









O polipropileno (PP) figura entre os termoplásticos mais utilizados na moldagem por injeção tradicional. É apreciado pela sua resistência à fadiga inigualável ao longo de milhões de ciclos de flexão e pela sua elevada tolerância a produtos químicos industriais agressivos.
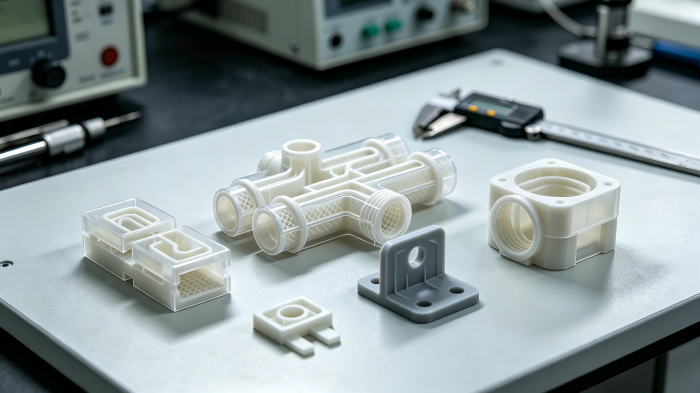
Para as equipas de engenharia de hardware e de produto, o PP impresso em 3D permite a validação direta em bancada de peças funcionais. Estas vão desde dobradiças flexíveis até reservatórios de fluidos para a indústria automóvel.
No entanto, a estrutura molecular semicristalina do material provoca um encolhimento térmico significativo à medida que arrefece. Este encolhimento conduz frequentemente a uma deformação acentuada quando impresso em impressoras de secretária de gama básica.
Na PartsMastery, disponibilizamos processos de fusão em leito de pó ajustados com precisão, concebidos especificamente para o PP. Consequentemente, as equipas de engenharia podem evitar protótipos deformados e trabalhar com peças totalmente funcionais, sem tensões, prontas para testes imediatos.
Índice
- Matriz de comparação dos processos de impressão 3D em PP
- Ciência dos Materiais: Por que razão o PP representa um desafio na impressão 3D
- Análise aprofundada da tecnologia: SLS/MJF, FDM e SLA para PP
- Orientações de conceção para fabrico na impressão 3D em PP
- Produção direta na fábrica para peças rastreáveis e económicas
- Pontos-chave
- Perguntas frequentes
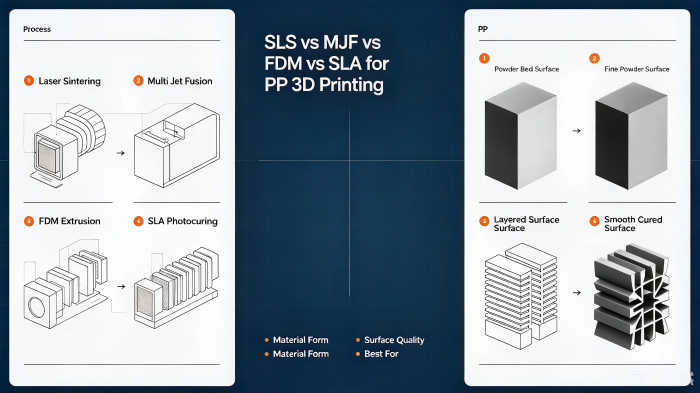
Matriz de comparação dos processos de impressão 3D em PP
Utilize esta matriz de referência para associar os seus requisitos mecânicos ao melhor processo de fabrico. Desta forma, poderá reduzir em semanas o tempo dedicado a ensaios e erros dispendiosos com materiais no seu ciclo de desenvolvimento de produtos.
| Tecnologia de Fabricação Aditiva | Formato da matéria-prima | Benefício principal para o PP | Limitação principal | Casos de utilização recomendados |
|---|---|---|---|---|
| SLS / MJF | Pó de PP virgem | Resistência isotrópica superior, sem necessidade de estruturas de suporte | Porosidade superficial menor | Dobradiças flexíveis, tanques de produtos químicos, coletores de fluidos |
| FDM | Filamento de PP | Baixo custo do material, compatível com impressoras de secretária | Elevado risco de deformação, fraca aderência à base, resistência anisotrópica | Gabaritos básicos, suportes de montagem para cargas reduzidas |
| SLA | Resina fotopolimérica semelhante ao PP | Acabamento de superfície de alta qualidade, alta resolução para detalhes finos | Não é um verdadeiro termoplástico de PP; resistência reduzida ao calor e aos produtos químicos | Maquetes de produtos cosméticos, conjuntos de encaixe de alta precisão |
Ciência dos Materiais: Por que razão o PP representa um desafio na impressão 3D
A estrutura semicristalina do polipropileno está na origem da maioria das dificuldades da impressão 3D.
À medida que o PP fundido arrefece e solidifica, as suas longas cadeias poliméricas reorganizam-se, formando estruturas cristalinas compactas e altamente ordenadas. Esta reorganização provoca uma contração volumétrica significativa em toda a peça.
Mais concretamente, nas impressoras FDM de secretária convencionais que utilizam filamento PP básico, este encolhimento irregular gera uma tensão interna intensa. Esta tensão pode fazer com que a peça se solte completamente da placa de impressão a meio da impressão.
Em última análise, isto resulta em peças geometricamente distorcidas, inadequadas para ensaios funcionais ou para a validação do projeto.
Análise aprofundada da tecnologia: SLS/MJF, FDM e SLA para PP
Fusão em Leito de Pó (SLS e MJF): A referência industrial para o PP
Felizmente, a Sinterização Seletiva a Laser (SLS) e a Fusão por Jato Múltiplo (MJF) eliminam totalmente os problemas de aderência à base e de deformação, comuns na impressão por extrusão.
Estes sistemas industriais de leito de pó constituem a solução mais fiável para a fabricação aditiva de PP. Durante o ciclo de sinterização a alta temperatura, o pó solto e não sinterizado à volta da peça funciona como suporte estrutural natural.
Este ambiente térmico rigorosamente controlado evita um encolhimento irregular. Além disso, permite a formação de dobras flexíveis com propriedades mecânicas consistentes e isotrópicas.
A câmara de impressão mantém uma temperatura constante ligeiramente abaixo do ponto de fusão do PP. Isto permite que a estrutura semicristalina se forme de forma uniforme em toda a peça.
Por exemplo, as equipas de NPI do setor automóvel utilizam os sistemas SLS industriais da PartsMastery para fabricar reservatórios de fluidos funcionais. Estas peças são montadas diretamente em dinamómetros de motor ativos sem apresentar fugas.
Impressão 3D por FDM: Limitações e soluções alternativas para o filamento PP
Embora a tecnologia FDM ofereça ampla acessibilidade e baixos custos de material, a impressão com filamento de PP apresenta obstáculos processuais significativos.
O polipropileno apresenta uma energia superficial extremamente baixa. Por este motivo, o PP fundido adere mal a superfícies de impressão padrão, como vidro, folhas de PEI ou placas texturadas.
Na prática, para que a impressão em PP com a tecnologia FDM seja bem-sucedida, é necessária uma câmara de impressão totalmente fechada e com aquecimento ativo. Isto diminui as taxas de arrefecimento e reduz a tensão relacionada com o encolhimento.
Além disso, os operadores devem aplicar folhas adesivas específicas para PP ou fita adesiva simples de PP na superfície de impressão. Este passo é necessário para garantir uma adesão mínima da primeira camada.
Mesmo com uma configuração otimizada, as peças em PP impressas por FDM continuam a apresentar uma ligação entre camadas no eixo Z inerentemente fraca. Consequentemente, não são fiáveis para aplicações de dobradiças flexíveis sujeitas a ciclos elevados e a tensões repetidas.
Impressão 3D SLA: Resinas semelhantes ao PP para validação da forma e do ajuste
Alguns projetos exigem uma qualidade de superfície comparável à da moldagem por injeção, como é o caso das caixas de produtos cosméticos com encaixe. Nestas aplicações, o PP impresso a pó pode não ser adequado devido ao seu acabamento ligeiramente poroso e mate.
Em vez disso, as máquinas SLA industriais com resinas fotopoliméricas semelhantes ao PP oferecem uma alternativa de alta precisão. Proporcionam uma suavidade de superfície excecional e tolerâncias dimensionais rigorosas.
Estas resinas de engenharia apresentam características muito semelhantes às do polipropileno em termos de flexibilidade e dureza Shore. No entanto, tratam-se de materiais termoendurecíveis fotopolimerizáveis, e não de PP termoplástico propriamente dito.
Consequentemente, o seu desempenho deteriora-se rapidamente quando expostos a produtos químicos agressivos ou a temperaturas elevadas, às quais o PP genuíno resiste facilmente.
De um modo geral, as resinas SLA semelhantes ao PP são as mais adequadas para a validação da forma, do ajuste e da estética em ambientes laboratoriais controlados.
Dica de profissional: Se não tiver a certeza se o seu projeto necessita da resistência química do PP SLS genuíno ou do acabamento suave da resina tipo PP SLA, podemos ajudá-lo. Basta solicitar hoje mesmo a caixa de amostras de materiais gratuita da PartsMastery. Dessa forma, poderá testar e flexionar pessoalmente as nossas amostras de dobradiças flexíveis impressas, para tomar decisões seguras e de baixo risco relativamente à sua montagem.
Orientações de conceção para fabrico na impressão 3D em PP
Conceção de dobradiças flexíveis de longa duração
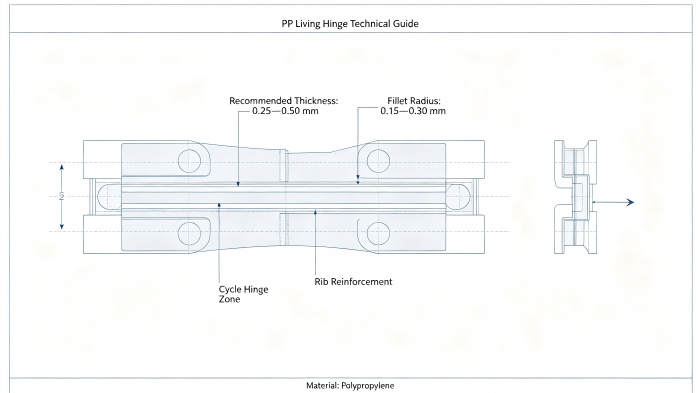
As dobradiças flexíveis impressas em PP são concebidas para se dobrarem repetidamente sem quebrar as cadeias poliméricas.
Mais concretamente, para equilibrar a flexibilidade e a resistência à tração, mantenha a espessura da dobradiça entre 0,3 mm e 0,5 mm.
Nos processos de fusão em leito de pó, deve-se sempre orientar a dobradiça perpendicularmente ao eixo Z da câmara de construção.
Este alinhamento preciso maximiza a vida útil à fadiga flexional. Além disso, evita a delaminação entre camadas durante o primeiro ciclo de flexão, que é crítico.
Minimizar a deformação em geometrias de peças volumosas
As secções transversais espessas e sólidas arrefecem muito mais lentamente do que as paredes finas. Isto cria desequilíbrios térmicos que geram uma elevada tensão interna.
A longo prazo, esta tensão provoca a deformação das peças e um desvio dimensional em relação às especificações CAD originais.
Para mitigar este risco, retire o excesso das secções sólidas volumosas e mantenha uma espessura de parede uniforme. Deve também aplicar filetes generosos em todos os cantos internos.
A distribuição uniforme da tensão de arrefecimento por toda a peça garante resultados consistentes. Desta forma, os coletores, suportes e caixas impressos corresponderão exatamente às dimensões do seu projeto.
Produção direta na fábrica para peças rastreáveis e económicas
A aquisição de peças impressas em 3D através de plataformas digitais de terceiros pode comprometer a rastreabilidade do processo de fabrico.
Quando os dados CAD circulam entre várias instalações de subcontratados, o ciclo de feedback direto é interrompido. Esta desconexão entre os engenheiros de projeto e os operadores de produção aumenta o risco de erros dimensionais e problemas de qualidade.
Em contrapartida, a PartsMastery opera como um fornecedor direto de fabrico de nível 1, com controlo de produção de ponta a ponta.
As nossas instalações centralizadas, com 20 000 m², gerem todas as fases de produção de acordo com rigorosos protocolos internos de qualidade. Este processo abrange tudo, desde a inspeção do pó em bruto à entrada até ao acabamento de precisão após a usinagem.
Além disso, eliminamos os custos associados aos intermediários para oferecer preços transparentes e competitivos. Isto traduz-se numa poupança orçamental de até 30% para a sua equipa de compras.
Pontos-chave
A validação de dobradiças flexíveis e caixas estanques requer material de PP genuíno com um desempenho previsível e sem deformações.
As linhas SLS e MJF da PartsMastery, fornecidas diretamente da fábrica, resolvem os desafios da contração térmica na origem. Proporcionam componentes com precisão dimensional e sem tensões, concebidos para testes funcionais.
Carregue hoje mesmo os seus ficheiros CAD na nossa plataforma de impressão 3D para obter um orçamento DFM imediato. Em seguida, receberá as suas peças em PP prontas em apenas 3 a 5 dias úteis.
Perguntas frequentes
Por que razão é difícil imprimir com filamento de PP em impressoras FDM de secretária padrão?
Em primeiro lugar, sendo um termoplástico semicristalino, o polipropileno encolhe significativamente à medida que solidifica. Em segundo lugar, a sua energia superficial extremamente baixa impede uma aderência adequada a superfícies de impressão que não sejam de PP.
Em conjunto, estes dois fatores provocam uma deformação térmica grave. Sem uma câmara de impressão aquecida e ferramentas especializadas para a adesão do PP, é muito difícil obter uma impressão FDM em PP de alta qualidade e consistente.
As peças em PP impressas em 3D podem ser utilizadas em aplicações alimentares ou médicas?
A resina de polipropileno genuína é quimicamente inerte e intrinsecamente segura para utilização geral. No entanto, o processo de impressão 3D camada a camada cria porosidade superficial à escala microscópica.
Estes poros minúsculos podem reter bactérias e contaminantes. No caso de peças que exigem contacto direto com alimentos ou esterilização de grau médico, é necessário um pós-processamento de alisamento a vapor. Esta etapa sela totalmente a superfície, de modo a cumprir as normas regulamentares.
Em que circunstâncias é que a moldagem por injeção se torna mais económica do que a impressão 3D em PP?
Para séries de produção de 1 a 500 unidades, a impressão industrial por SLS ou MJF com pó de PP puro é mais económica. Isto porque evita o elevado custo inicial associado ao maquinamento de um molde de injeção em aço.
Quando o volume ultrapassa as 1 000 unidades, a equação muda. A mudança para a moldagem por injeção tradicional reduz então significativamente os custos por peça e torna-se a estratégia mais económica a longo prazo.