









ポリプロピレン(PP)は、従来の射出成形において最も広く使用されている熱可塑性樹脂の一つです。数百万回に及ぶ屈曲サイクルを経ても衰えない比類のない耐疲労性と、過酷な工業用化学物質に対する高い耐性で高く評価されています。.
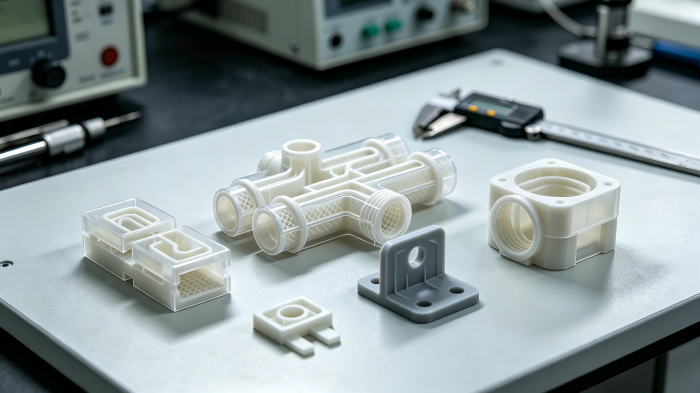
ハードウェアおよび製品開発チームにとって、3DプリントされたPPは、機能部品の作業台上での直接検証を可能にします。その対象は、リビングヒンジから自動車用液体タンクに至るまで多岐にわたります。.
しかし、この素材は半結晶性の分子構造を持っているため、冷却時に著しい熱収縮が生じます。この収縮により、エントリーレベルのデスクトップ型プリンターで印刷した場合、しばしば深刻な反りが生じます。.
PartsMasteryでは、PP専用に最適化された高精度なパウダーベッドフュージョンプロセスを提供しています。これにより、エンジニアリングチームは歪みの生じた試作品を作る手間を省き、すぐに試験に使用できる、完全に機能し、応力除去済みの部品をそのまま活用することができます。.
目次
- PPの3Dプリントプロセス比較マトリックス
- 材料科学:PPの3Dプリントが困難な理由
- 技術解説:PP向けSLS/MJF、FDM、SLA
- PPを用いた3Dプリントの製造設計ガイドライン
- トレーサビリティを確保し、コスト効率に優れた部品を実現する工場直送生産
- 主なポイント
- よくある質問
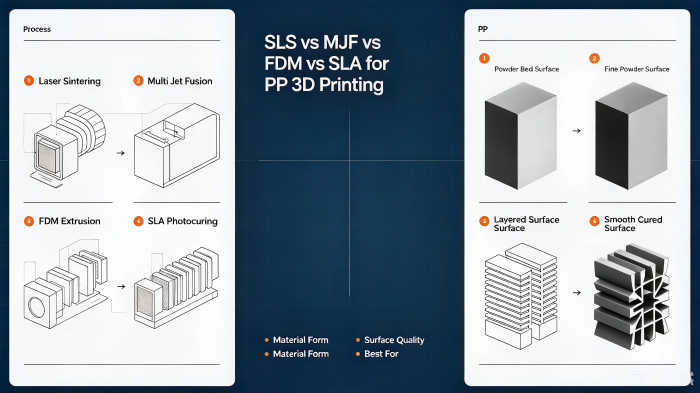
PPの3Dプリントプロセス比較マトリックス
この参照マトリックスを活用して、機械的な要件に最適な製造プロセスを特定してください。そうすることで、製品開発サイクルから、数週間に及ぶコストのかかる材料の試行錯誤を削減することができます。.
| 積層造形技術 | 原材料の形式 | PPの主なメリット | 主な制限事項 | おすすめの活用事例 |
|---|---|---|---|---|
| SLS / MJF | バージンPP粉末 | 優れた等方性強度を備え、支持構造が不要 | 軽微な表面の多孔性 | リビングヒンジ、化学薬品タンク、流体マニホールド |
| FDM | PPフィラメント | 材料費が安く、デスクトッププリンターに対応している | 反りのリスクが高い、ベッドへの密着性が低い、強度に異方性がある | 基本的な治具、低荷重用取り付けブラケット |
| SLA | PPに類似した光硬化性樹脂 | 高品質な表面仕上げ、細部まで鮮明に再現する高解像度 | 真のPP熱可塑性樹脂ではなく、耐熱性および耐薬品性が低下している | 化粧品用モックアップ、高精度スナップフィット組立品 |
材料科学:PPの3Dプリントが困難な理由
ポリプロピレンの半結晶構造こそが、3Dプリントにおけるほとんどの課題の根本原因となっている。.
溶融したPPが冷却・固化すると、その長いポリマー鎖が再配列し、緻密で高度に秩序立った結晶構造を形成します。この再配列により、部品全体にわたって著しい体積収縮が生じます。.
具体的には、基本的なPPフィラメントを使用する標準的なデスクトップ型FDMプリンターでは、この不均一な収縮によって強い内部応力が生じます。この応力により、印刷の途中で部品がビルドプレートから完全に剥がれてしまうことがあります。.
その結果、機能試験や設計検証には不向きな、幾何学的に歪んだ部品が製造されてしまう。.
技術解説:PP向けSLS/MJF、FDM、SLA
粉末床溶融法(SLSおよびMJF):PPの産業分野における基準
幸いなことに、選択的レーザー焼結(SLS)およびマルチジェットフュージョン(MJF)では、押出成形方式の印刷でよく見られるベッドへの付着や反りの問題が完全に解消されます。.
これらの産業用パウダーベッド方式のシステムは、PPの積層造形において最も信頼性の高いソリューションです。高温焼結サイクル中、部品周囲の未焼結の粉末が、自然な構造的支柱として機能します。.
この厳密に管理された熱環境により、収縮のムラが防止されます。また、均一で等方性の機械的特性を備えた「リビングヒンジ」が形成されます。.
造形チャンバーは、PPの融点よりわずかに低い温度を一定に保っています。これにより、部品全体にわたり半結晶構造が均一に形成されます。.
例えば、自動車業界の新製品導入(NPI)チームは、PartsMastery社の産業用SLSシステムを使用して、機能的な流体貯留タンクを製造しています。これらの部品は、漏れすることなく、稼働中のエンジンダイナモメーターに直接取り付けることができます。.
FDM 3Dプリント:PPフィラメントの制限事項と対処法
FDMは幅広い利用可能性と低い材料コストを誇りますが、PPフィラメントを用いた印刷には、顕著な工程上の課題があります。.
ポリプロピレンは表面エネルギーが極めて低い。このため、溶融したPPは、ガラス、PEIシート、またはテクスチャ加工されたプレートといった一般的な積層面にうまく密着しない。.
実際には、FDM方式によるPPプリントを成功させるには、完全に密閉され、能動的に加熱される造形チャンバーが必要です。これにより、冷却速度が遅くなり、収縮に伴う応力が軽減されます。.
さらに、オペレーターは、ビルド面にPP専用の粘着シート、または無地のPP梱包テープを貼付する必要があります。この手順は、基本的な初層の密着性さえ確保するためにも不可欠です。.
最適化された設定であっても、FDM方式で印刷されたPP部品には、依然としてZ軸方向の層間結合が弱いという本質的な問題があります。その結果、繰り返しの応力が加わる高サイクルなリビングヒンジ用途では、信頼性が低くなります。.
SLA 3Dプリンティング:形状・嵌合検証用のPP系樹脂
相互に嵌合する化粧品用筐体など、一部の設計では射出成形レベルの表面品質が求められます。こうした用途では、粉末プリントされたPPは、やや多孔質でマットな仕上がりであるため、要件を満たせない場合があります。.
その代わりに、PPに似た光硬化性樹脂を使用する産業用SLA装置は、高精度な代替手段となります。これらの装置は、卓越した表面平滑性と厳しい寸法公差を実現します。.
これらのエンジニアリング樹脂は、ポリプロピレンの柔軟性やショア硬度に非常に近い特性を示します。ただし、これらは光硬化型の熱硬化性材料であり、真の熱可塑性PPではありません。.
その結果、本物のPPなら容易に耐えられるような過酷な化学物質や高温にさらされると、その性能は急速に低下してしまいます。.
全体として、PP系SLA樹脂は、管理された実験室環境下での形状、適合性、および審美性の検証に最も適しています。.
プロのヒント: ご自身のプロジェクトに、純正SLS PPの耐薬品性が必要なのか、それともSLA PP風樹脂の滑らかな表面仕上げが必要なのか判断に迷っている場合は、弊社がお手伝いいたします。今すぐPartsMasteryの無料材料サンプルボックスをご請求ください。そうすれば、印刷されたリビングヒンジのサンプルを実際に手に取ってテストし、曲げ試験を行うことで、組み立てに関するリスクを最小限に抑え、自信を持って意思決定を行うことができます。.
PPを用いた3Dプリントの製造設計ガイドライン
耐久性に優れたリビングヒンジの設計
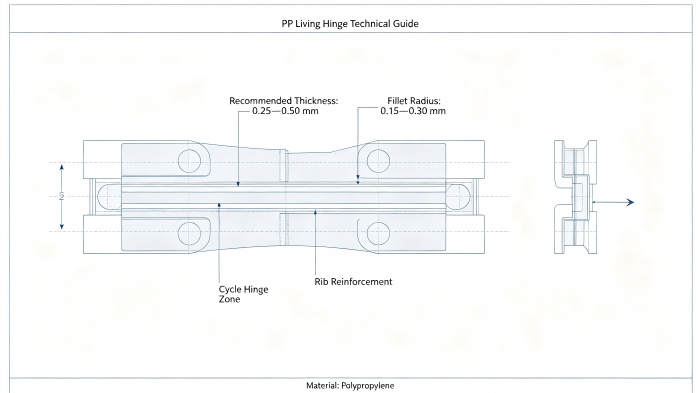
PP印刷されたリビングヒンジは、ポリマー鎖を切断することなく繰り返し曲げられるように設計されています。.
具体的には、柔軟性と引張強度のバランスをとるため、ヒンジの厚さを0.3mmから0.5mmの範囲に保つようにしてください。.
粉末床溶融プロセスでは、ヒンジを常に造形チャンバーのZ軸に対して垂直になるように配置してください。.
この正確な位置合わせにより、フレックス疲労寿命が最大化されます。また、極めて重要な最初の曲げサイクルにおいて、層間の剥離を防ぐこともできます。.
かさばる部品の形状における反りを最小限に抑える
厚くて堅い断面は、薄い壁に比べて冷却速度がはるかに遅くなります。これにより熱的不均一が生じ、高い内部応力が蓄積されます。.
やがて、この応力によって部品が反り、元のCAD仕様から寸法がずれてしまいます。.
このリスクを軽減するには、分厚い実心部分をくり抜き、肉厚を均一に保つようにしてください。また、すべての内側の角には、たっぷりとフィレットを施す必要があります。.
部品全体に冷却応力を均等に分散させることで、一貫した結果が得られます。これにより、プリントされたマニホールド、ブラケット、ハウジングは、設計寸法と完全に一致するようになります。.
トレーサビリティを確保し、コスト効率に優れた部品を実現する工場直送生産
サードパーティのデジタルマーケットプレイスを通じて3Dプリント部品を調達すると、製造のトレーサビリティが損なわれるおそれがあります。.
CADデータが複数の下請け業者の施設間でやり取りされる際、直接的なフィードバックループが途切れてしまいます。設計技術者と生産現場のオペレーターとの間にこうした断絶が生じると、寸法誤差や品質上の問題が発生するリスクが高まります。.
これに対し、PartsMasteryは、エンドツーエンドの生産管理を行うティア1の直接製造プロバイダーとして事業を展開しています。.
20,000平方メートルの集約型施設では、厳格な社内品質基準に基づき、生産の全工程を管理しています。これには、原料粉末の入荷検査から、精密な機械加工後の仕上げまで、あらゆる工程が含まれます。.
また、仲介業者にかかるコストを排除することで、透明性が高く競争力のある価格設定を実現しています。これにより、貴社の調達チームは最大30%の予算削減が可能となります。.
主なポイント
リビングヒンジや気密エンクロージャーの検証には、予測可能な性能を持ち、反りが生じない本物のPP素材が必要です。.
PartsMasteryの工場直送SLSおよびMJF製品ラインは、熱収縮の問題を根本から解決します。これらの製品は、機能試験用に設計された、寸法精度が高く、応力除去処理が施された部品を提供します。.
今すぐCADファイルを当社の3Dプリントプラットフォームにアップロードして、DFMの見積もりを即座に取得しましょう。その後、最短で3~5営業日以内に完成したPP製パーツをお届けします。.
よくある質問
なぜPPフィラメントは、一般的なデスクトップ型FDMプリンターでは印刷が難しいのでしょうか?
第一に、半結晶性熱可塑性樹脂であるポリプロピレンは、固化に伴い著しく収縮します。第二に、その表面エネルギーが極めて低いため、PP以外の造形面との適切な接着が妨げられます。.
これら2つの要因が相まって、深刻な熱による反りが生じます。加熱式ビルドチャンバーと専用のPP用密着ツールがなければ、FDM方式によるPPの印刷で一貫して高品質な仕上がりを実現することは非常に困難です。.
3DプリントされたPP製の部品は、食品や医療用途に使用できますか?
純正のポリプロピレン樹脂は化学的に不活性であり、一般的な用途においては本質的に安全です。しかし、層ごとに積層していく3Dプリントプロセスにより、表面に微細な多孔性が生じます。.
これらの微細な細孔には、細菌や不純物が溜まってしまう可能性があります。食品と直接接触する部品や、医療用レベルの滅菌が求められる部品については、蒸気平滑化という後処理が必要です。この工程により、表面が完全に密閉され、規制基準を満たすことができます。.
どのような場合に、射出成形はPPの3Dプリントよりも経済的になるのでしょうか?
1~500個の生産ロットの場合、純PP粉末を用いた工業用SLSまたはMJF印刷の方が費用対効果に優れています。これは、スチール製の射出成形金型を機械加工する際にかかる高額な初期費用を回避できるためです。.
生産量が1,000ユニットを超えると、採算の計算が変わってきます。この時点で従来の射出成形に切り替えることで、1個あたりのコストを大幅に削減でき、長期的に見て最も経済的な戦略となります。.