त्वरित प्रोटोटाइप से लेकर उच्च-मात्रा वाले उत्पादन रन तक, PartsMastery की डाई कास्टिंग सेवाएँ आपकी सभी ज़रूरतों का ख्याल रखती हैं। हम एल्यूमीनियम, जिंक और मैग्नीशियम के साथ काम करते हैं, और टूलिंग से लेकर फिनिशिंग तक सब कुछ संभालते हैं—साथ ही, हमारे विशेषज्ञ यह सुनिश्चित करते हैं कि आपके डाई कास्ट पार्ट्स बिल्कुल आपकी ज़रूरत के मुताबिक बनें।.
120 से अधिक देशों और क्षेत्रों में 20,000+ ग्राहक अपने कस्टम पार्ट्स के निर्माण के लिए पार्ट्समास्टरी पर भरोसा करते हैं।
उन्नत उत्पादन सुविधाओं वाला डाई कास्टिंग निर्माता
पार्ट्समास्टरी एक प्रमाणित डाई कास्टिंग निर्माता है, जो 60 से अधिक उन्नत डाई कास्टिंग मशीनों से सुसज्जित है, और ऑटोमोटिव, औद्योगिक, रोबोटिक्स, और इलेक्ट्रॉनिक्स उद्योगों में वैश्विक ग्राहकों को सेवा प्रदान करता है।.
चीन के शेन्ज़ेन में हमारी फैक्ट्री डाई कास्टिंग टूलिंग, उच्च दबाव डाई कास्टिंग उत्पादन, सीएनसी मशीनिंग और फिनिशिंग को एक समन्वित प्रणाली के तहत एकीकृत करती है—जो निरंतर गुणवत्ता और त्वरित टर्नअराउंड सुनिश्चित करती है।.
डाय कास्टिंग मशीनें
0+
कसा हुआ सहनशीलता
0''
9001, 16949, 13485
0आईएसओ
तेज़ लीड समय
0दिन
पार्ट्समास्टरी डाई कास्टिंग क्षमताएँ
विवरण
सहिष्णुता
विवरणउच्च-सटीकता वाले डाई-कास्टेड पुर्जों को सहनशीलता आवश्यकताओं को पूरा करने के लिए द्वितीयक मशीनिंग की आवश्यकता होती है, जिससे ±0.01 मिमी तक की सटीकता प्राप्त होती है।
न्यूनतम दीवार मोटाई
विवरणएल्यूमीनियम मिश्र धातु के लिए 1.5 मिमी की सिफारिश की जाती है, जिंक मिश्र धातु 0.8 मिमी तक जा सकती है।
दीवार मोटाई अनुपात
विवरणअसमान भराई से बचने के लिए 1:3 के अनुपात में ही रखें।
छिद्र व्यास
विवरणएल्यूमिनियम डाई कास्टिंग मोल्ड की प्रक्रिया के दौरान उच्च तापमान के कारण 3 मिमी से छोटे व्यास वाले गोल छेद द्वितीयक ड्रिलिंग की आवश्यकता होती है। उत्पाद के थ्रेडेड छेद और बाहरी थ्रेड द्वितीयक मशीनिंग द्वारा बनाए जाते हैं।.
दृष्टिकोण
विवरणमोल्ड से निकालने में कठिनाइयों से बचने के लिए न्यूनतम 0.5°
विवरण20-25 दिन। विशिष्ट समय मोल्ड के प्रकार और उत्पाद संरचना की जटिलता के आधार पर भिन्न होता है।
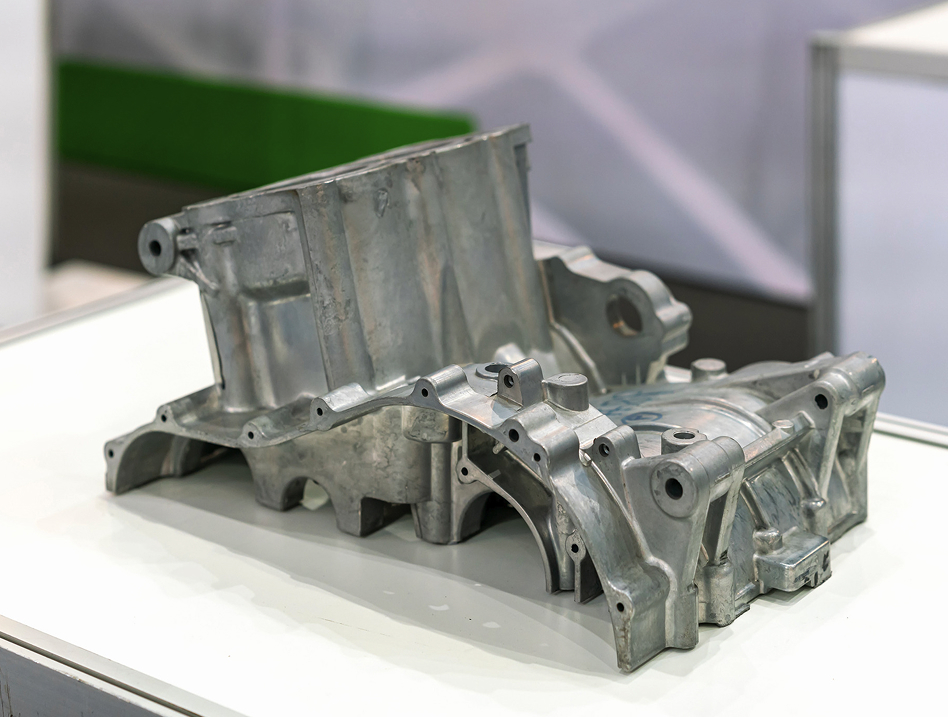
हमारे द्वारा निर्मित डाई कास्टिंग पुर्जे
पार्ट्समास्टरी में डाई कास्टिंग प्रक्रियाओं के प्रकार
विभिन्न परियोजना आवश्यकताओं की एक विस्तृत श्रृंखला का समर्थन करने के लिए, PartsMastery तीन प्रकार की डाई कास्टिंग सेवाएँ प्रदान करता है, जो विभिन्न सामग्रियों और डिज़ाइन जटिलताओं के लिए उपयुक्त हैं। हम मुख्य रूप से हॉट और कोल्ड चैंबर कास्टिंग का उपयोग करते हैं। सख्त सहनशीलता और मजबूत संरचनात्मक आवश्यकताओं वाले घटकों के लिए, हम सेमी-सॉलिड कास्टिंग जैसी उन्नत प्रक्रियाएँ प्रदान करते हैं।.
शीत कक्ष डाई कास्टिंग
कोल्ड चेम्बर डाई कास्टिंग में कास्टिंग से पहले धातु को एक अलग भट्टी में पिघलाया जाता है। पिघली हुई धातु को ठंडे चैंबर में डाला जाता है, जहाँ एक पिस्टन इसे उच्च दबाव में डाई में धकेलता है। यह प्रक्रिया एल्यूमीनियम जैसी उच्च गलनांक वाली धातुओं को संभालती है। यह पृथक्करण संदूषण को रोकता है और डाई का जीवनकाल बढ़ाता है। इस प्रकार की डाई कास्टिंग कार इंजन के पुर्जे, विमान के घटक और इलेक्ट्रॉनिक आवास बनाती है जहाँ मजबूती और सटीकता मायने रखती है।
हॉट चेम्बर डाई कास्टिंग
हॉट चैंबर, या गूज़नेक कास्टिंग, पिघलने वाली भट्टी को सीधे कास्टिंग मशीन से जोड़ती है। एक पिस्टन पिघले हुए धातु को भट्टी से खींचकर सीधे डाई में इंजेक्ट करता है। इससे चक्र समय तेज होता है और धातु पूरी प्रक्रिया के दौरान गर्म रहने के कारण अपव्यय कम होता है। यह प्रक्रिया जिंक, मैग्नीशियम मिश्र धातुओं जैसे कम गलनांक वाले धातुओं के लिए उपयुक्त है। सीधा कनेक्शन खिलौनों, हार्डवेयर, सजावटी वस्तुओं और छोटे यांत्रिक पुर्जों के कुशल उच्च-आयतन उत्पादन की अनुमति देता है।.
अर्ध-ठोस डाई कास्टिंग
सेमी-सॉलिड डाई कास्टिंग धातु को तरल और ठोस के बीच पेस्ट जैसी अवस्था में उपयोग करती है। धातु को इस अर्ध-ठोस अवस्था तक गर्म किया जाता है, फिर इसे तरल धातु की तुलना में कम उथल-पुथल के साथ धीरे-धीरे साँचे में धकेला जाता है। यह प्रक्रिया छिद्रता को कम करती है और बेहतर सतह फिनिश वाले मजबूत पुर्जे बनाती है। अर्ध-ठोस कास्टिंग एल्यूमीनियम और मैग्नीशियम मिश्रधातुओं पर प्रभावी रूप से लागू होती है। नियंत्रित प्रवाह ऑटोमोटिव पुर्जे, एयरोस्पेस घटक और उच्च मजबूती व गुणवत्ता की आवश्यकता वाले अनुप्रयोगों का उत्पादन करता है।.
डाई कास्टिंग सामग्री और फिनिश
सामान्य डाई कास्टिंग पुर्जे और उद्योग अनुप्रयोग
डाई कास्टिंग का उपयोग उन संरचनात्मक और कार्यात्मक धातु घटकों के निर्माण में व्यापक रूप से किया जाता है, जिनमें आयामी स्थिरता, मजबूती और पुनरावृत्ति की आवश्यकता होती है।.
PartsMastery में, गुणवत्ता हर कदम को संचालित करती है—हम जिन उपकरणों का उपयोग करते हैं से लेकर जिन मानकों को हम बनाए रखते हैं। हमारे ISO 9001, ISO 14001, और IATF 16949 प्रमाणपत्र निरंतर उत्कृष्टता की गारंटी देते हैं।.
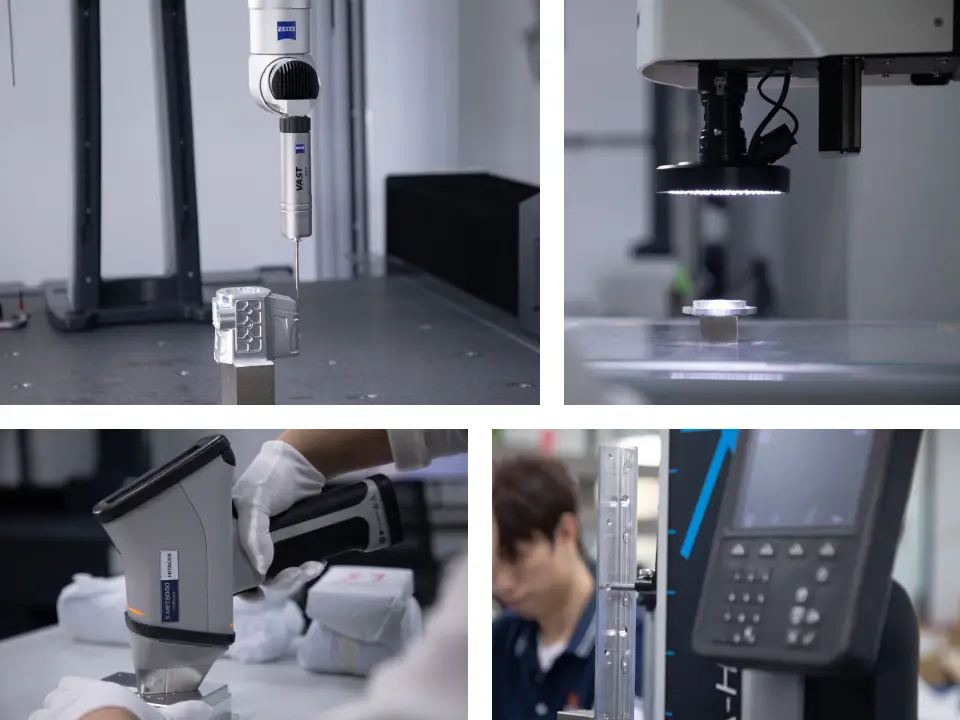
उन्नत निरीक्षण उपकरण
हम सटीक मापन और सत्यापन के लिए पेशेवर परीक्षण उपकरणों का उपयोग करते हैं। स्पेक्ट्रोमीटर धातु की संरचना का विश्लेषण करते हैं, समन्वय मापन मशीनें जटिल 3D आकृतियों का निरीक्षण करती हैं, 2.5D उपकरण विस्तृत विशेषताओं का सत्यापन करते हैं, और ऊँचाई गेज बुनियादी आयामों को मापते हैं।.
व्यापक परीक्षण प्रक्रियाएँ
पुर्जे चार मुख्य परीक्षणों से गुजरते हैं: सामग्री विश्लेषण, स्थायित्व परीक्षण, संक्षारण परीक्षण, और कार्यात्मक परीक्षण। ये जांचते हैं कि आपके पुर्जे संरचनात्मक विनिर्देशों को पूरा करते हैं, कठिन परिस्थितियों में टिकते हैं, पर्यावरणीय क्षति का प्रतिरोध करते हैं, और आवश्यकता पड़ने पर ठीक से सील करते हैं।.
प्रमाणित गुणवत्ता मानक
90% से अधिक पुर्जे प्रथम लेख निरीक्षण में उत्तीर्ण होते हैं। और यदि कभी गुणवत्ता संबंधी कोई समस्या होती है, तो हम इसे नि:शुल्क पुनः बनाएंगे। हमारी सुविधा से निकलने से पहले प्रत्येक पुर्जे की जाँच की जाती है।.
क्या आप हमारे गुणवत्ता मानकों को काम में देखना चाहते हैं? आज ही अपना कोटेशन प्राप्त करें और अंतर का अनुभव करें।.
हम विशेषज्ञ मोल्ड डिज़ाइन और निःशुल्क DFM विश्लेषण के माध्यम से आपके डाई कास्टिंग लागत को कम करते हैं, जिससे सामग्री का सबसे कुशल उपयोग सुनिश्चित होता है।.
तेज़ लीड समय
हम अपनी इन-हाउस सुविधाओं और प्रमाणित फैक्ट्री नेटवर्क का लाभ उठाकर, रीयल-टाइम प्रोजेक्ट ट्रैकिंग के साथ केवल 1 दिन में डाई कास्टिंग के नमूने प्रदान करते हैं।.
गुणवत्ता आश्वासन
ISO 9001:2015 प्रमाणित। प्रत्येक चरण में कड़े गुणवत्ता परीक्षण। हम उत्पादन पूर्व, उत्पादन के दौरान, प्रथम लेख निरीक्षण और वितरण पूर्व भागों का निरीक्षण करते हैं। ±0.01 मिमी तक सख्त सहनशीलता।.
अक्सर पूछे जाने वाले प्रश्न
एक डाई कास्टिंग प्रोजेक्ट की लागत कितनी होती है?
डाई कास्टिंग में कोई “सभी के लिए एक ही” कीमत नहीं होती क्योंकि लागत चार मुख्य कारकों पर निर्भर करती है: टूलिंग (मोल्ड), सामग्री की मात्रा, भाग की जटिलता, और उत्पादन मात्रा।. उत्पादन मात्रा: आपकी मात्रा जितनी अधिक होगी, प्रति-भाग लागत उतनी ही कम होगी, क्योंकि टूलिंग खर्च अधिक इकाइयों पर विभाजित हो जाते हैं।. जटिलता: अंडरकट, कस सहनशीलताएँ या पतली दीवारें जैसी विशेषताएँ डिज़ाइन और टूलिंग की जटिलता को बढ़ाती हैं।.
सुझाव: सटीक कोटेशन पाने के लिए आज ही अपनी CAD फ़ाइलें अपलोड करें। हमारे इंजीनियर टूलिंग पर एक पैसा खर्च करने से पहले लागत-बचत वाले डिज़ाइन अनुकूलन की पहचान करने में आपकी मदद करने के लिए एक मुफ़्त DFM (डिज़ाइन फॉर मैन्युफ़ैक्चरिंग) विश्लेषण करेंगे।.
अपने प्रोजेक्ट के लिए डाई कास्टिंग क्यों चुनें?
उच्च-गति उत्पादन: सैकड़ों से हजारों हिस्सों तक स्केल करने के लिए उत्तम।.
उत्कृष्ट सतही फिनिश: मोल्ड से सीधे चिकने, खुदरा-तैयार पुर्जे प्राप्त करें।.
कसकर सहनशीलताएँ: तक की गारंटी ±0.01 मिमी.
जटिल ज्यामिति: एक ही उत्पादन चरण में जटिल डिज़ाइन प्राप्त करें।.
PartsMastery डाई-कास्ट भागों में छिद्रता को कैसे कम करता है?
पार्ट्समास्टरी न्यूनतम कैसे करता है छिद्रता डाई कास्ट पुर्जों में?
डाई कास्टिंग के लिए डिजाइन करते समय मुझे किन बातों पर विचार करना चाहिए?
डाई कास्टिंग के लिए पुर्जों को डिजाइन करते समय, इष्टतम प्रदर्शन और निर्माण योग्यता सुनिश्चित करने के लिए कई प्रमुख पहलुओं पर ध्यान देना आवश्यक है:
दीवार की मोटाई: समान कूलिंग और ठोसकरण को बढ़ावा देने के लिए दीवार की मोटाई को एकसमान बनाए रखें, जिससे विकृतिकरण या आंतरिक तनाव जैसी दोषों का जोखिम कम हो। पतली दीवारें तेज़ कूलिंग और सामग्री की बचत के लिए प्राथमिकता दी जाती हैं, लेकिन उनकी व्यवहार्यता उपयोग की गई धातु और भाग की जटिलता पर निर्भर करती है।.
ड्राफ्ट कोण: डिजाइन में ड्राफ्ट कोण शामिल करें ताकि कास्टिंग को डाई से आसानी से निकाला जा सके। आमतौर पर, भाग की गहराई के आधार पर कम से कम 1 से 2 डिग्री का ड्राफ्ट कोण आवश्यक होता है।.
फिलेट और रेडियस: तेज कोनों और किनारों को खत्म करने के लिए फिलेट और रेडियस शामिल करें, जो तनाव एकाग्रता और दरारों की शुरुआत के बिंदु पैदा कर सकते हैं। यह समायोजन डाई के भीतर पिघले हुए धातु के प्रवाह को भी बढ़ाता है।.
गेटिंग सिस्टम: पिघले हुए धातु के डाई में उचित प्रवाह सुनिश्चित करने के लिए एक कुशल गेटिंग सिस्टम डिजाइन करें, जिससे तरंगोत्थान और वायु फँसने को न्यूनतम किया जा सके। गेटों की स्थिति सामग्री वितरण और भाग की गुणवत्ता को प्रभावित करती है।.
वेंटिंग: धातु इंजेक्शन के दौरान मोल्ड कैविटी से हवा और गैसों को निकलने देने के लिए उचित वेंटिंग की योजना बनानी चाहिए। इससे छिद्रता और अधूरे भराव को रोका जा सकता है।.
ज्यामिति को सरल बनाना: अंडरकट्स और जटिल विशेषताओं से बचने के लिए ज्यामिति को यथासंभव सरल बनाएँ, क्योंकि ये जटिल डाई तंत्रों की आवश्यकता बढ़ाते हैं, जिससे टूलिंग लागत बढ़ती है और कास्टिंग प्रक्रिया जटिल हो जाती है।.
क्या आप पोस्ट-मशीनिंग द्वारा डाई-कास्ट पुर्जों को संसाधित कर सकते हैं?
हाँ, डाई-कास्ट भागों की पोस्ट-मशीनिंग न केवल संभव है, बल्कि वांछित सटीकता और सतह फिनिश प्राप्त करने के लिए अक्सर आवश्यक भी होती है, जो केवल डाई-कास्टिंग से संभव नहीं हो सकती। पश्चात मशीनिंग से सख्त सहनशीलता और चिकनी सतहें प्राप्त होती हैं, जो उच्च-प्रदर्शन और सौंदर्य संबंधी आवश्यकताओं के लिए महत्वपूर्ण हैं। सामान्य पश्चात मशीनिंग प्रक्रियाओं में ड्रिलिंग, मिलिंग और सीएनसी मशीनिंग शामिल हैं, जो डाई-कास्ट भाग की विशेषताओं को सटीक विनिर्देशों के अनुसार परिष्कृत करती हैं।.
इसके अतिरिक्त, पोस्ट-मशीनिंग कास्टिंग प्रक्रिया के दौरान उत्पन्न होने वाली किसी भी छोटे दोष, जैसे छिद्रता या सतही खामियों को ठीक कर सकती है। यह जटिल विशेषताएँ और सूक्ष्म विवरण जोड़ने में भी सक्षम बनाती है, जिन्हें केवल कास्टिंग के माध्यम से प्राप्त नहीं किया जा सकता। डाय कास्टिंग को पोस्ट-मशीनिंग के साथ एकीकृत करके, निर्माता खुरदरे आकार के लिए डाय कास्टिंग की गति और लागत-कुशलता का लाभ उठा सकते हैं, जबकि महत्वपूर्ण आयामों और फिनिश के लिए सीएनसी मशीनिंग की सटीकता प्राप्त कर सकते हैं।.
डाई कास्टिंग प्रक्रिया क्या है?
डाई कास्टिंग प्रक्रिया एक उच्च-दबाव वाली निर्माण विधि है, जिसमें पिघली हुई गैर-लोहे की धातु को सटीक रूप से डिज़ाइन किए गए स्टील के साँचे (डाई) में इंजेक्ट किया जाता है। PartsMastery में, हम यह सुनिश्चित करने के लिए एक कठोर 5-चरणीय प्रक्रिया का पालन करते हैं कि प्रत्येक भाग आपकी सटीक विशिष्टताओं को पूरा करे:
तैयारी और क्लैंपिंग: हम डाई कैविटीज़ को चिकनाई लगाकर शुरू करते हैं ताकि पार्ट का निष्कासन आसान हो और तापमान नियंत्रण सुनिश्चित हो। इसके बाद मोल्ड के दोनों हिस्सों को उच्च दबाव में मजबूती से क्लैंप किया जाता है।.
इंजेक्शन: पिघला हुआ धातु (एल्यूमिनियम, जिंक या मैग्नीशियम) उच्च गति और दबाव (आमतौर पर 1,500 से 25,000 पीएसआई के बीच) पर डाई में प्रवेश कराया जाता है। यह सुनिश्चित करता है कि धातु सबसे जटिल ज्यामिति को भी भर दे।.
शीतलन और ठोसकरण: धातु साँचे के भीतर तेजी से ठोस हो जाती है। हमारी उन्नत शीतलन प्रणालियाँ आंतरिक तनावों और विकृति को कम करने के लिए समान तापमान वितरण सुनिश्चित करती हैं।.
उत्सर्जन: एक बार ठंडा हो जाने पर, डाई खुलती है, और “शॉट” (भाग तथा अतिरिक्त सामग्री जैसे गेट्स और रनर्स) हाइड्रोलिक पिनों के माध्यम से बाहर निकलता है।.
ट्रिमिंग और फिनिशिंग: अतिरिक्त सामग्री को काटकर हटा दिया जाता है। आपकी आवश्यकताओं के अनुसार, हम फिर भाग को पूरा करने के लिए द्वितीयक सीएनसी मशीनिंग या सतह फिनिशिंग (जैसे पाउडर कोटिंग या एनोडाइजिंग) करते हैं।.