उच्च-गुणवत्ता वाले प्रोटोटाइप और उत्पादन मोड़ों के लिए अनुकूलित धातु मोड़ने की सेवाएँ। एक दिन के भीतर DFM समीक्षा के साथ निःशुल्क शीट धातु कोटेशन। 3–5 दिनों में तेज़ी से लीड टाइम।.
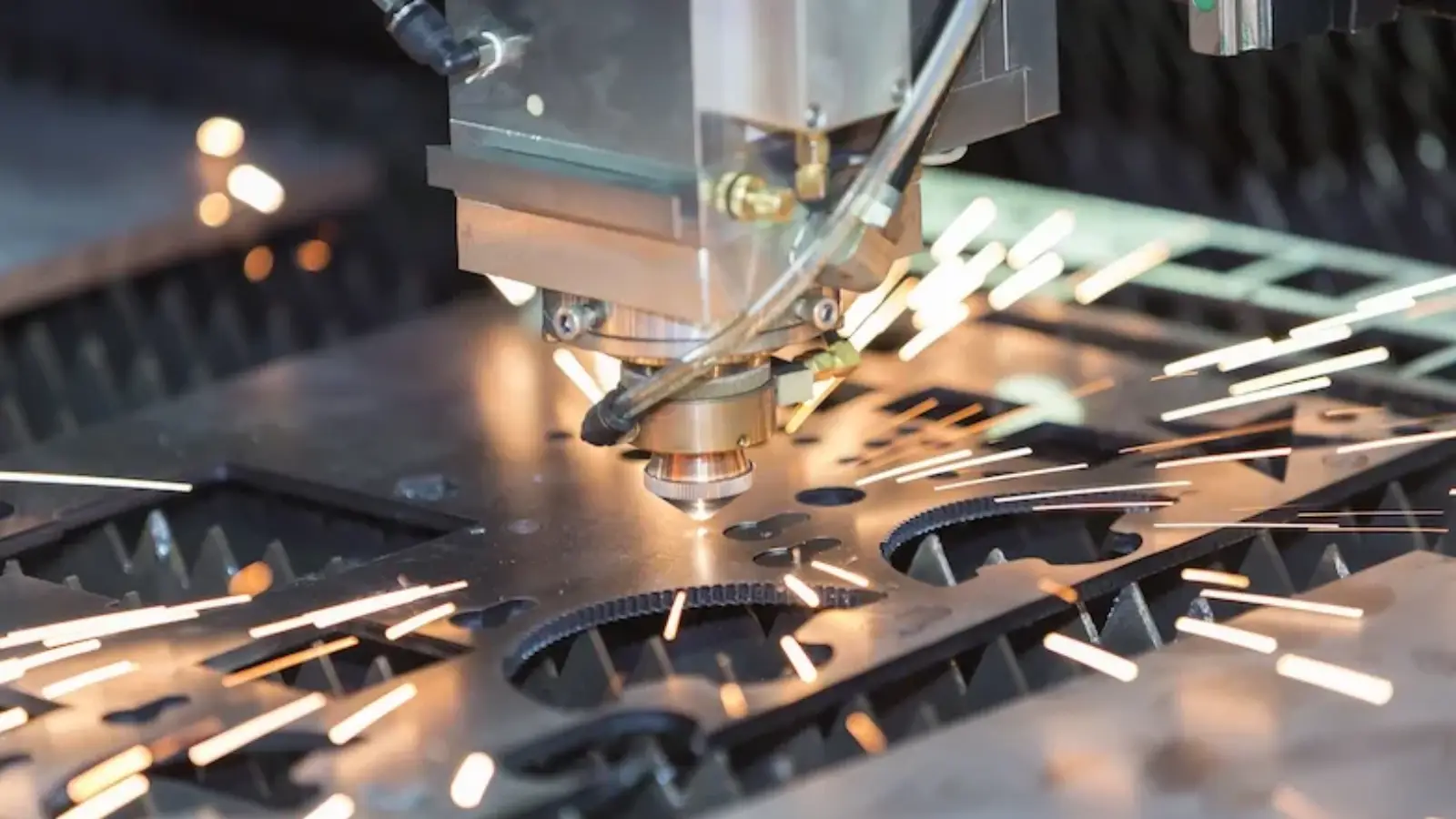
धातु मोड़ने की प्रक्रिया उन्नत मशीनरी का उपयोग करके सटीक बल लगाने के माध्यम से सपाट शीट को 3D आकारों में बदल देती है, जिससे निर्धारित कोणों पर मोड़ लागू होते हैं। मोड़ने से पहले, सपाट शीट को लेजर कटिंग जैसे कटिंग तरीकों का उपयोग करके तैयार किया जाना चाहिए, जो उच्च सटीकता सुनिश्चित करता है। पार्ट्समास्टरी में, हमारी प्रक्रिया 200 टन तक का दबाव डालने में सक्षम उच्च-टन भार वाले उपकरणों का उपयोग करती है, ताकि 3200 मिमी तक की लंबाई वाली सामग्रियों को संभाला जा सके। प्रत्येक मोड़ R3 से R50 तक के सटीक साँचे से किया जाता है, जो ± 0.1 मिमी की मशीनिंग टॉलरेंस के साथ सटीकता सुनिश्चित करता है। यह सटीक शीट धातु मोड़ने की प्रक्रिया मशीनरी के घटकों से लेकर कस्टम फर्नीचर तक, विभिन्न अनुप्रयोगों के लिए उपयुक्त है। इसके अतिरिक्त, हमारी कस्टम धातु मोड़ने की सेवाएँ हमें उच्च सटीकता और निरंतरता के साथ अनुकूलित समाधान प्रदान करने में सक्षम बनाती हैं।.
हमारे संचालन की परिष्कृतता को वास्तव में समझने के लिए, हम आपको हमारी सुविधा का वीडियो दौरा देखने के लिए आमंत्रित करते हैं।.
मशीन के सेट
0+
जिन देशों में भेजा गया
0+
सेवा प्राप्त ग्राहक
0+
/01
उच्च गुणवत्ता वाले पुर्जे
हमारी अनुभवी इंजीनियरों की टीम नवीनतम धातु मोड़ने की तकनीक और कड़े गुणवत्ता नियंत्रण उपायों का उपयोग करती है, ताकि प्रत्येक मुड़ी हुई धातु का हिस्सा सबसे सख्त मानकों को पूरा करे।.
/02
तेज़ लीड समय
हमारे सीएनसी बेंडिंग उपकरण, सुव्यवस्थित कार्यप्रवाहों के साथ मिलकर, हमें आपके कस्टम बेंड किए गए पुर्जों को रिकॉर्ड समय में तैयार करने में सक्षम बनाते हैं।.
/03
अभियांत्रिकी सहायता
हमारे विशेषज्ञ आपकी परियोजना के लिए सामग्री के चयन से लेकर मोड़ने की विधियों के चयन तक सर्वोत्तम विकल्प चुनने में आपका मार्गदर्शन करते हैं, ताकि आपको हर बार सर्वोत्तम परिणाम मिलें।.
धातु मोड़ने की क्षमताएँ
विवरण
अधिकतम भाग आकार
1.5 मी x 3 मी
धातु मोड़ने वाले बल
1000 टन तक
झुकाव रेखा की लंबाई
7200 मिमी तक
मोड़ने की मोटाई
60 मिमी तक
सामान्य सहनशीलताएँ
हमारे धातु मोड़ने के मानक ISO 2768 पर आधारित हैं।.
किनारे/छेद की ओर मोड़, एक सतह
+/- 0.254 मिमी (+/- 0.010 इंच)
वक्र त्रिज्या
सामग्री की मोटाई के बराबर हो
झुकाव कोण
+/- 1°
मोड़ काटने का क्षेत्र
4000 मिमी तक
लीड टाइम
5 दिन या अधिक
धातु मोड़ने की सामग्री
एल्यूमीनियम, स्टेनलेस स्टील और पीतल सहित शीट धातु की विभिन्न सामग्रियों में से चुनें। प्रत्येक सामग्री को उसकी अनूठी विशेषताओं के आधार पर चुना जाता है, जिससे हम आपके प्रोजेक्ट की विशिष्ट आवश्यकताओं और अनुप्रयोगों के लिए सबसे उपयुक्त विकल्प सुझा सकते हैं।.
धातुएँ
हल्का और संक्षारण-प्रतिरोधी, एल्यूमीनियम उन अनुप्रयोगों के लिए आदर्श है जिनमें उच्च शक्ति-से-वजन अनुपात की आवश्यकता होती है।. एल्यूमिनियम धातु की चादर मुड़ना उत्कृष्ट मशीनेबिलिटी के कारण यह एयरोस्पेस और ऑटोमोटिव पुर्जे बनाने की एक आम प्रक्रिया है।
मिश्रधातुएँ
एल्यूमिनियम 5052
एल्यूमिनियम 5083
एल्यूमिनियम 6061 (इसे लेजर कटर से काटा जा सकता है लेकिन मोड़ा नहीं जा सकता।)
पॉलीकार्बोनेट अत्यंत टिकाऊ होता है और इसमें उच्च प्रभाव प्रतिरोध के साथ-साथ उत्कृष्ट पारदर्शिता भी होती है, जिसे बुलेट-प्रूफ कांच और सुरक्षात्मक उपकरणों में उपयोग किया जाता है।.
पीसी ब्लैक
पीसी पारदर्शी
पीसी व्हाइट
पीसी पीलापन लिए हुए सफेद
पीसी+जीएफ30 ब्लैक
PMMA, या एक्रिलिक, अपनी क्रिस्टल जैसी पारदर्शिता और मौसम प्रतिरोध के लिए जाना जाता है, जो इसे बाहरी फिटिंग्स और प्रदर्शन मामलों के लिए आदर्श बनाता है।.
पीएमएमए ब्लैक
पीएमएमए पारदर्शी
पीएमएमए सफेद
POM मजबूत है, इसकी सतह कम घर्षण वाली और अच्छी आयामी स्थिरता वाली होती है, जो यांत्रिक अनुप्रयोगों में सटीक पुर्जों के लिए एकदम उपयुक्त है।.
गाढ़ा भूरा (कॉफ़ी) POM 100AF
पीओएम ब्लैक
पीओएम ब्लू
पीओएम व्हाइट
नायलॉन बहुमुखी, मजबूत और घर्षण के प्रति टिकाऊ होता है, जो आमतौर पर गियर्स, बेयरिंग्स और अन्य घिसाव-प्रतिरोधी सतहों के लिए उपयोग किया जाता है।.
पीए (नायलॉन) नीला
पीए6 (नायलॉन)+जीएफ15 ब्लैक
पीए6 (नायलॉन)+जीएफ30 ब्लैक
पीए66 (नायलॉन) बेज (प्राकृतिक)
पीए66 (नायलॉन) काला
धातु मोड़ने की सतह का फिनिश
PartsMastery में, हमारी सतह फिनिशिंग मुड़े हुए धातु घटकों की टिकाऊपन और दिखावट को बढ़ाती है, जो विविध उद्योगों द्वारा आवश्यक उच्च मानकों को पूरा करती है।.
जैसा मशीन किया हुआ
सीएनसी मशीन से सीधे मशीनिंग फिनिश के साथ सतह निकलती है, जो टूल मार्क्स के साथ एक लागत-कुशल विकल्प प्रदान करती है।.
एनोडाइजिंग
एनोडाइजिंग जंग प्रतिरोधकता और घिसाव गुणों को बढ़ाती है, साथ ही रंगीन डाई करने की अनुमति देती है, जो एल्यूमीनियम के पुर्जों के लिए आदर्श है।.
हार्ड एनोडाइजिंग
हार्ड एनोडाइजिंग सतह की कठोरता और घिसाव प्रतिरोधकता को बढ़ाती है, साथ ही उत्कृष्ट जंग संरक्षण प्रदान करती है, जो एल्यूमीनियम भागों के लिए आदर्श है।.
एलोडाइन
अलोडीन कोटिंग संक्षारण से सुरक्षा प्रदान करती है और पेंट के चिपकने की क्षमता में सुधार करती है, मुख्यतः एल्यूमीनियम सतहों पर उपयोग की जाती है।.
रेत उड़ाई
सैंडब्लास्टिंग सतह को साफ करने और उस पर बनावट देने के लिए दबावयुक्त रेत या अन्य माध्यमों का उपयोग करती है, जिससे एक समान मैट फिनिश बनती है।.
चमकाना
पॉलिशिंग उच्च चमक वाला फिनिश प्रदान करता है, सतह की खुरदरापन को कम करता है और धातुओं की सौंदर्य अपील को बढ़ाता है।.
ब्रश किया हुआ फिनिश
ब्रश फिनिश एक एकदिशीय सैटिन बनावट उत्पन्न करता है, जिससे सतह पर निशान और खरोंचें कम दिखाई देती हैं।.
इलेक्ट्रोपॉलिश
इलेक्ट्रोपॉलिश एक रासायनिक प्रक्रिया है जो सतहों को चिकना और चमकीला बनाती है तथा संक्षारण प्रतिरोध में सुधार करती है।.
पाउडर कोटिंग
पाउडर कोटिंग एक मोटी, घिसाव-प्रतिरोधी परत लगाती है, जिसमें उत्कृष्ट रंग और बनावट विकल्प होते हैं, जो विभिन्न सतहों के लिए उपयुक्त है।.
इलेक्ट्रोप्लेटिंग
इलेक्ट्रोप्लेटिंग भागों पर एक पतली धातु की परत चिपकाती है, जिससे घिसाव प्रतिरोध, जंग प्रतिरोध और सतही चालकता में सुधार होता है।.
टम्बलिंग
टम्बलिंग एक बैरल में घर्षण और घिसाई के माध्यम से छोटे पुर्जों को चिकना और पॉलिश करता है, जिससे एक समान लेकिन हल्की बनावट वाला फिनिश मिलता है।.
तापीय उपचार
तापीय उपचार धातु के यांत्रिक गुणों को बदलकर उसकी कठोरता, ताकत या लचीलापन बढ़ाता है।.
धातु मोड़ना क्या है
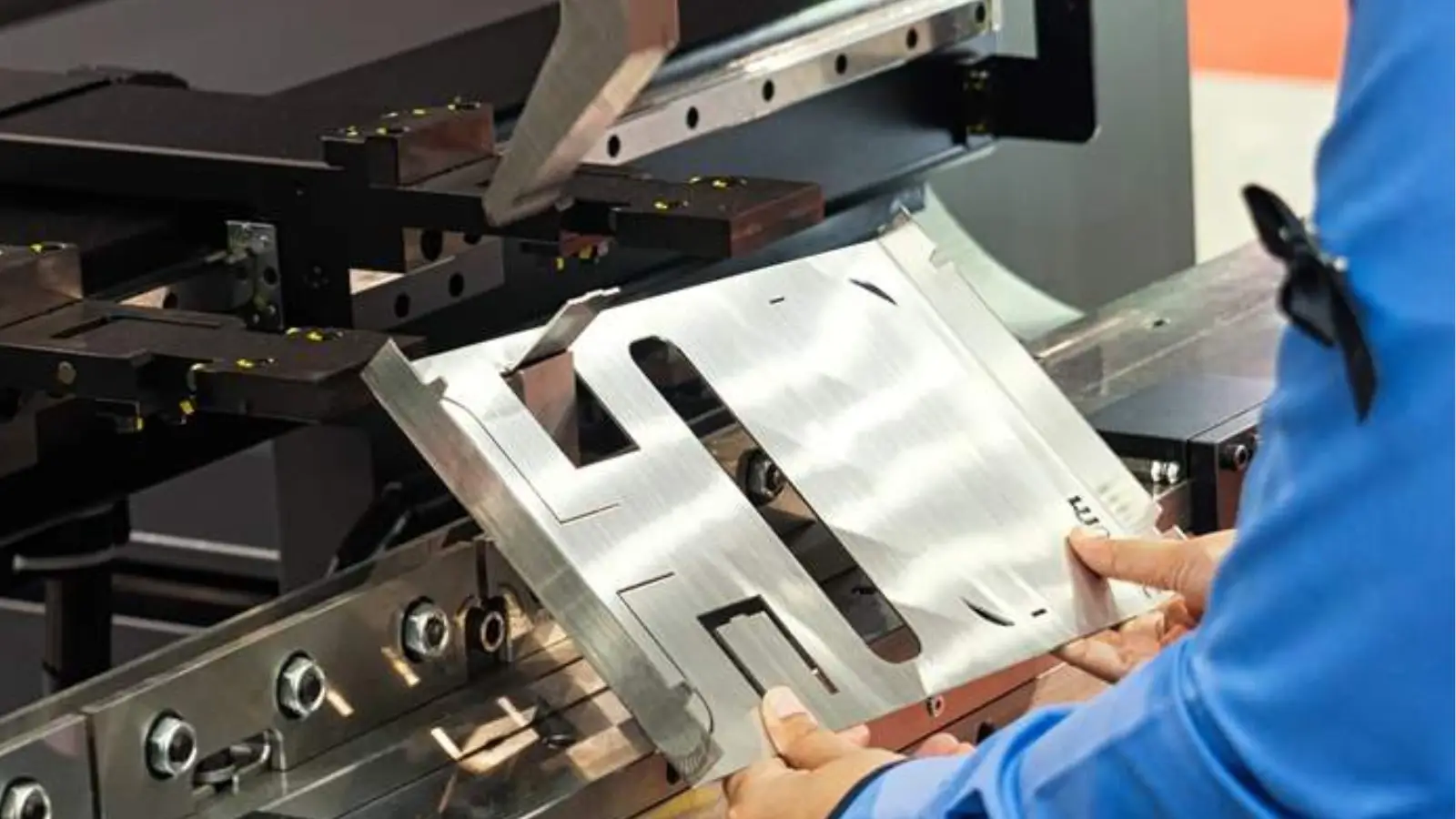
धातु मोड़ना एक निर्माण प्रक्रिया है जिसमें यांत्रिक बल का उपयोग करके धातु को एक विशिष्ट कोण या आकार में विकृत किया जाता है। यह प्रक्रिया सटीक कोणों और वक्रताओं वाले घटकों के निर्माण के लिए आवश्यक है, जो इसे विभिन्न उद्योगों में टिकाऊ और कार्यात्मक पुर्जों के निर्माण के लिए अनिवार्य बनाती है।.
PartsMastery में, हमारी शीट मेटल बेंडिंग सेवाएँ साधारण से लेकर जटिल डिज़ाइनों तक, हमारे ग्राहकों की विविध आवश्यकताओं को पूरा करती हैं। हमारी मशीनरी में उन्नत इलेक्ट्रिक और हाइड्रोलिक प्रेस ब्रेक शामिल हैं, जो सटीक बेंडिंग सुनिश्चित करते हैं, यहाँ तक कि तंग टॉलरेंस वाले पुर्जों के लिए भी। हमारे उपयोगकर्ता-अनुकूल प्लेटफ़ॉर्म के माध्यम से तुरंत प्राप्त होने वाले कोटेशन उपलब्ध हैं, जहाँ आप तत्काल अनुमान प्राप्त करने के लिए अपनी 3D CAD फ़ाइलें अपलोड कर सकते हैं। यह सुव्यवस्थित प्रक्रिया आपका समय बचाती है और डिज़ाइन से उत्पादन तक की आपकी यात्रा को कुशलतापूर्वक सरल बनाती है।.
हमारी क्षमताएँ सिर्फ मोड़ने तक सीमित नहीं हैं; हम व्यापक पोस्ट-प्रोसेसिंग विकल्प प्रदान करते हैं, जिससे आपको जो भाग मिलते हैं वे न केवल पूरी तरह से मोड़े हुए होते हैं, बल्कि प्रोटोटाइप या अंतिम उत्पादों में तत्काल उपयोग के लिए भी तैयार होते हैं।.
धातु मोड़ना कैसे काम करता है?
धातु मोड़ने की प्रक्रिया धातु निर्माण में एक मूलभूत विधि है, जिसमें आमतौर पर प्रेस ब्रेक या समान मशीन के माध्यम से बल लगाकर धातु को इच्छित आकार में विकृत किया जाता है। यह प्रक्रिया शीट धातु में V, U या चैनल आकार बनाने के लिए धातु को सीधी रेखा में सटीक रूप से आकार देने की अनुमति देती है। धातु मोड़ने की प्रक्रिया मैनुअल तरीकों से लेकर उन्नत सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) प्रणालियों तक भिन्न हो सकती है, जो बेहतर सटीकता और पुनरावृत्ति प्रदान करती हैं।.
धातु मोड़ने की प्रक्रिया के दौरान, एक शीट धातु का टुकड़ा पंच और डाई सेट के बीच रखा जाता है। पंच धातु को डाई की गुहा में धकेलता है, जिससे वह डाई के आकार के अनुरूप मुड़ जाती है। इस प्रक्रिया के प्रमुख मापदंडों में मोड़ कोण, त्रिज्या और लागू की गई मोड़ने की शक्ति शामिल हैं, जिन्हें धातु की मोटाई में महत्वपूर्ण परिवर्तन किए बिना उसके अंतिम आकार को नियंत्रित करने के लिए समायोजित किया जा सकता है। धातु के गुण जैसे लोचशीलता और मोटाई भी आदर्श मोड़ने की स्थितियों का निर्धारण करने में महत्वपूर्ण भूमिका निभाते हैं।.
यह धातु मोड़ने की निर्माण तकनीक अपनी क्षमता के कारण व्यापक रूप से उपयोग की जाती है, जिससे मजबूत और कार्यात्मक भाग कुशलतापूर्वक तैयार किए जा सकते हैं। इसके अनुप्रयोग छोटे घटकों जैसे ब्रैकेट से लेकर बड़ी वास्तुशिल्प विशेषताओं तक फैले हुए हैं। सीएनसी तकनीक में प्रगति के साथ, जटिल और अत्यधिक सटीक मोड़ने के कार्य अब पहले से कहीं अधिक संभव हो गए हैं, जिससे डिजाइन में अधिक लचीलापन और उत्पादन चक्रों में तेजी आती है। इसके अतिरिक्त, सीएनसी सिस्टम न्यूनतम भिन्नता के साथ बड़े पैमाने पर उत्पादन करने की क्षमता प्रदान करते हैं, जिससे बड़े बैचों में एकसमान गुणवत्ता सुनिश्चित होती है।.
मोड़ने वाले विनिर्माण के लाभ
धातु मोड़ने का निर्माण अपने विशिष्ट लाभों के कारण कई क्षेत्रों में अभिन्न है:
लागत दक्षता: धातु मोड़ने से कई पुर्जों और वेल्डिंग की आवश्यकता कम हो जाती है, जिससे श्रम और सामग्री की लागत घटती है। डिज़ाइनों को एकल, निरंतर टुकड़ों में सरल बनाकर यह असेंबली के समय और कुल परियोजना व्यय को कम करने में मदद करता है।.
वर्धित शक्ति: धातु को मोड़ने से मोड़ के साथ उसकी मजबूती बढ़ जाती है, जिससे तैयार भाग अधिक टिकाऊ बनते हैं और अधिक भार सहन करने में सक्षम होते हैं। यह अंतर्निहित सुदृढ़ीकरण संरचनात्मक अखंडता से समझौता किए बिना हल्की और पतली संरचनाओं की अनुमति देता है।.
सटीकता और लचीलापन: उन्नत सीएनसी बेंडिंग तकनीक उच्च सटीकता और पुनरावृत्ति प्रदान करती है, जिससे प्रत्येक भाग सटीक विनिर्देशों को पूरा करता है। एल्यूमीनियम, स्टील और तांबे जैसी विभिन्न धातुओं को मोड़ने में इसकी बहुमुखी प्रतिभा औद्योगिक मशीनरी से लेकर कस्टम ऑटोमोटिव घटकों तक विभिन्न परियोजनाओं में व्यापक अनुप्रयोग की अनुमति देती है।.
सौंदर्य सुधार: धातु मोड़ने की तकनीकें साफ, आकर्षक रेखाएँ और वक्रताएँ उत्पन्न कर सकती हैं जो पुर्जों की सौंदर्य अपील को बढ़ाती हैं। यह विशेष रूप से दृश्यमान घटकों, जैसे फिक्स्चर और फर्नीचर में लाभदायक है, जहाँ दिखावट कार्यक्षमता जितनी ही महत्वपूर्ण होती है।.
त्वरित उत्पादन: सीएनसी बेंडिंग प्रक्रियाओं की गति उत्पादन चक्रों को काफी कम कर देती है, जिससे डिजाइन से लेकर पूर्णता तक का समय तेजी से पूरा होता है। यह तीव्र उत्पादन क्षमता उन उद्योगों के लिए आदर्श है जिन्हें बाजार की मांगों का त्वरित उत्तर देना होता है।.
बेंट धातु के पुर्जों के अनुप्रयोग
मोड़े हुए धातु के पुर्जे अनेक उद्देश्यों की पूर्ति करते हैं, जो शीट्स को टिकाऊ, कार्यात्मक घटकों में बदलते हैं और जिनके अनुप्रयोगों की एक विस्तृत श्रृंखला है:
आवरण और केसिंग:कस्टम मोड़े गए आवरण इलेक्ट्रॉनिक्स से लेकर औद्योगिक मशीनरी तक सब कुछ समाहित करते हैं, जो सुरक्षा और समर्थन प्रदान करते हुए सुलभता और सौंदर्यशास्त्र को बनाए रखते हैं।.
ब्रैकेट और माउंट्स:सटीक मोड़ने की प्रक्रिया से मजबूत ब्रैकेट और माउंट बनते हैं, जो माउंटिंग सिस्टम में उपयोग किए जाते हैं और वाणिज्यिक तथा आवासीय दोनों परिवेशों में घटकों को सुरक्षित करने के लिए आवश्यक हैं।.
पैनल और दरवाज़े:सौंदर्यपूर्ण वास्तुशिल्प पैनलों से लेकर कार्यात्मक दरवाजों और अवरोधों तक, धातु को मोड़ना विशिष्ट आयामों और डिज़ाइनों के अनुरूप आवश्यक अनुकूलन प्रदान करता है।.
फ्रेम और बीम: संरचनात्मक फ्रेम और बीम धातु मोड़ने से प्राप्त कठोरता और मजबूती से लाभान्वित होते हैं, जो निर्माण और ऑटोमोटिव ढाँचों में संरचनाओं को सहारा देने के लिए आवश्यक है।.
जटिल ज्यामिति:उन्नत सीएनसी बेंडिंग तकनीक जटिल ज्यामिति वाले घटकों के निर्माण की अनुमति देती है, जो उच्च सटीकता और अनूठी आकृतियों की आवश्यकता वाले आधुनिक डिज़ाइनों और अनुप्रयोगों के लिए महत्वपूर्ण हैं।.
अक्सर पूछे जाने वाले प्रश्न
बेंडिंग प्रक्रिया क्या है?
मोड़ने की प्रक्रिया धातु निर्माण में एक मूलभूत विधि है, जिसमें आमतौर पर प्रेस ब्रेक या समान मशीन के माध्यम से बल लगाकर धातु को इच्छित आकार में विकृत किया जाता है। यह प्रक्रिया धातु को सीधी रेखा में सटीक रूप से आकार देने की अनुमति देती है, जिससे शीट धातु में V, U या चैनल आकार बनाए जा सकते हैं। इसमें प्रयुक्त तकनीक मैनुअल विधियों से लेकर उन्नत सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) सिस्टम तक हो सकती है, जो बेहतर सटीकता और पुनरावृत्ति प्रदान करते हैं।.
मोड़ने के दौरान, धातु की एक शीट पंच और डाई सेट के बीच रखी जाती है। पंच धातु को डाई की गुहा में धकेलता है, जिससे वह डाई के आकार के अनुरूप मुड़ जाती है। इस प्रक्रिया के प्रमुख मापदंडों में मोड़ कोण, त्रिज्या और लागू की गई मोड़ने की शक्ति शामिल हैं, जिन्हें धातु की मोटाई में महत्वपूर्ण परिवर्तन किए बिना उसके अंतिम आकार को नियंत्रित करने के लिए समायोजित किया जा सकता है।.
यह निर्माण तकनीक मजबूत, कार्यात्मक भागों को कुशलतापूर्वक तैयार करने की क्षमता के कारण व्यापक रूप से उपयोग की जाती है। इसके अनुप्रयोग छोटे घटकों जैसे ब्रैकेट से लेकर बड़ी वास्तुशिल्प विशेषताओं तक फैले हुए हैं। सीएनसी तकनीक में प्रगति के साथ, जटिल और अत्यधिक सटीक मोड़ने के कार्य अब पहले से कहीं अधिक संभव हो गए हैं, जिससे डिजाइन में अधिक लचीलापन और उत्पादन चक्रों में तेजी आती है।.
क्या मोड़ना वेल्डिंग से बेहतर है?
बेंडिंग और वेल्डिंग के बीच चयन किसी परियोजना की विशिष्ट आवश्यकताओं पर निर्भर करता है, जिनमें मजबूती, सौंदर्य, उत्पादन गति और लागत शामिल हैं। बेंडिंग को अक्सर इसलिए प्राथमिकता दी जाती है क्योंकि यह बिना किसी सीम या जोड़ के साफ-सुथरी, निरंतर रेखाएँ बना सकती है, जो किसी भाग की संरचनात्मक अखंडता और दृश्य आकर्षण दोनों को बढ़ाती हैं। यह विधि आमतौर पर वेल्डिंग की तुलना में तेज़ और अधिक लागत-कुशल होती है, क्योंकि यह फिलर जैसी अतिरिक्त सामग्री की आवश्यकता को कम करती है और वेल्डिंग उपकरणों से जुड़ी ऊर्जा लागत की मांग नहीं करती।.
दूसरी ओर, जब जटिल आकृतियों या आकारों की आवश्यकता होती है, जो मोड़ने की तकनीकों की क्षमता से परे हों, तो वेल्डिंग अनिवार्य हो जाती है। यह विभिन्न सामग्रियों को जोड़ने और ऐसे ढांचे बनाने की अनुमति देता है जिन्हें केवल मोड़ने से हासिल नहीं किया जा सकता। वेल्डिंग भारी औद्योगिक मशीनरी और संरचनात्मक इंजीनियरिंग जैसी चुनौतीपूर्ण अनुप्रयोगों के लिए आवश्यक मजबूती भी प्रदान करती है।.
मुड़े हुए शीट धातु के पुर्जों के उत्पादन का सामान्य लीड टाइम क्या है?
मुड़े हुए शीट धातु के पुर्जों के उत्पादन का सामान्य लीड टाइम कई कारकों पर निर्भर करते हुए काफी भिन्न हो सकता है, जिनमें पुर्जों की जटिलता, ऑर्डर की मात्रा, उपयोग की जा रही धातु का प्रकार और निर्माण सुविधा का वर्तमान कार्यभार शामिल हैं। सामान्यतः मानक सामग्रियों के साथ सरल मोड़ने के कार्य अपेक्षाकृत जल्दी पूरे हो जाते हैं, अक्सर कुछ ही दिनों में। सीधी-सादी विशिष्टताओं वाले मानक ऑर्डरों के लिए, PartsMastery 3 से 5 कार्यदिवसों में टर्नअराउंड समय प्रदान करता है।.
हालाँकि, अधिक जटिल भागों के लिए, जिन्हें कई मोड़ों, विशेष सामग्रियों या फिनिशिंग की आवश्यकता होती है, प्रक्रिया में अधिक समय लग सकता है। ऐसे प्रोजेक्ट्स जिन्हें कस्टम टूलिंग या व्यापक प्री-प्रोडक्शन डिज़ाइन कार्य की आवश्यकता होती है, वे लीड टाइम को और बढ़ा सकते हैं, संभवतः कई सप्ताह तक। इसके अतिरिक्त, सीएनसी बेंडिंग उपकरणों की दक्षता और विनिर्माण प्रणाली की क्षमता उत्पादन की गति निर्धारित करने में महत्वपूर्ण भूमिका निभाती हैं।.
PartsMastery उन परियोजनाओं के लिए अतिरिक्त शुल्क पर त्वरित सेवाएँ प्रदान कर सकता है जिन्हें तेज़ टर्नअराउंड की आवश्यकता होती है। डिज़ाइन प्रक्रिया के आरंभिक चरण में सेवा प्रदाता के साथ संवाद करने से यह सुनिश्चित करने में मदद मिलती है कि समय-सीमाएँ पूरी हों और किसी भी संभावित देरी को प्रभावी ढंग से प्रबंधित किया जाए।.
मुड़े हुए हिस्सों की सहनशीलता क्या है?
मुड़े हुए भागों की सहनशीलता से तात्पर्य है कि मोड़ने की प्रक्रिया के दौरान निर्दिष्ट आयामों से स्वीकार्य विचलन हो सकता है। ये सहनशीलताएँ यह सुनिश्चित करने में महत्वपूर्ण हैं कि भाग अपनी नियोजित असेंबली में ठीक से फिट हों और अपेक्षित रूप से कार्य करें।.
मानक शीट धातु मोड़ने के लिए सहनशीलताएँ आमतौर पर ±0.1 मिमी से ±0.5 मिमी तक होती हैं। हालांकि, विशिष्ट सहनशीलताएँ धातु के प्रकार, शीट की मोटाई और भाग के डिज़ाइन की जटिलता सहित कई कारकों के आधार पर भिन्न हो सकती हैं। पतली धातुएँ अपनी अधिक लचीलापन और स्प्रिंगबैक की संवेदनशीलता के कारण अधिक परिवर्तनशीलता प्रदर्शित कर सकती हैं—यह एक ऐसी घटना है जिसमें धातु मोड़ने के बाद अपने मूल आकार में लौटने का प्रयास करती है।.
उन्नत सीएनसी बेंडिंग मशीनें मोड़ के कोण और स्थिति को सटीक रूप से नियंत्रित करके बहुत ही सटीक सहनशीलता प्राप्त कर सकती हैं। अत्यधिक सटीकता की आवश्यकता वाले महत्वपूर्ण अनुप्रयोगों में, जैसे कि एयरोस्पेस या चिकित्सा उपकरणों में, सहनशीलताएँ और भी कड़ी हो सकती हैं, जो अक्सर ±0.01 मिमी से ±0.1 मिमी की सीमा में होती हैं।.
PartsMastery आवेदन के लिए आवश्यक सहनशीलताओं से मेल खाने हेतु मोड़ने की विधि और उपकरणों का सावधानीपूर्वक चयन करेगा, जिससे मोड़े गए भागों का इष्टतम प्रदर्शन और फिट सुनिश्चित हो सके।.
क्या मुड़े हुए धातु के हिस्सों पर डाई मार्क्स दिखाई देते हैं?
मुड़े हुए धातु के हिस्सों पर डाई मार्क्स अक्सर धातु निर्माण में चिंता का विषय होते हैं क्योंकि ये तैयार उत्पाद की दिखावट और अखंडता पर संभावित प्रभाव डाल सकते हैं। ये निशान मुड़ने की प्रक्रिया के दौरान डाई द्वारा धातु की सतह पर बने छाप या खरोंच होते हैं। तैयार हिस्सों पर डाई मार्क्स दिखाई देते हैं या नहीं, यह कई कारकों पर निर्भर करता है, जिनमें धातु का प्रकार, मुड़ने वाले उपकरणों की स्थिति और प्रयुक्त मुड़ने की तकनीकें शामिल हैं।.
एल्यूमीनियम जैसी नरम धातुएँ डाई मार्क दिखाने के प्रति अधिक संवेदनशील होती हैं क्योंकि उन पर दाग या खरोंच आसानी से पड़ जाती है। हालांकि, अच्छी तरह से रखरखाव किए गए उपकरणों का उपयोग और मोड़ने के दौरान सुरक्षात्मक फिल्में लगाना इन निशानों को कम कर सकता है। इसके अलावा, निर्माता रबर या युरेथेन पैड का उपयोग कर सकते हैं जो डाई और धातु के बीच बफर का काम करते हैं, जिससे निशान पड़ने की संभावना काफी कम हो जाती है।.
ऐसे अनुप्रयोगों में जहाँ सौंदर्य महत्वपूर्ण होता है, सैंडिंग, पॉलिशिंग या पेंटिंग जैसे पोस्ट-प्रोसेसिंग चरण किसी भी दृश्यमान डाई मार्क को हटाने के लिए उपयोग किए जा सकते हैं। इस प्रकार, यद्यपि डाई मार्क चिंता का विषय हो सकते हैं, मुड़े हुए धातु के भागों पर उनकी उपस्थिति को प्रबंधित और कम करने के लिए विभिन्न रणनीतियाँ और तकनीकें उपलब्ध हैं।.
क्या मुड़ी जा सकने वाली शीट धातु की अधिकतम मोटाई होती है?
हाँ, शीट धातु की मोड़ने योग्य अधिकतम मोटाई होती है, जो मुख्यतः उपयोग की जाने वाली मोड़ने वाली मशीन के प्रकार और धातु के भौतिक गुणों पर निर्भर करती है। सामान्यतः धातु की शीट्स को मोड़ने की क्षमता प्रेस ब्रेक की टन क्षमता और मोड़ की लंबाई से निर्धारित होती है। उच्च टन क्षमता वाली मशीनें मोटी सामग्री को संभाल सकती हैं, लेकिन धातु के प्रकार और इच्छित मोड़ कोण के आधार पर व्यावहारिक सीमाएँ होती हैं।.
एल्यूमिनियम और हल्के स्टील जैसी सामान्य सामग्रियों के लिए, कई मानक प्रेस ब्रेक लगभग 0.5 इंच (12.7 मिमी) मोटी शीट्स को मोड़ सकती हैं। हालांकि, स्टेनलेस स्टील जैसी कठिन सामग्रियों के लिए, सामग्री की उच्च तन्यता ताकत के कारण अधिकतम मोटाई आमतौर पर कम हो जाती है, जिसके लिए मोड़ने के लिए अधिक बल की आवश्यकता होती है। इन प्रकार की धातुओं के लिए मोटाई लगभग 0.375 इंच (9.5 मिमी) तक सीमित हो सकती है।.
मोड़ त्रिज्या पर भी विचार करना महत्वपूर्ण है; मोटी धातुओं को मोड़ने की प्रक्रिया के दौरान दरार या टूटने से बचाने के लिए बड़ी त्रिज्या की आवश्यकता होती है। निर्माताओं को मशीन की क्षमताओं, सामग्री की विशेषताओं और डिज़ाइन की आवश्यकताओं के बीच संतुलन बनाना होता है ताकि किसी भी मोड़ परियोजना के लिए व्यवहार्य अधिकतम मोटाई निर्धारित की जा सके।.
कौन सा धातु मोड़ने के प्रति सबसे अधिक प्रतिरोध प्रदान करता है?
निर्माण में सामान्यतः उपयोग होने वाली धातुओं में स्टेनलेस स्टील आमतौर पर मोड़ने के प्रति सबसे अधिक प्रतिरोध प्रदान करता है। यह प्रतिरोध मुख्यतः इसकी उच्च तन्यता शक्ति और कठोरता के कारण होता है, जो इसे एल्यूमीनियम या माइल्ड स्टील जैसी धातुओं की तुलना में विकृत करना अधिक चुनौतीपूर्ण बनाता है। स्टेनलेस स्टील की संरचना, जिसमें क्रोमियम और निकल की पर्याप्त मात्रा शामिल है, न केवल उत्कृष्ट जंग प्रतिरोध प्रदान करती है, बल्कि इसकी कठोरता और स्थायित्व में भी योगदान करती है।.
स्टेनलेस स्टील की मोड़ने के प्रति उच्च प्रतिरोधकता इसे आकार देने के लिए अधिक बल की आवश्यकता कराती है, जिससे अक्सर उच्च टन क्षमता वाली प्रेस ब्रेक का उपयोग करना पड़ता है। इसके अलावा, इसकी कठोर प्रकृति के कारण मशीनरी या वर्कपीस को क्षति से बचाने के लिए उचित उपकरण और तकनीकें अपनानी चाहिए, जैसे मोड़ पर दरार या भंगुरता से बचाव।.
यह गुण स्टेनलेस स्टील को उन अनुप्रयोगों के लिए आदर्श बनाता है जहाँ संरचनात्मक अखंडता और स्थायित्व सर्वोपरि होते हैं, जैसे कि चिकित्सा उपकरणों, खाद्य प्रसंस्करण उपकरणों और समुद्री अनुप्रयोगों में। हालांकि, मोड़ने में बढ़ी हुई कठिनाई से निर्माण लागत में वृद्धि और अधिक जटिल प्रसंस्करण आवश्यकताओं को भी जन्म दे सकती है।.
शीट मेटल के लिए बेंड नियम क्या है?
शीट धातु के मोड़ने के नियम के अनुसार न्यूनतम मोड़ त्रिज्या शीट की मोटाई के बराबर होनी चाहिए। उदाहरण के लिए, यदि शीट की मोटाई 1 मिमी है, तो सबसे छोटी अनुमत मोड़ त्रिज्या भी 1 मिमी होनी चाहिए। यह सामग्री की अखंडता को बनाए रखते हुए उचित मोड़ सुनिश्चित करता है।.
शीट मेटल बेंडिंग के प्रकार क्या हैं?
शीट धातु मोड़ने के सामान्य प्रकारों में एयर बेंडिंग, बॉटमिंग, कॉइनिंग, रोल बेंडिंग और वी-बेंडिंग शामिल हैं। एयर बेंडिंग में पंच का उपयोग करके धातु को आकार देना शामिल है जो डाई के तल को स्पर्श नहीं करता, जिससे मोड़ के कोणों में लचीलापन संभव होता है। बॉटमिंग सामग्री को डाई में धकेलकर अधिक सटीक कोण प्रदान करती है, जबकि कोइनिंग धातु को सटीक मोड़ों के लिए संपीड़ित करती है। रोल बेंडिंग वक्र या वृत्ताकार आकार बनाने के लिए उपयोग की जाती है, और वी-बेंडिंग विभिन्न कोणों के कुशल मोड़ के लिए वी-आकार की डाई का उपयोग करती है। प्रत्येक विधि का चयन इष्टतम परिणामों के लिए विशिष्ट सामग्री गुणों, मोटाई और वांछित मोड़ कोण के आधार पर किया जाता है।.
मोड़ने के लिए सबसे आसान धातु की चादर कौन सी है?
एल्यूमीनियम को इसकी कोमलता और लोचशीलता के कारण अक्सर सबसे आसानी से मुड़ने वाला शीट धातु माना जाता है, जो इसे संभालने में अधिक सरल बनाता है। पतले गेज वाले एल्यूमीनियम को न्यूनतम प्रयास से मोड़ा जा सकता है, जिससे यह निर्माण और प्रोटोटाइपिंग सहित विभिन्न अनुप्रयोगों के लिए आदर्श बन जाता है। इसके अतिरिक्त, मोड़ने के दौरान दरार न पड़ने के प्रति एल्यूमीनियम का प्रतिरोध इसकी कार्यक्षमता को बढ़ाता है, जिससे यह निर्माताओं और DIY उत्साही दोनों के बीच एक लोकप्रिय विकल्प बन जाता है।.
क्या मैं अपनी शीट मेटल के हिस्सों के लिए कस्टम मोड़ कोणों का अनुरोध कर सकता हूँ?
हाँ, आप अपने विशिष्ट परियोजना की आवश्यकताओं के अनुसार अनुकूलित मोड़ कोणों का अनुरोध कर सकते हैं। हम आपकी आवश्यकताओं के अनुरूप विभिन्न कोणों और आयामों को समायोजित करने वाले लचीले मोड़ समाधान प्रदान करते हैं। हमारी टीम आपके साथ मिलकर काम करती है ताकि अंतिम उत्पाद आपकी सटीक विशिष्टताओं को पूरा करे।.
आप मुड़े हुए हिस्सों की गुणवत्ता कैसे सुनिश्चित करते हैं?
PartsMastery उन्नत सीएनसी बेंडिंग तकनीक का उपयोग करके गुणवत्ता बनाए रखता है, जो प्रत्येक निर्मित भाग में सटीकता और निरंतरता सुनिश्चित करती है। हमारी प्रक्रिया में कई चरणों में कठोर निरीक्षण शामिल हैं, जिनमें आयामों की सटीकता और संरेखण की जाँच की जाती है। इसके अतिरिक्त, हम कड़े उद्योग मानकों का पालन करते हैं, जिससे यह सुनिश्चित होता है कि प्रत्येक मुड़ा हुआ भाग अपने निर्धारित उपयोग के लिए टिकाऊ और विश्वसनीय हो।.