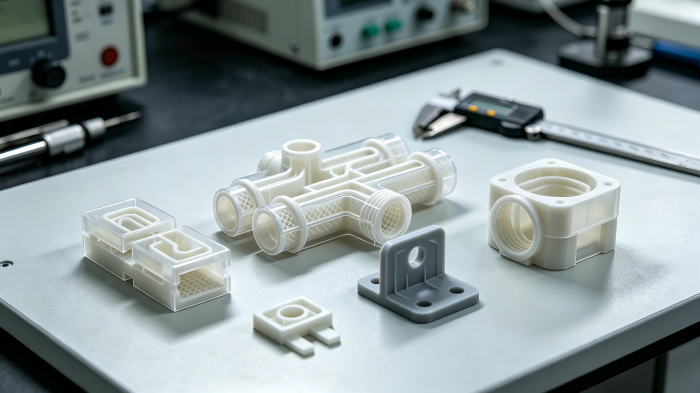
For hardware and product engineering teams, 3D printed PP enables direct on-bench validation of functional parts. These range from living hinges to automotive fluid reservoirs.
However, the material’s semi-crystalline molecular structure causes significant thermal shrinkage as it cools. This shrinkage often leads to severe warpage when printed on entry-level desktop machines.
At PartsMastery, we deliver precision-tuned powder bed fusion processes built specifically for PP. As a result, engineering teams can skip warped prototypes and work with fully functional, stress-relieved parts ready for immediate testing.
Índice
- PP 3D Printing Process Comparison Matrix
- Material Science: Why PP Is Challenging to 3D Print
- Technology Deep Dive: SLS/MJF, FDM and SLA for PP
- Design for Manufacturing Guidelines for PP 3D Printing
- Factory-Direct Production for Traceable, Cost-Efficient Parts
- Key Takeaways
- Preguntas frecuentes
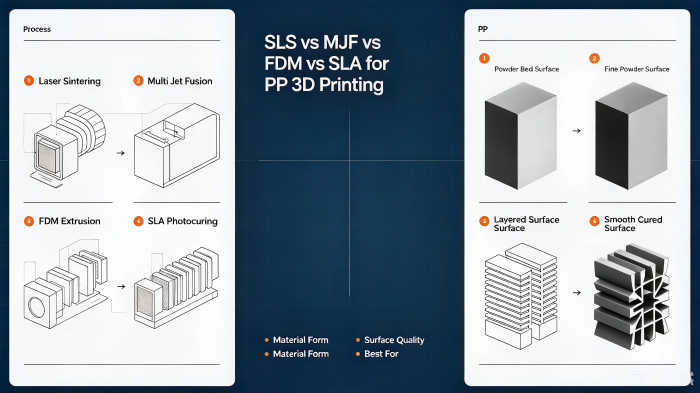
PP 3D Printing Process Comparison Matrix
Use this reference matrix to match your mechanical requirements with the best manufacturing process. In turn, you can cut weeks of costly material trial and error from your product development cycle.
| Additive Technology | Raw Material Format | Core Benefit for PP | Key Limitation | Recommended Use Cases |
|---|---|---|---|---|
| SLS / MJF | Virgin PP powder | Superior isotropic strength, no support structures needed | Minor surface porosity | Living hinges, chemical tanks, fluid manifolds |
| FDM | PP filament | Low material cost, compatible with desktop printers | High warping risk, weak bed adhesion, anisotropic strength | Basic jigs, low-load mounting brackets |
| SLA | PP-like photopolymer resin | Premium surface finish, high resolution for fine details | Not true PP thermoplastic, reduced heat and chemical resistance | Cosmetic mockups, high-precision snap-fit assemblies |
Material Science: Why PP Is Challenging to 3D Print
The semi-crystalline structure of polypropylene lies at the root of most 3D printing difficulties.
As molten PP cools and solidifies, its long polymer chains rearrange into tight, highly ordered crystalline structures. This rearrangement triggers significant volumetric shrinkage across the entire part.
Specifically, on standard desktop FDM printers running basic PP filament, this uneven shrinkage builds intense internal stress. This stress can pull the part completely off the build plate mid-print.
Ultimately, this produces geometrically distorted parts unsuitable for functional testing or design validation.
Technology Deep Dive: SLS/MJF, FDM and SLA for PP
Powder Bed Fusion (SLS & MJF): The Industrial Benchmark for PP
Fortunately, Selective Laser Sintering (SLS) and Multi Jet Fusion (MJF) fully eliminate the bed adhesion and warping issues common with extrusion printing.
These industrial powder bed systems are the most reliable solution for PP additive manufacturing. During the high-temperature sintering cycle, loose unsintered powder around the part acts as natural structural support.
This tightly controlled thermal environment prevents uneven shrinkage. It also produces living hinges with consistent, isotropic mechanical properties.
The build chamber holds a steady temperature just below PP’s melting point. This allows the semi-crystalline structure to form evenly across the entire part.
For example, automotive NPI teams use PartsMastery’s industrial SLS systems to make functional fluid reservoirs. These parts mount directly to active engine dynamometers without leaking.
FDM 3D Printing: Limitations and Workarounds for PP Filament
While FDM offers wide accessibility and low material costs, printing with PP filament presents notable process hurdles.
Polypropylene has extremely low surface energy. For this reason, molten PP bonds poorly to standard build surfaces like glass, PEI sheets, or textured plates.
In practice, successful FDM PP printing requires a fully enclosed, actively heated build chamber. This slows cooling rates and reduces shrinkage-related stress.
Additionally, operators must apply PP-specific adhesive sheets or plain PP packing tape to the build surface. This step is needed to achieve even basic first-layer adhesion.
Even with an optimized setup, FDM-printed PP parts still have inherent weak Z-axis interlayer bonding. As a result, they are unreliable for high-cycle living hinge applications under repeated stress.
SLA 3D Printing: PP-Like Resins for Form & Fit Validation
Some designs require injection-molding-level surface quality, such as interlocking cosmetic enclosures. For these use cases, powder-printed PP may fall short due to its slightly porous, matte finish.
Instead, industrial SLA machines with PP-like photopolymer resins offer a high-precision alternative. They deliver exceptional surface smoothness and tight dimensional tolerances.
These engineered resins closely match the flexibility and Shore hardness of polypropylene. However, they are light-cured thermoset materials, not true thermoplastic PP.
As a result, their performance degrades rapidly when exposed to harsh chemicals or elevated temperatures that genuine PP withstands easily.
Overall, PP-like SLA resins work best for form, fit, and aesthetic validation in controlled lab settings.
Pro Tip: If you’re unsure whether your project needs the chemical resistance of genuine SLS PP or the smooth finish of SLA PP-like resin, we can help. Simply request PartsMastery’s free material sample box today. That way, you can test and flex our printed living hinge samples in person to make low-risk, confident decisions for your assembly.
Design for Manufacturing Guidelines for PP 3D Printing
Engineering Long-Lasting Living Hinges
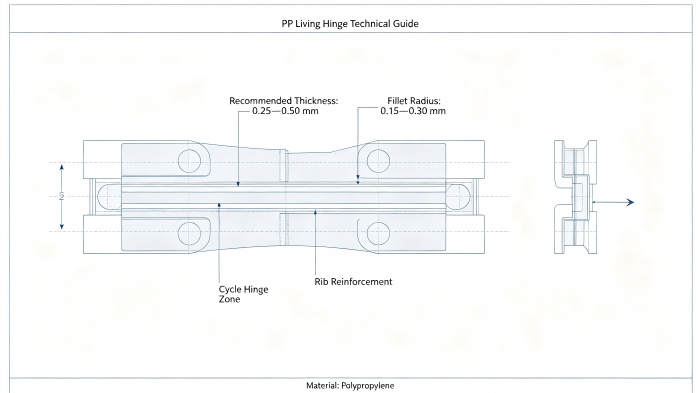
PP-printed living hinges are engineered to flex repeatedly without fracturing polymer chains.
Specifically, to balance flexibility and tensile strength, keep hinge thickness between 0.3mm and 0.5mm.
For powder bed fusion processes, always orient the hinge perpendicular to the build chamber’s Z-axis.
This exact alignment maximizes flex fatigue life. It also prevents interlayer delamination during the critical first bend cycle.
Minimizing Warpage in Bulky Part Geometries
Thick, solid cross-sections cool much more slowly than thin walls. This creates thermal mismatches that build up high internal stress.
Eventually, this stress causes part warping and dimensional deviation from original CAD specs.
To mitigate this risk, core out bulky solid sections and maintain uniform wall thickness. You should also apply generous fillets to all internal corners.
Distributing cooling stress evenly across the part ensures consistent results. This way, your printed manifolds, brackets, and housings will match your exact design dimensions.
Factory-Direct Production for Traceable, Cost-Efficient Parts
Sourcing 3D printed parts through third-party digital marketplaces can compromise manufacturing traceability.
When CAD data passes between multiple subcontractor facilities, the direct feedback loop breaks. This disconnect between design engineers and production operators raises the risk of dimensional errors and quality issues.
By contrast, PartsMastery operates as a direct Tier-1 manufacturing provider with end-to-end production control.
Our 20,000㎡ centralized facility manages every production phase under strict internal quality protocols. This covers everything from incoming raw powder inspection to precision post-machining.
We also eliminate middleman overhead to deliver transparent, competitive pricing. This translates to up to 30% budget savings for your procurement team.
Key Takeaways
Validating living hinges and fluid-tight enclosures requires genuine PP material with predictable, warp-free performance.
PartsMastery’s factory-direct SLS and MJF lines tackle thermal shrinkage challenges at the source. They deliver dimensionally accurate, stress-relieved components built for functional testing.
Upload your CAD files to our 3D printing platform today for an instant DFM quote. Then, you’ll receive your finished PP parts in as little as 3–5 business days.
Preguntas frecuentes
Why is PP filament hard to print on standard desktop FDM machines?
First, as a semi-crystalline thermoplastic, polypropylene shrinks significantly as it solidifies. Second, its extremely low surface energy prevents proper bonding to non-PP build surfaces.
Together, these two factors cause severe thermal warping. Without a heated build chamber and specialized PP adhesion tools, consistent high-quality FDM PP printing is very difficult.
Can 3D printed PP parts be used for food or medical applications?
Genuine polypropylene resin is chemically inert and inherently safe for general use. However, the layer-by-layer 3D printing process creates microscale surface porosity.
These tiny pores can trap bacteria and contaminants. For parts requiring direct food contact or medical-grade sterilization, vapor smoothing post-processing is required. This step fully seals the surface to meet regulatory compliance standards.
When does injection molding become more economical than 3D printing PP?
For production runs of 1 to 500 units, industrial SLS or MJF printing with pure PP powder is more cost-effective. This is because it avoids the high upfront cost of machining a steel injection mold.
Once volume exceeds 1,000 units, the math shifts. Switching to traditional injection molding then cuts per-part costs significantly and becomes the most economical long-term strategy.