





अवधारणा सत्यापन
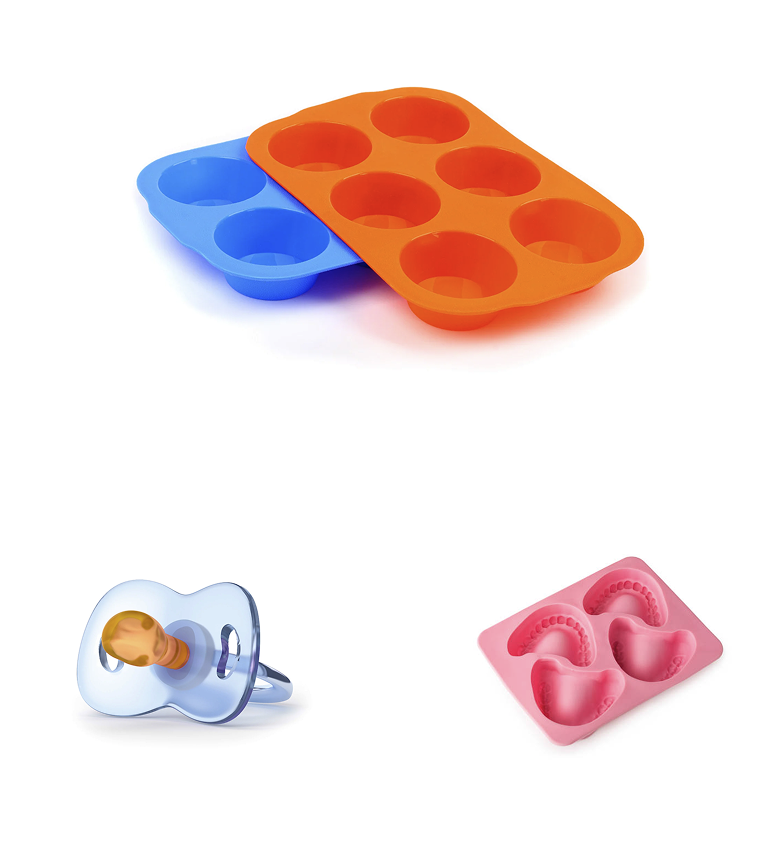
3डी प्रिंटिंग का उपयोग करके प्रारंभिक डिज़ाइनों को जल्दी से वास्तविक पुर्जों में बदलें। आगे बढ़ने से पहले आकार, आकृति और सतह की फिनिश की जांच के लिए यह उत्तम है। इस चरण में हार्ड टूलिंग की कोई आवश्यकता नहीं है।.
प्रोटोटाइप निर्माण
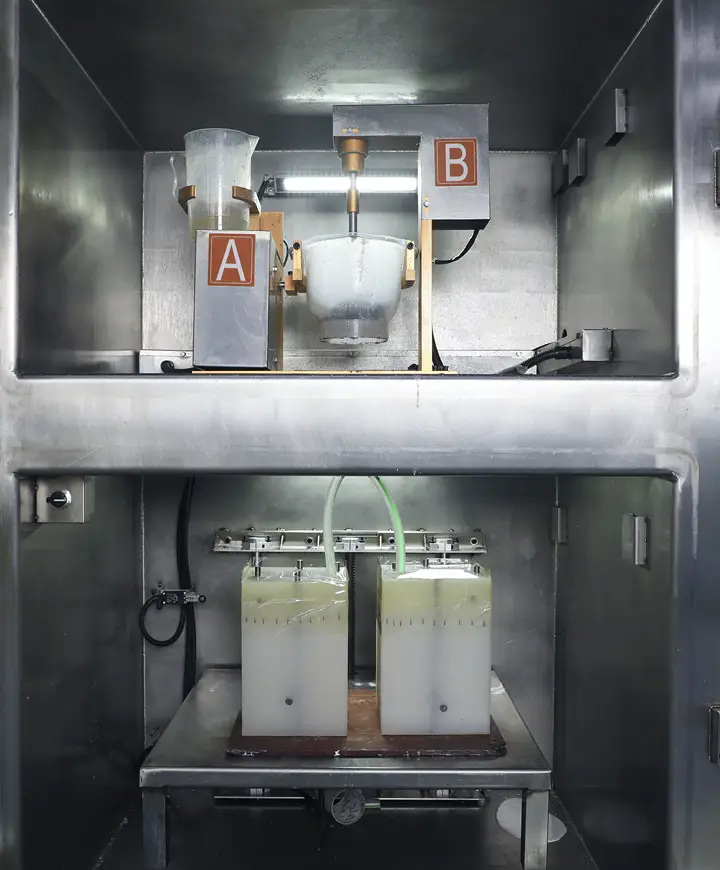
फिट, मजबूती और उपयोगिता का परीक्षण करने के लिए 1 से 100 तक कार्यात्मक वैक्यूम कास्ट प्रोटोटाइप बनाएं। सामग्री और सहनशीलताएँ अंतिम उत्पादन के करीब हैं।.
कम मात्रा में उत्पादन
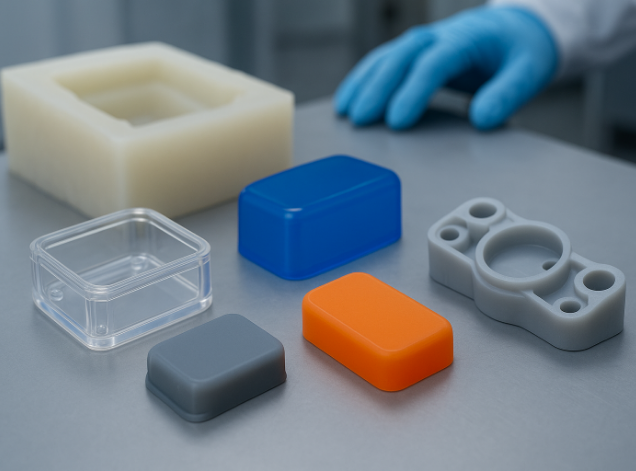
कम मात्रा में उत्पादन, उत्पाद लॉन्च या ब्रिज उत्पादन के लिए उत्तम। 20 से 200+ भागों का लगातार गुणवत्तापूर्ण और त्वरित उत्पादन—इंजेक्शन मोल्ड्स का इंतज़ार छोड़ें।.

बड़ी मात्रा में उत्पादन
बड़ी उत्पादन आवश्यकताओं के लिए, हम उच्च-मात्रा वाले प्लास्टिक पुर्जों को लगातार गुणवत्ता और कम प्रति इकाई लागत के साथ बनाने के लिए इंजेक्शन मोल्डिंग प्रदान करते हैं।.