De protótipos rápidos a produções de alto volume, os serviços de fundição sob pressão da PartsMastery têm tudo o que precisa. Trabalhamos com alumínio, zinco e magnésio, e tratamos de tudo, desde as ferramentas ao acabamento - além disso, os nossos especialistas certificam-se de que as suas peças fundidas sob pressão ficam exatamente como precisa.
Mais de 20.000 clientes em mais de 120 países e regiões confiam na PartsMastery para fabricar as suas peças personalizadas
Fabricante de fundição injectada com instalações de produção avançadas
A PartsMastery é um fabricante certificado de fundição injetada equipado com mais de 60 máquinas avançadas de fundição injetada, servindo clientes globais nas indústrias automóvel, industrial, robótica e eletrónica.
A nossa fábrica em Shenzhen, na China, integra ferramentas de fundição sob pressão, produção de fundição sob pressão, maquinação CNC e acabamento num sistema coordenado - garantindo uma qualidade consistente e uma rápida execução.
Máquinas de fundição injectada
0+
Tolerância apertada
0''
9001, 16949, 13485
0ISO
Prazo de entrega rápido
0Dia
Capacidades de fundição injectada da PartsMastery
Detalhes
Tolerância
DetalhesAs peças fundidas sob pressão de alta precisão necessitam de maquinagem secundária para cumprir os requisitos de tolerância, atingindo uma precisão até ±0,01 mm
Espessura mínima da parede
DetalhesLiga de alumínio recomendada 1,5 mm, liga de zinco pode descer até 0,8 mm
Rácio de espessura da parede
DetalhesManter uma proporção de 1:3 para evitar um enchimento desigual
Diâmetro do furo
DetalhesDevido às elevadas temperaturas durante o processamento do molde de fundição de alumínio, os furos redondos com um diâmetro inferior a 3 mm requerem uma perfuração secundária. Os furos roscados e as roscas externas do produto são formados através de maquinação secundária.
Ângulo de inclinação
DetalhesMínimo de 0,5° para evitar dificuldades de desmoldagem
Detalhes20-25 dias. O prazo específico varia consoante o tipo de molde e a complexidade da estrutura do produto
Peças de fundição injectada que fabricamos
Tipos de processos de fundição sob pressão na PartsMastery
Para apoiar uma vasta gama de necessidades de projectos, a PartsMastery fornece três tipos de serviços de fundição sob pressão, adequados a diferentes materiais e complexidades de design. Aplicamos principalmente a fundição em câmara quente e fria. Para componentes com tolerâncias apertadas e fortes requisitos estruturais, oferecemos processos avançados como a fundição semi-sólida.
Fundição injectada em câmara fria
A fundição sob pressão com câmara fria funde o metal num forno separado antes da fundição. O metal fundido é vertido para uma câmara fria, onde um pistão o empurra para a matriz sob alta pressão. O processo lida com metais de elevado ponto de fusão, como o alumínio. A separação evita a contaminação e prolonga a vida útil da matriz. Este tipo de fundição sob pressão produz peças de motores de automóveis, componentes de aviões e caixas electrónicas em que a resistência e a precisão são importantes
Fundição injectada em câmara quente
A câmara quente, ou fundição gooseneck, liga o forno de fusão diretamente à máquina de fundição. Um pistão puxa o metal fundido do forno e injecta-o diretamente na matriz. Isto cria tempos de ciclo mais rápidos e reduz o desperdício, uma vez que o metal permanece quente durante todo o processo. O processo adequa-se a metais de baixo ponto de fusão, como o zinco e as ligas de magnésio. A ligação direta permite a produção eficiente de grandes volumes de brinquedos, ferragens, artigos decorativos e pequenas peças mecânicas.
Fundição injectada semi-sólida
A fundição injectada semi-sólida utiliza metal num estado semelhante a uma pasta, entre o líquido e o sólido. O metal é aquecido até este estado semi-sólido e depois empurrado lentamente para o molde com menos turbulência do que o metal líquido. Este processo reduz a porosidade e cria peças mais resistentes com melhor acabamento superficial. A fundição semi-sólida aplica-se eficazmente às ligas de alumínio e magnésio. O fluxo controlado produz peças para automóveis, componentes aeroespaciais e aplicações que necessitam de elevada resistência e qualidade.
Materiais e acabamentos de fundição injectada
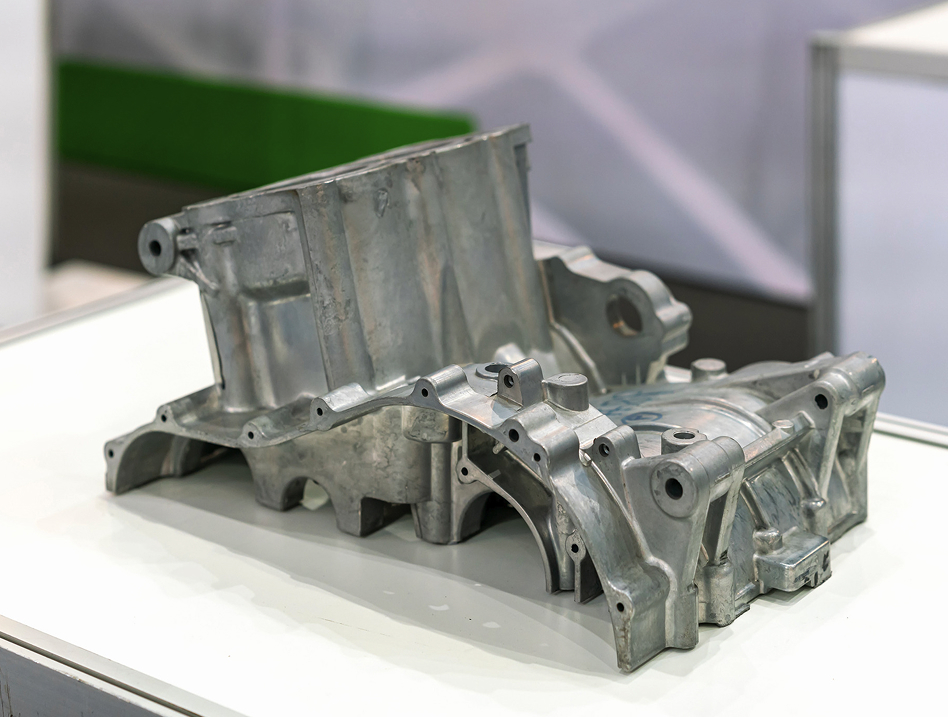
Peças típicas de fundição injetada e aplicações industriais
A fundição sob pressão é amplamente utilizada para fabricar componentes metálicos estruturais e funcionais que requerem estabilidade dimensional, resistência e repetibilidade.
Na PartsMastery, a qualidade é o motor de cada passo - desde as ferramentas que usamos até aos padrões que defendemos. As nossas certificações ISO 9001, ISO 14001 e IATF 16949 garantem uma excelência consistente.
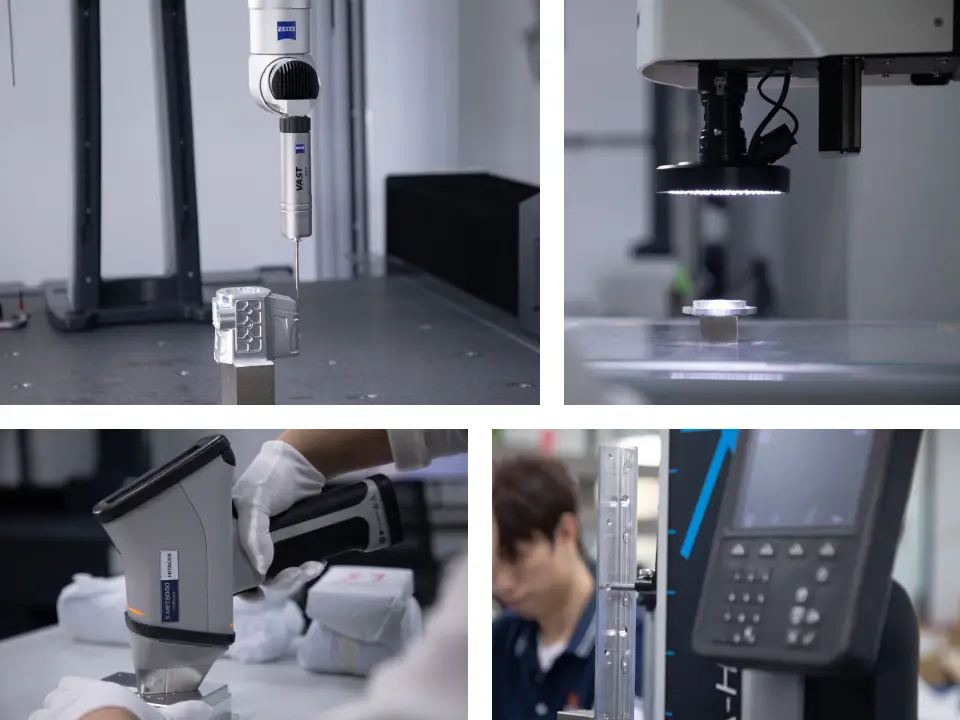
Equipamento de inspeção avançado
Utilizamos equipamento de teste profissional para medições e verificações precisas. Os espectrómetros analisam a composição do metal, as máquinas de medição por coordenadas inspeccionam formas 3D complexas, os instrumentos 2,5D verificam as caraterísticas detalhadas e os medidores de altura tratam das dimensões básicas.
Procedimentos de teste abrangentes
As peças são submetidas a quatro testes principais: análise de materiais, testes de durabilidade, testes de corrosão e testes funcionais. Estes verificam se as suas peças cumprem as especificações de composição, lidam com condições difíceis, resistem aos danos ambientais e vedam corretamente quando necessário.
Padrões de qualidade comprovados
Mais de 90% de peças passam na inspeção do primeiro artigo. E se alguma vez houver um problema de qualidade, refazemo-lo gratuitamente. Todas as peças são verificadas antes de saírem das nossas instalações.
Pronto para ver os nossos padrões de qualidade em ação? Peça hoje mesmo o seu orçamento e sinta a diferença.
Porquê escolher os serviços de fundição injetada da PartsMastery
Soluções rentáveis
Reduzimos os seus custos de fundição sob pressão através de um projeto de molde especializado e de uma análise DFM gratuita, garantindo a utilização mais eficiente dos materiais.
Prazo de entrega rápido
Tirando partido das nossas instalações internas e da nossa rede de fábricas certificadas, entregamos amostras de fundição injetada em apenas 1 dia, com acompanhamento do projeto em tempo real.
Garantia de qualidade
Certificação ISO 9001:2015. Controlos de qualidade rigorosos em cada etapa. Inspeccionamos as peças antes da produção, durante a produção, na inspeção do primeiro artigo e antes da entrega. Tolerâncias apertadas até ±0,01mm.
FAQs
Quanto custa um projeto de fundição injetada?
Não existe um preço “único” na fundição injetada porque os custos dependem de quatro fatores principais: ferramentas (o molde), volume de material, complexidade da peça e quantidade de produção. Volume de produção: Quanto maior for o volume, menor será o custo por peça, uma vez que as despesas com ferramentas são amortizadas por mais unidades. Complexidade: Caraterísticas como cortes inferiores, tolerâncias apertadas ou paredes finas aumentam a complexidade do design e das ferramentas.
Sugestão: Para obter um orçamento preciso, carregue hoje os seus ficheiros CAD. Os nossos engenheiros efectuarão uma análise DFM (Design for Manufacturing) gratuita para o ajudar a identificar optimizações de design que poupam custos antes de gastar um cêntimo em ferramentas.
Porquê escolher a fundição injectada para o seu projeto?
Produção a alta velocidade: Perfeito para escalonar de centenas a milhares de peças.
Acabamento de superfície superior: Obtenha peças suaves e prontas para venda a retalho diretamente do molde.
Tolerâncias apertadas: Consistência garantida até ±0,01mm.
Geometrias complexas: Obter desenhos complexos num único passo de produção.
Como é que a PartsMastery minimiza a porosidade em peças fundidas sob pressão?
Como é que o PartsMastery minimiza porosidade em peças fundidas sob pressão?
O que devo considerar ao projetar para a fundição sob pressão?
Ao conceber peças para fundição sob pressão, devem ser tidas em conta várias considerações fundamentais para garantir um desempenho e uma capacidade de fabrico óptimos:
Espessura da parede: Manter uma espessura de parede uniforme para promover um arrefecimento e solidificação uniformes, reduzindo os riscos de defeitos como deformações ou tensões internas. As paredes finas são preferidas para um arrefecimento mais rápido e poupança de material, mas a sua viabilidade depende do metal utilizado e da complexidade da peça.
Ângulos de inclinação: Incluir ângulos de inclinação no projeto para facilitar a remoção fácil da peça fundida da matriz. Normalmente, é necessário um ângulo de inclinação mínimo de 1 a 2 graus, dependendo da profundidade da peça.
Filetes e raios: Incorporar filetes e raios para eliminar cantos e arestas vivas, que podem causar concentrações de tensão e pontos de iniciação de fissuras. Este ajuste também melhora o fluxo do metal fundido dentro da matriz.
Sistema de gating: Conceber um sistema de comportas eficiente para assegurar o fluxo adequado do metal fundido para a matriz, minimizando a turbulência e o aprisionamento de ar. A colocação das comportas influencia a distribuição do material e a qualidade da peça.
Ventilação: Deve ser planeada uma ventilação adequada para permitir que o ar e os gases saiam da cavidade do molde durante a injeção do metal. Isto ajuda a evitar a porosidade e o enchimento incompleto.
Simplificando a Geometria: Simplificar a geometria tanto quanto possível para evitar cortes inferiores e caraterísticas complexas que exijam mecanismos intrincados de matriz, o que pode aumentar os custos de ferramentas e complicar o processo de fundição.
É possível pós-maquinar peças fundidas sob pressão?
Sim, a pós-maquinação de peças fundidas sob pressão não só é possível como é muitas vezes necessária para obter a precisão e os acabamentos de superfície desejados que a fundição sob pressão, por si só, pode não proporcionar. A pós-maquinação permite a obtenção de tolerâncias mais apertadas e superfícies mais lisas, que são cruciais para requisitos estéticos e de alto desempenho. Os processos comuns de pós-maquinação incluem a perfuração, a fresagem e a maquinação CNC, que aperfeiçoam as caraterísticas da peça fundida sob pressão de acordo com especificações exactas.
Além disso, a pós-maquinação pode corrigir quaisquer defeitos menores que ocorram durante o processo de fundição, tais como porosidade ou imperfeições superficiais. Também permite a adição de caraterísticas complexas e detalhes finos que não podem ser alcançados apenas com a fundição. Ao integrar a fundição sob pressão com a pós-maquinação, os fabricantes podem tirar partido da velocidade e da eficiência de custos da fundição sob pressão para a forma bruta, ao mesmo tempo que obtêm a precisão da maquinação CNC para dimensões e acabamentos críticos.
O que é o processo de fundição sob pressão?
O processo de fundição sob pressão é um método de fabrico de alta pressão em que o metal não ferroso fundido é injetado num molde de aço de engenharia de precisão (matriz). Na PartsMastery, seguimos um rigoroso processo de 5 passos para garantir que cada peça cumpre as suas especificações exactas:
Preparação e fixação: Começamos por lubrificar as cavidades do molde para garantir uma fácil ejeção das peças e o controlo da temperatura. As duas metades do molde são então fixadas de forma segura sob alta pressão.
Injeção: O metal fundido (alumínio, zinco ou magnésio) é forçado a entrar na matriz a alta velocidade e pressão (normalmente entre 1.500 e 25.000 psi). Isto assegura que o metal preenche mesmo as geometrias mais complexas.
Arrefecimento e solidificação: O metal solidifica-se rapidamente no interior do molde. Os nossos avançados sistemas de arrefecimento asseguram uma distribuição uniforme da temperatura para minimizar as tensões internas e a deformação.
Ejeção: Uma vez arrefecida, a matriz abre-se e a “injeção” (a peça mais o excesso de material, como as comportas e os canais) é ejectada através de pinos hidráulicos.
Corte e acabamento: O material em excesso é cortado. Dependendo das suas necessidades, efectuamos uma maquinação CNC secundária ou um acabamento de superfície (como revestimento em pó ou anodização) para completar a peça.