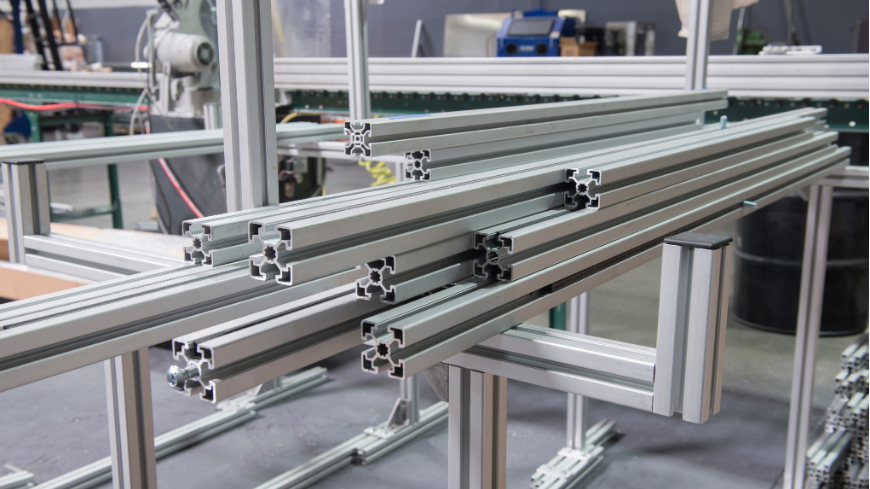
PartsMastery प्रोटोटाइप और कम-मात्रा उत्पादन के लिए कस्टम एल्यूमीनियम एक्सट्रूज़न सेवाएँ प्रदान करता है। यह विभिन्न क्रॉस-सेक्शन के साथ कई प्रकार की कस्टम एल्यूमीनियम एक्सट्रूज़न प्रोफाइल एक्सट्रूड कर सकता है।.
निर्माण केंद्र, कुल 70 सेट एक्सट्रूज़न प्रेस लाइनें 600 टन से 3800 टन तक, विभिन्न जटिलता और मात्राओं वाले एक्सट्रूज़न को संभाल सकती हैं। सभी ISO 9001:2015 प्रमाणित कारखाने।
ये आपके विशिष्ट आकारों, विनिर्देशों और अनुप्रयोगों के लिए बनाए जाते हैं। निर्माण और वास्तुकला · ऑटोमोटिव और परिवहन · विद्युत और इलेक्ट्रॉनिक्स · उपभोक्ता उत्पाद में उपयोग। विशेष रूप से: खिड़कियों, दरवाज़ों के फ्रेम, कैनोपीज़, पर्दा दीवारें, प्रकाश फिटिंग्स, सन शेड्स और हैंडरेल सिस्टम में उपयोग।.
अपने एल्यूमीनियम एक्सट्रूज़न प्रोफाइल ऑर्डर करें
PartsMastery आपके प्रोजेक्ट्स के लिए कम लागत में उच्च गुणवत्ता वाले कस्टम और स्टैंडर्ड एल्यूमिनियम प्रोफाइल प्रदान करता है।.
कस्टम एल्यूमिनियम एक्सट्रूज़न के लिए सामग्री
हमारे मानक मिश्रधातुएँ विभिन्न ताकत, संक्षारण प्रतिरोध और मशीनीकरण गुण प्रदान करती हैं। निर्माण, ऑटोमोटिव और इलेक्ट्रॉनिक्स के लिए आम विकल्प। क्या आपको एक्सट्रूज़न के लिए अन्य एल्यूमीनियम मिश्रधातुओं की आवश्यकता है? अपनी आवश्यकताओं के बारे में हमें बताएं।.
एल्यूमिनियम
एल्यूमिनियम एक्सट्रूज़न फिनिशेस
सतह फिनिशिंग एक्सट्रूडेड एल्यूमीनियम भागों को जंग और घिसाव से बचाती है और साथ ही उनकी दिखावट को बेहतर बनाती है। नीचे PartsMastery की फिनिशिंग विधियाँ दी गई हैं। और आपकी विशिष्ट आवश्यकताओं को पूरा करने के लिए अतिरिक्त विकल्पों पर चर्चा करने में हमें खुशी होगी।.
एनोडाइजिंग
एक सुरक्षात्मक ऑक्साइड परत बनाता है जो जंग को रोकती है और विद्युत इन्सुलेशन प्रदान करती है। वास्तुशिल्प और इलेक्ट्रॉनिक अनुप्रयोगों के लिए प्राकृतिक, काले और रंगीन फिनिश में उपलब्ध।.
पाउडर कोटिंग
एल्यूमीनियम पर बेक किया गया ड्राई पाउडर कोटिंग, जो एक मजबूत और रंगीन फिनिश प्रदान करता है। यह खरोंचों, यूवी किरणों और रसायनों का प्रतिरोध करता है। बाहरी और सजावटी उपयोगों के लिए रंगों की विस्तृत श्रृंखला।.
विद्युत अपसारण
जटिल आकृतियों पर रंग को समान रूप से जमाने के लिए विद्युत धारा का उपयोग करने वाली एकरूप कोटिंग प्रक्रिया। यह ऑटोमोटिव पुर्जों के लिए चिकनी फिनिश और अच्छी जंग संरक्षण प्रदान करती है।.
ब्रश किया हुआ फिनिश
यांत्रिक ब्रशिंग से दिशात्मक दानेदार बनावट बनती है जो खरोंचों और उंगलियों के निशानों को छिपाती है। यह उपभोक्ता इलेक्ट्रॉनिक्स, उपकरणों और धातु जैसा लुक देने वाले वास्तुशिल्पीय ट्रिम में लोकप्रिय है।.
बीड ब्लास्टिंग
उच्च-दाब वाले कांच के मोती एक समान मैट सतह बनावट उत्पन्न करते हैं। ये मशीनिंग निशान हटाते हैं और सटीक पुर्जों तथा सजावटी अनुप्रयोगों के लिए एक समान दिखावट प्रदान करते हैं।.
चित्रकला
तरल पेंट का अनुप्रयोग कम लागत में असीमित रंग विकल्प प्रदान करता है। यह प्रोटोटाइप, छोटे बैचों और उन अनुप्रयोगों के लिए उपयुक्त है जहाँ रंग मिलान महत्वपूर्ण है।.
सिल्क स्क्रीन प्रिंटिंग
प्रिंट्स लोगो, टेक्स्ट और ग्राफिक्स सीधे एल्यूमीनियम सतहों पर। टिकाऊ स्याही नियंत्रण पैनलों, नामपट्टों और ब्रांडेड उत्पादों के लिए अच्छी तरह से चिपकती है।.
लेज़र उत्कीर्णन
सटीक लेज़र सामग्री को हटाकर स्थायी निशान, सीरियल नंबर और विस्तृत पैटर्न बनाता है। पहचान और सजावटी कार्यों के लिए तीखे किनारों वाली स्वच्छ प्रक्रिया।.
भरोसेमंद गुणवत्ता
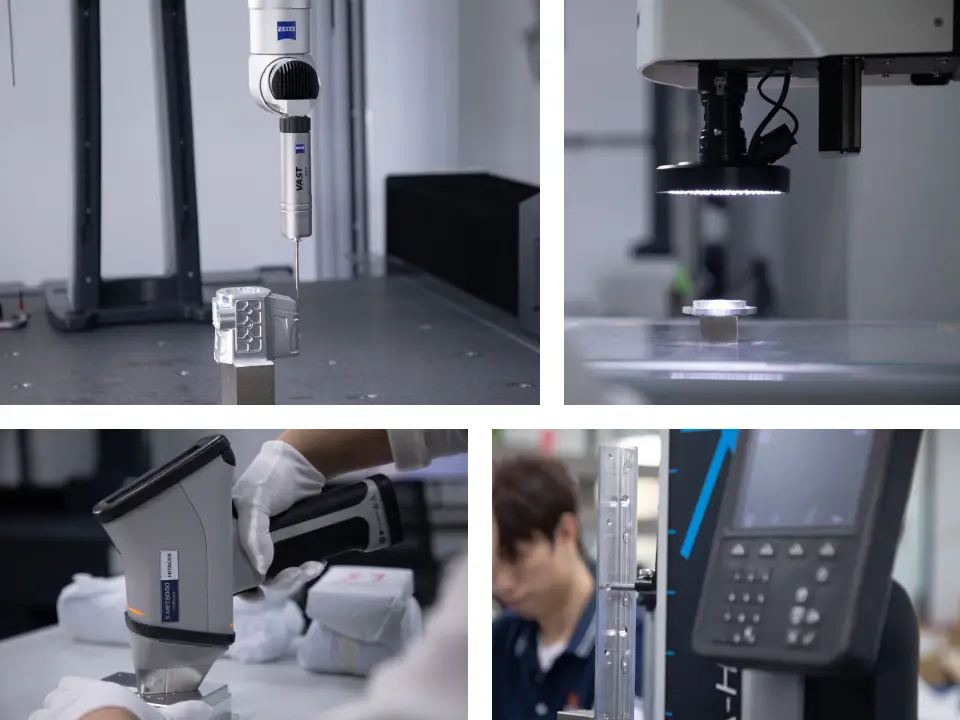
हमारी एल्यूमीनियम एक्सट्रूज़न प्रक्रिया के प्रत्येक चरण में गुणवत्ता अंतर्निहित है। ISO-प्रमाणित उत्पादन सुविधाओं और 70 से अधिक एक्सट्रूज़न एवं निरीक्षण मशीनों के साथ, हम सटीकता और फिनिश में उच्च मानकों को पूरा करने वाले पुर्जे प्रदान करते हैं।.
आयाम और सहनशीलता जांचें
हम क्रॉस-सेक्शन की चौड़ाई, ऊँचाई, दीवार की मोटाई, कुल लंबाई, सीध, समतलता, लंबता और छिद्रों या स्लॉट्स की फिटिंग जैसे प्रमुख आयामों को मापते हैं। निरीक्षण उपकरणों में कैलिपर्स, माइक्रोमीटर, ऊँचाई गेज और समन्वय मापन मशीनें (सीएमएम) शामिल हैं।.
सतही निरीक्षण
सभी प्रोफाइलों की खरोंचों, धक्कों, दरारों, हवा के बुलबुले, बर्स, एक्सट्रूज़न लाइनों और विकृति के लिए जाँच की जाती है। सूक्ष्म सतह संबंधी समस्याओं का पता लगाने के लिए प्रकाश व्यवस्था और आवर्धन का उपयोग किया जाता है।.
सामग्री और प्रदर्शन परीक्षण
अनुरोध पर, हम परियोजना की आवश्यकताओं के अनुसार ताकत और कठोरता के परीक्षण परिणाम, साथ ही RoHS रिपोर्ट और सामग्री प्रमाणपत्र प्रदान करते हैं।.
सतह फिनिश, प्रोफ़ाइल आकृतियों, सामग्री ग्रेड और रंग विकल्पों पर पूर्ण नियंत्रण। विभिन्न उद्योगों में आपकी अनुप्रयोग आवश्यकताओं के लिए सटीक विनिर्देशों का मिलान।.
सुनिश्चित सटीकता
महत्वपूर्ण आयामों को ±0.1 मिमी सहनशीलता पर रखा गया। मानक आयामों को ±0.15 मिमी पर बनाए रखा गया। फिट और फंक्शन आवश्यकताओं के लिए निरंतर सटीकता।.
विश्वसनीय डिलीवरी
त्वरित टूलिंग और सामग्री मिलान। मानक प्रोफाइल 7 दिनों में वितरित। जटिल ज्यामिति बिना डाई संशोधनों के 10–15 दिनों में पूरी।.
एल्यूमिनियम एक्सट्रूज़न प्रक्रिया क्या है?
एल्यूमीनियम एक्सट्रूज़न एक प्रक्रिया है जिसमें गर्म किए गए एल्यूमीनियम बिलेट को एक कस्टम डाई से दबाकर विशिष्ट क्रॉस-सेक्शनल आकार वाली प्रोफाइलें बनाई जाती हैं। PartsMastery में, हम एक मानक, सिद्ध उत्पादन प्रवाह का पालन करते हैं:
यह डाई मशीनिंग से शुरू होता है, ठोस, खोखला या अर्ध-खोखला, और बिलेट को आमतौर पर 400–500°C पर पूर्व-तापित किया जाता है। फिर एल्यूमीनियम को एक्सट्रूड किया जाता है—प्रत्यक्ष या अप्रत्यक्ष, गर्म या ठंडा—जो एल्यूमीनियम मिश्र धातुओं और अंतिम उपयोग पर निर्भर करता है।.
एक्सट्रूज़न के बाद प्रोफ़ाइल को ठंडा किया जाता है, खींचा जाता है और आकार के अनुसार काटा जाता है। आवश्यकतानुसार अतिरिक्त चरण जैसे मजबूती और कठोरता के लिए एजिंग, दिखावट और कार्यक्षमता के लिए सतह फिनिशिंग या असेंबली लागू की जा सकती है। प्रत्येक कस्टम एल्यूमीनियम एक्सट्रूज़न डिलीवरी से पहले निरीक्षण और पैकेजिंग से गुजरता है।.
एल्यूमीनियम एक्सट्रूज़न के अनुप्रयोग
उद्योग अपनी मजबूती-से-वजन अनुपात और डिज़ाइन लचीलेपन के लिए कस्टम एल्यूमीनियम एक्सट्रूज़न पर निर्भर करते हैं। नीचे कुछ सबसे सामान्य अनुप्रयोग दिए गए हैं।.
औद्योगिक
मशीन फ्रेम, वर्कस्टेशन, और स्वचालन प्रणालियाँ।.
| परिवहन
ऑटो फ्रेम, ट्रेलर और ट्रेन बॉडी के घटक।.
| निर्माण
दरवाज़े, खिड़कियाँ, पर्दा दीवारें, हैंडरेल और मुखौटे।.
| ऊर्जा
सौर फ्रेम, पवन टरबाइन के पुर्जे, और अपतटीय संरचनाएँ।.
| इलेक्ट्रॉनिक्स
आवरण, एलईडी आवास, और हीट सिंक।.
एल्यूमीनियम एक्सट्रूज़न के फायदे और नुकसान
फायदे
हल्का और मजबूत।.
उच्च शक्ति-से-वजन अनुपात संरचनात्मक भार को कम करता है।
संक्षारण प्रतिरोधी
प्राकृतिक ऑक्साइड परत जंग और क्षरण को रोकती है।
डिज़ाइन में लचीलापन
एकल प्रक्रिया में प्राप्त किए जा सकने वाले जटिल क्रॉस-सेक्शन
लागत-प्रभावी
ठोस एल्यूमीनियम ब्लॉकों की तुलना में कम मशीनिंग लागत
आसान असेंबली
टी-स्लॉट अनुकूलता और सरल जुड़ाव विधियाँ
पुनर्चक्रण योग्य
100% पुनर्चक्रण योग्य सामग्री स्थिरता के लक्ष्यों का समर्थन करती है।
नुकसान
प्रारंभिक टूलिंग लागत
साँचे के निर्माण के लिए अग्रिम निवेश की आवश्यकता होती है।
सीमित रूप परिवर्तन
प्रोफ़ाइल संशोधनों के लिए नए डाई टूलिंग की आवश्यकता होती है।
सामग्री अपशिष्ट
ट्रिमिंग और सेटअप से अपशिष्ट सामग्री उत्पन्न होती है।
आकार सीमाएँ
प्रेस क्षमता द्वारा प्रतिबंधित अधिकतम प्रोफ़ाइल आयाम
सतही भिन्नताएँ
एक्सट्रूज़न लाइनों को पोस्ट-प्रोसेसिंग की आवश्यकता हो सकती है।
तापमान संवेदनशीलता
उच्च तापमान पर ताकत में कमी
अक्सर पूछे जाने वाले प्रश्न
कस्टम एल्यूमिनियम एक्सट्रूज़न के लिए सामान्य सहनशीलता सीमा क्या है?
कसकर सहनशीलताएँ निर्माण में अधिक महंगी होती हैं। सटीक उपकरण और अतिरिक्त निरीक्षण चरण उत्पादन लागत बढ़ाते हैं।.
अपने प्रोजेक्ट की आवश्यकताओं के अनुरूप सहिष्णुताएँ चुनें। मानक सहिष्णुताएँ अधिकांश अनुप्रयोगों के लिए उपयुक्त होती हैं और लागत कम रखती हैं। केवल तब सख्त सहिष्णुताएँ उपयोग करें जब भागों को सटीक रूप से एक साथ फिट करना आवश्यक हो।.
PartsMastery ISO 9001-C मानकों का पालन करता है। महत्वपूर्ण आयाम ±0.1 मिमी के भीतर नियंत्रित किए जाते हैं, जबकि अन्य आयाम ±0.15 मिमी तक बनाए जाते हैं। PartsMastery आपको आपके कस्टम एल्यूमीनियम एक्सट्रूज़न प्रोजेक्ट के लिए सही टॉलरेंस स्पेसिफिकेशन चुनने में मदद करता है, ताकि आपको अनावश्यक सटीकता के लिए भुगतान न करना पड़े।.
एल्यूमीनियम एक्सट्रूज़न के अलावा कोई गैर-वेल्डिंग फ्रेम या गैन्ट्री विकल्प हैं?
यांत्रिक संयोजनों वाली स्टील ट्यूबिंग
स्टील ट्यूबिंग को वेल्डिंग के बिना कोर्नर ब्रैस, धातु फार्मिंग स्क्रू या यांत्रिक कनेक्टर्स और क्लैंप का उपयोग करके एक साथ जोड़ा जा सकता है।.
वैकल्पिक विधियाँ
यांत्रिक फास्टनर और चिपकने वाले पदार्थ वेल्डिंग के विकल्प के रूप में काम करते हैं। स्टील प्रोफाइल एल्यूमीनियम की तुलना में अधिक मजबूती प्रदान करते हैं, लेकिन इन्हें असेंबल करना अधिक जटिल होता है। सीएनसी ग्रैंट्रीज़ के लिए ब्रैकेट्स के साथ स्टील ट्यूबिंग काम आती है, हालांकि एल्यूमीनियम एक्सट्रूज़न को असेंबल करना आसान रहता है।.
कस्टम एल्यूमिनियम एक्सट्रूज़न की दीवार की मोटाई किन कारकों द्वारा निर्धारित होती है?
एल्यूमीनियम एक्सट्रूज़न की दीवार की मोटाई कई व्यावहारिक कारकों पर निर्भर करती है:
एल्यूमिनियम ग्रेड– कमज़ोर मिश्रधातुओं को मज़बूती के लिए मोटी दीवारों की आवश्यकता हो सकती है, जबकि मज़बूत मिश्रधातुएं पतले हिस्सों का समर्थन कर सकती हैं।.
प्रोफ़ाइल डिज़ाइन– गहरी खांचों, वक्रताओं, या बिना सहारे वाले फैलाव वाले आकारों को स्थिरता के लिए अधिक मोटाई की आवश्यकता हो सकती है।.
प्रैस क्षमता – प्रेस के आकार और टन भार से यह प्रभावित होता है कि किसी खंड को कितनी पतली या मोटी विश्वसनीयता से बनाया जा सकता है।.
सतह परिष्करण– कोटिंग्स या एनोडाइजिंग से विकृति या असमान उपचार से बचने के लिए न्यूनतम दीवार मोटाई प्रभावित हो सकती है।.
आयामी सहनशीलता – सख्त सहनशीलता सीमाओं के कारण अक्सर कटाई या मशीनिंग के दौरान सुसंगत आउटपुट सुनिश्चित करने के लिए दीवारें मोटी हो जाती हैं।.
दीवार की मोटाई आमतौर पर डिज़ाइन चरण के दौरान निर्धारित की जाती है, जिसमें भाग के उपयोग के आधार पर मजबूती, वजन और लागत के बीच संतुलन बनाया जाता है।.
कस्टम एल्यूमिनियम एक्सट्रूज़न के लिए आमतौर पर दीवार की मोटाई कितनी अनुशंसित होती है?
एक सामान्य अनुशंसित दीवार मोटाई 1.0 मिमी और 2.5 मिमी के बीच होती है।.
संरचनात्मक या भार वहन करने वाले भागों के लिए, मोटी दीवारें (2.0 मिमी या उससे अधिक) बेहतर मजबूती और कठोरता प्रदान करती हैं।.
हल्के या सजावटी घटकों के लिए, पतली दीवारें (लगभग 1.0 मिमी) अक्सर पर्याप्त होती हैं।.
न्यूनतम संभव मोटाई मिश्र धातु, आकृति की जटिलता और प्रेस क्षमता पर भी निर्भर करती है।.
अंतिम चयन को एक्सट्रूडेड एल्यूमीनियम भाग के अनुप्रयोग के आधार पर यांत्रिक आवश्यकताओं, वजन और लागत के बीच संतुलन बनाना चाहिए।.
क्या आप एल्यूमीनियम एक्सट्रूज़न परियोजनाओं के लिए प्रोटोटाइपिंग का समर्थन करते हैं?
हाँ, PartsMastery प्रोटोटाइप और छोटे बैच एल्यूमिनियम एक्सट्रूज़न सेवाएँ प्रदान करता है। हम पूर्ण उत्पादन से पहले परीक्षण और सत्यापन के लिए नमूना भाग तैयार कर सकते हैं।.
हमारी प्रोटोटाइपिंग सेवा आपको मदद करती है:
बड़ी मात्रा में ऑर्डर देने से पहले फिट और कार्यक्षमता का परीक्षण करें।
आयाम और सहनशीलताएँ आपकी विशिष्टताओं को पूरा करती हैं या नहीं, सत्यापित करें।
सतह फिनिश और सामग्री गुणों का मूल्यांकन करें
विकास प्रक्रिया के शुरुआती चरण में डिज़ाइन में बदलाव करें।
कस्टम एल्यूमिनियम एक्सट्रूज़न सेवाओं की सामान्य लागत क्या है?
लागत कुछ मुख्य बातों पर निर्भर करती है:
सामग्री का प्रकारविभिन्न एल्यूमीनियम मिश्रधातुओं की लागत अलग-अलग होती है। 6061 और 6063 जैसी सामान्य मिश्रधातुएँ विशेष धातुओं की तुलना में सस्ती होती हैं।.
आंशिक आकारबड़े प्रोफाइल अधिक सामग्री का उपयोग करते हैं और संभवतः बड़े प्रेस की आवश्यकता होती है, जिससे लागत अधिक होती है।.
डिज़ाइन जटिलता
सरल आकृतियों को बनाना सस्ता होता है।
जटिल क्रॉस-सेक्शन के लिए महंगे टूलिंग की आवश्यकता होती है।
कसकर सहनशीलताएँ अधिक समय और निरीक्षण लेती हैं।
कीमत को प्रभावित करने वाली अन्य बातें
आप कितने ऑर्डर करते हैं – बड़े ऑर्डर पर प्रति पीस लागत कम होती है।
आपको जो सतह फिनिश चाहिए
नए प्रोफाइल के लिए टूलिंग और डाई की लागत
क्या आप जानना चाहते हैं कि आपके प्रोजेक्ट की लागत क्या होगी? अपने ड्रॉइंग और स्पेसिफिकेशन्स PartsMastery को भेजें। हम आपको आपकी वास्तविक जरूरतों के आधार पर एक सटीक कोट देंगे।.
एक्सट्रूज़न उत्पादन को लागत-कुशल बनाए रखने के लिए कोई सुझाव?
लागत कम करने के लिए स्मार्ट डिज़ाइन विकल्पों से शुरुआत करें। दीवार की मोटाई एकसमान रखें क्योंकि मोटाई में भिन्नता टूलिंग को कठिन और महंगा बना देती है। तीखे कोणों के बजाय सरल त्रिज्या वाले कोने उपयोग करें, और जब संभव हो तो डिज़ाइनों को सममित बनाएं। चैनलों और स्क्रू स्लॉट्स को न्यूनतम करने का प्रयास करें, और गहरे, संकरे चैनलों से बचें जिन्हें एक्सट्रूज़न के दौरान बनाना कठिन होता है।.
विशेष धातुओं के बजाय 6061 या 6063 जैसी मानक एल्यूमीनियम मिश्रधातुएँ चुनें। टूलिंग लागत को अधिक भागों में फैलाने के लिए बड़ी मात्रा में ऑर्डर करें। जब तक आपके अनुप्रयोग के लिए वास्तव में सख्त टॉलरेंस की आवश्यकता न हो, मानक टॉलरेंस का उपयोग करें। सरल सतह फिनिश चुनें और यदि वे आपके प्रोजेक्ट के लिए उपयुक्त हों तो मौजूदा डाई प्रोफाइल का उपयोग करने पर विचार करें।.
अपने डिज़ाइन की सावधानीपूर्वक योजना बनाएँ और उसी पर टिके रहें। टूलिंग बनने के बाद किए गए बदलाव बहुत जल्दी महंगे हो जाते हैं। डिज़ाइन चरण की शुरुआत में ही अपने एल्यूमीनियम एक्सट्रूज़न आपूर्तिकर्ता के साथ काम करें, ताकि महंगी टूलिंग में निवेश करने से पहले वे संभावित लागत संबंधी समस्याओं को पहचान सकें।.
क्या एल्यूमीनियम एक्सट्रूज़न को रीसायकल करना संभव है?
हाँ, एल्यूमीनियम एक्सट्रूज़न बिना ताकत या गुणवत्ता खोए 100% पुनर्चक्रण योग्य हैं। पुनर्चक्रण से निर्माण लागत कम होती है और नए एल्यूमीनियम बनाने की तुलना में कार्बन पदचिह्न घटता है। आप एल्यूमीनियम एक्सट्रूज़न को कई बार पुन: उपयोग कर सकते हैं, जिससे वे पर्यावरण-अनुकूल परियोजनाओं के लिए उपयुक्त होते हैं और उनकी कार्यक्षमता भी बनी रहती है।.
कस्टम एल्यूमीनियम प्रोफाइल बनाने में किस प्रकार की एक्सट्रूज़न डाइज़ का उपयोग किया जाता है?
तीन मुख्य प्रकार की डाइज़:
ठोस साँचे. सरल, ठोस प्रोफाइलों के लिए उपयोग किए जाते हैं, जिनमें कोई खोखले खंड या आंतरिक गुहाएँ नहीं होतीं। ये सबसे बुनियादी और लागत-कुशल डाइज़ हैं।.
खोखले साँचे. संलग्न खोखले खंडों या ट्यूबों के साथ प्रोफाइल बनाएं। ये डाइज़ अधिक जटिल होती हैं क्योंकि आंतरिक गुहाओं को आकार देने के लिए इन्हें मैंड्रेल्स की आवश्यकता होती है।.
सेमी-हॉलो डाइज़. आंशिक रूप से बंद खंडों वाले प्रोफाइल बनाएं, जैसे C-चैनलों या स्लॉट वाले एंगल। ये जटिलता और लागत के मामले में ठोस और खोखले डाइज़ के बीच आते हैं।.
टी-स्लॉट फ्रेमिंग के लिए मानक आकार क्या हैं?
10mm x 10mm, 20mm x 20mm, 30mm x 30mm, 40mm x 40mm, 45mm x 45mm, 50mm x 50mm, 60mm x 60mm, 80mm x 80mm, 100mm x 100mm, 160mm x 160mm.
ये फ्रेमिंग और असेंबली अनुप्रयोगों में उपयोग किए जाने वाले टी-स्लॉट एल्यूमीनियम एक्सट्रूज़न के सामान्य प्रोफ़ाइल हैं। खिड़कियाँ, दरवाज़े या संरचनात्मक निर्माण जैसी विभिन्न उद्योग अपनी विशिष्ट आवश्यकताओं के आधार पर अलग-अलग मानक आकारों का उपयोग कर सकते हैं।.