इंजेक्शन मोल्डिंग टूलिंग की लागत विभिन्न कारणों से अधिक होती है।.
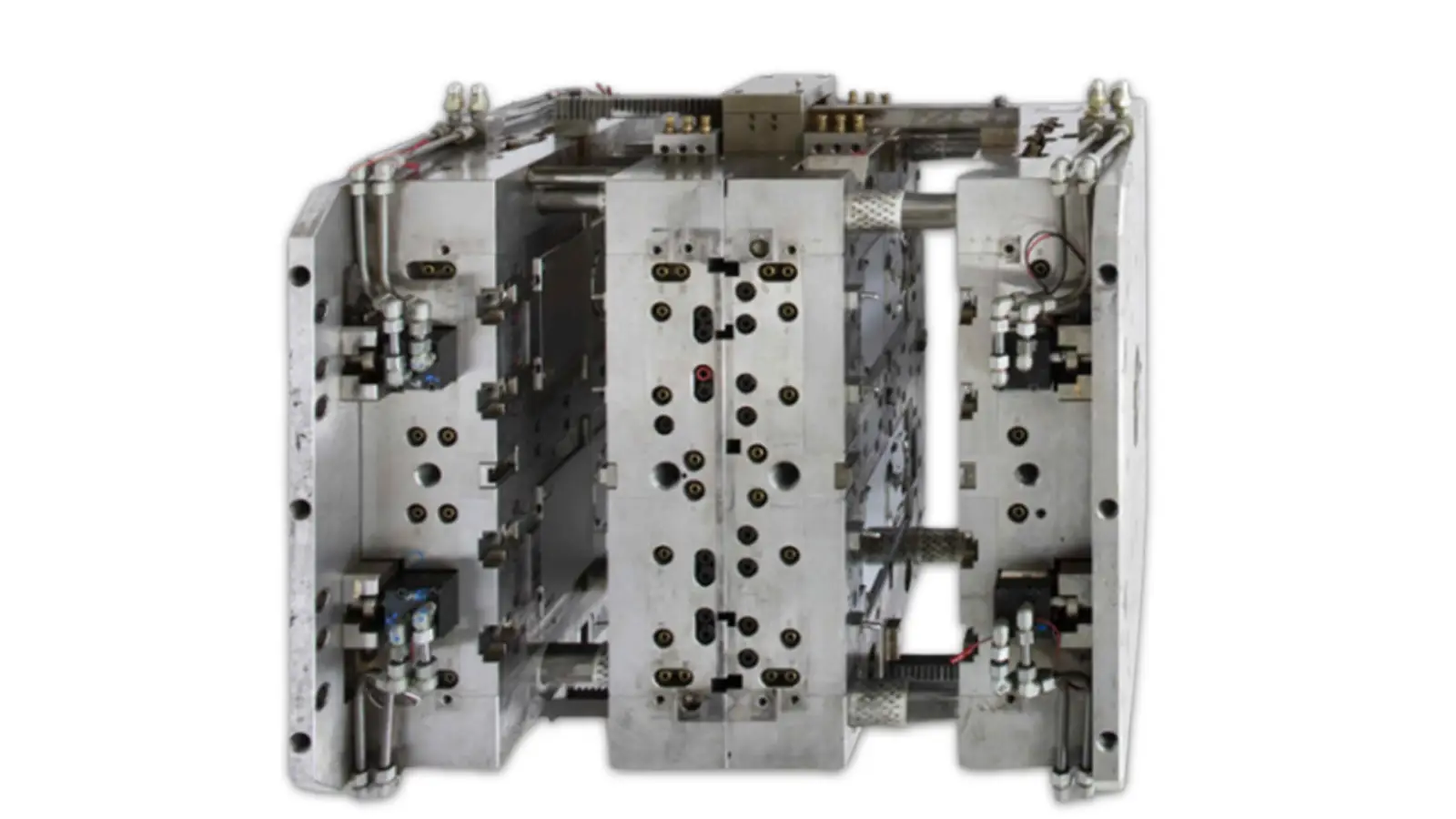
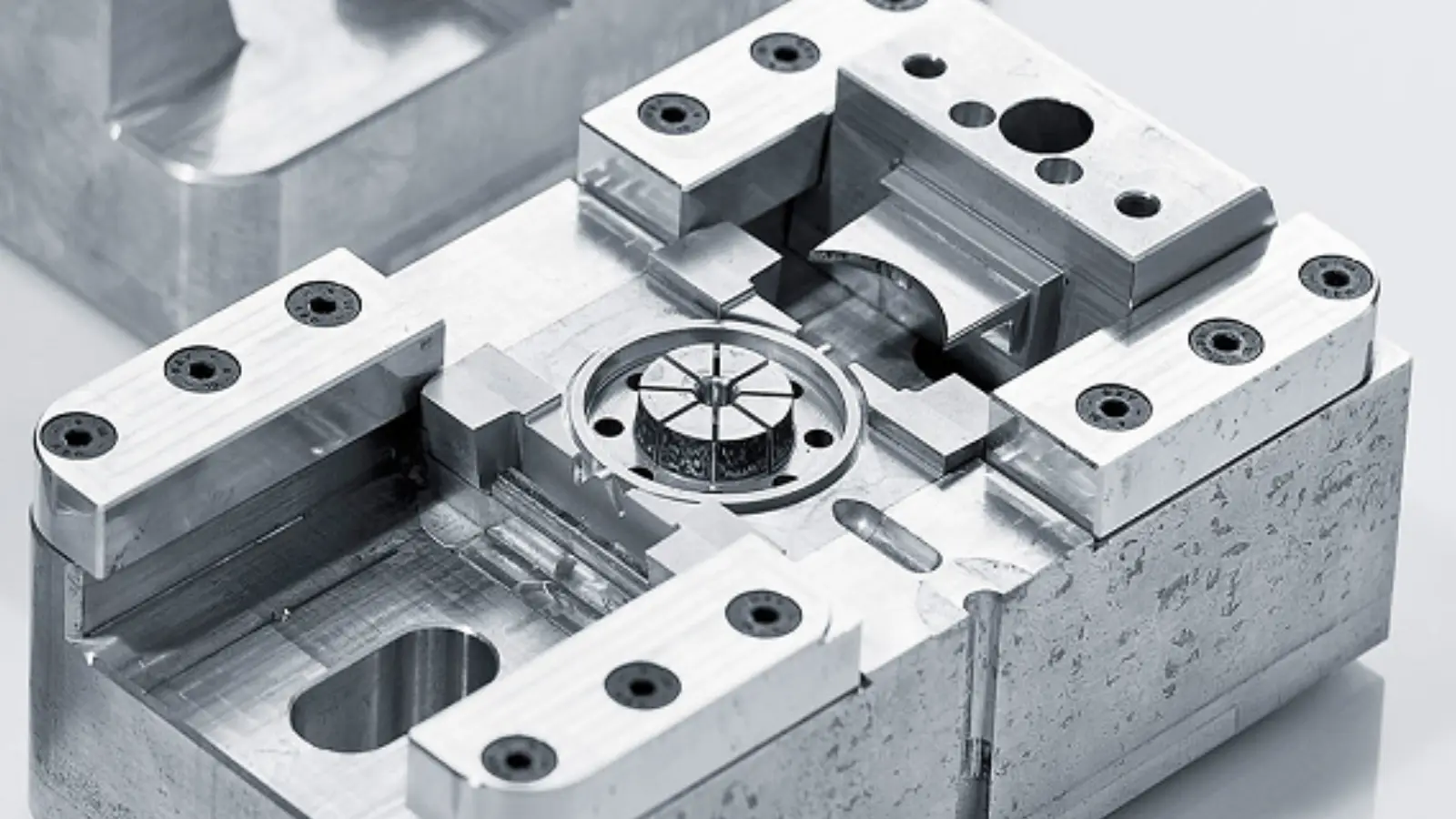
सामग्री लागतें: मोल्ड आमतौर पर उच्च-गुणवत्ता, टिकाऊ सामग्रियों जैसे कठोर इस्पात या एल्यूमीनियम से बनाए जाते हैं। इस्पात विशेष रूप से महंगा होता है, लेकिन इसकी टिकाऊपन के कारण लंबे उत्पादन दौरों के लिए आवश्यक होता है।.
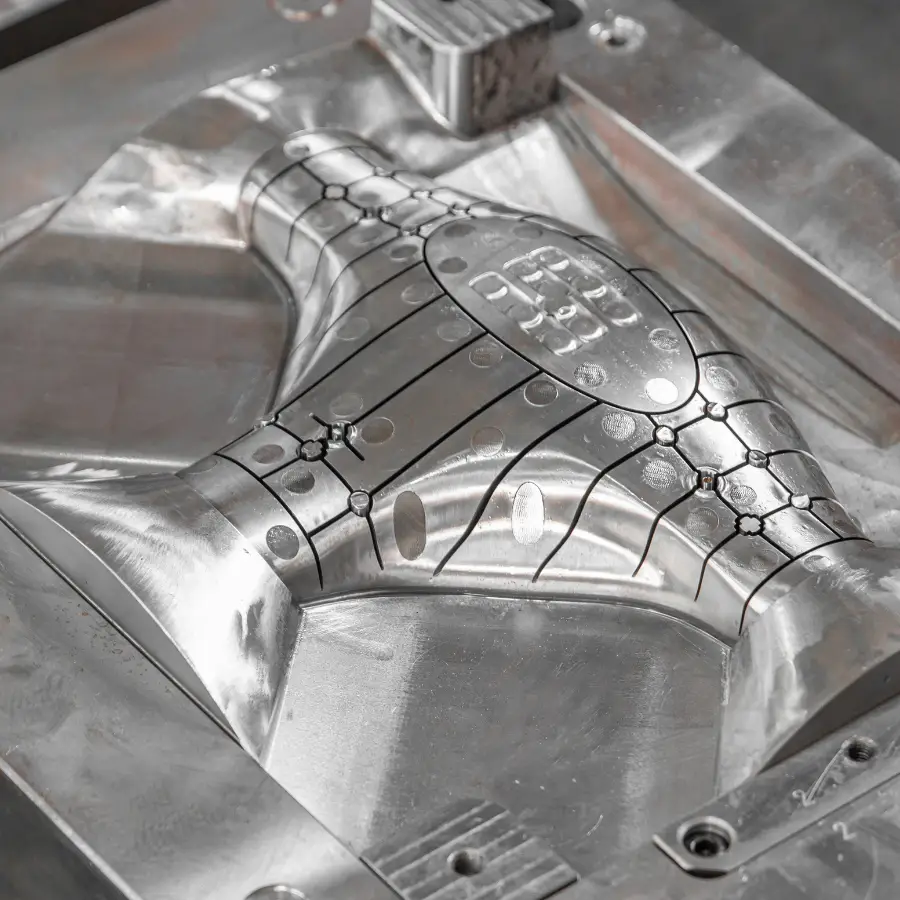
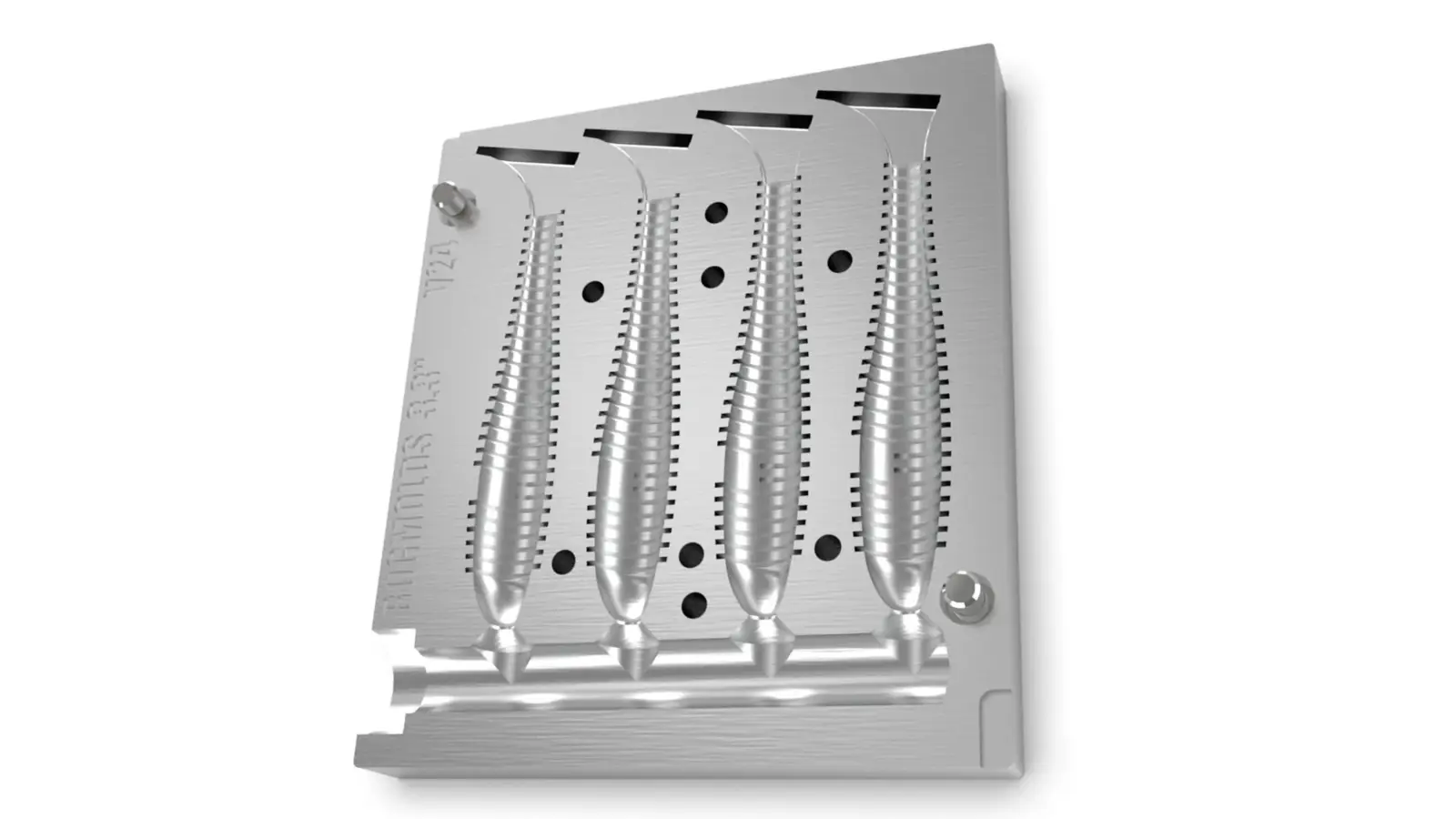
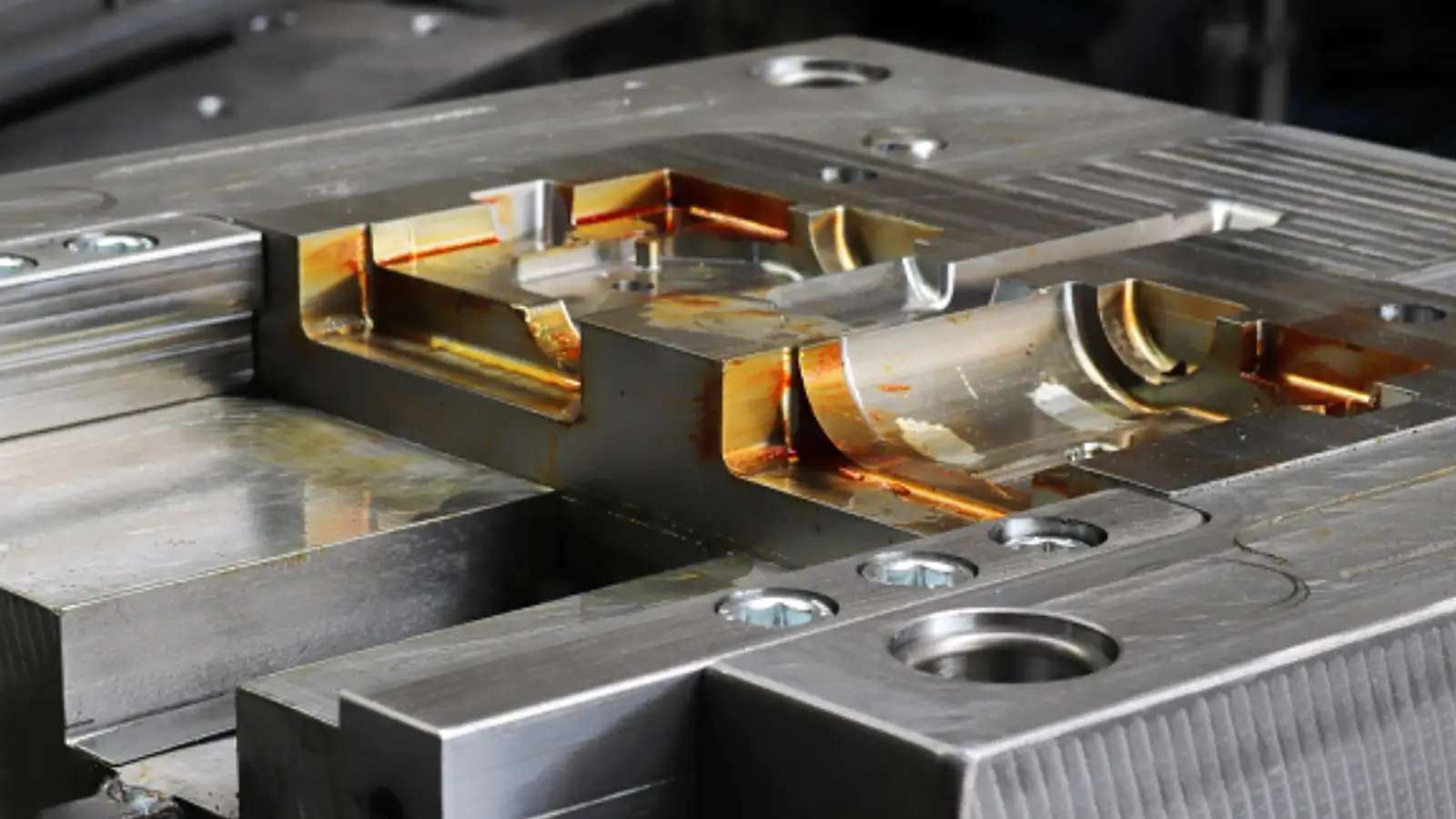
जटिल विनिर्माण प्रक्रिया: मोल्ड बनाने में सटीक और श्रम-गहन प्रक्रियाएँ शामिल होती हैं, जैसे सीएनसी मशीनिंग, ईडीएम (इलेक्ट्रिकल डिस्चार्ज मशीनिंग), और कभी-कभी हाथ से पॉलिशिंग। मोल्ड की जटिलता, जिसमें कई गुहाएँ, अंडरकट या बारीक विवरण शामिल हैं, लागत बढ़ा देती है।.
सटीकता: उच्च-सटीकता वाले साँचे कड़े सहनशीलता वाले पुर्जे बनाने के लिए अनिवार्य हैं, विशेष रूप से ऑटोमोटिव, एयरोस्पेस या चिकित्सा जैसे उद्योगों में। इस स्तर की सटीकता प्राप्त करने के लिए उन्नत विनिर्माण उपकरण और कुशल तकनीशियनों की आवश्यकता होती है, जिससे कुल लागत बढ़ जाती है।.
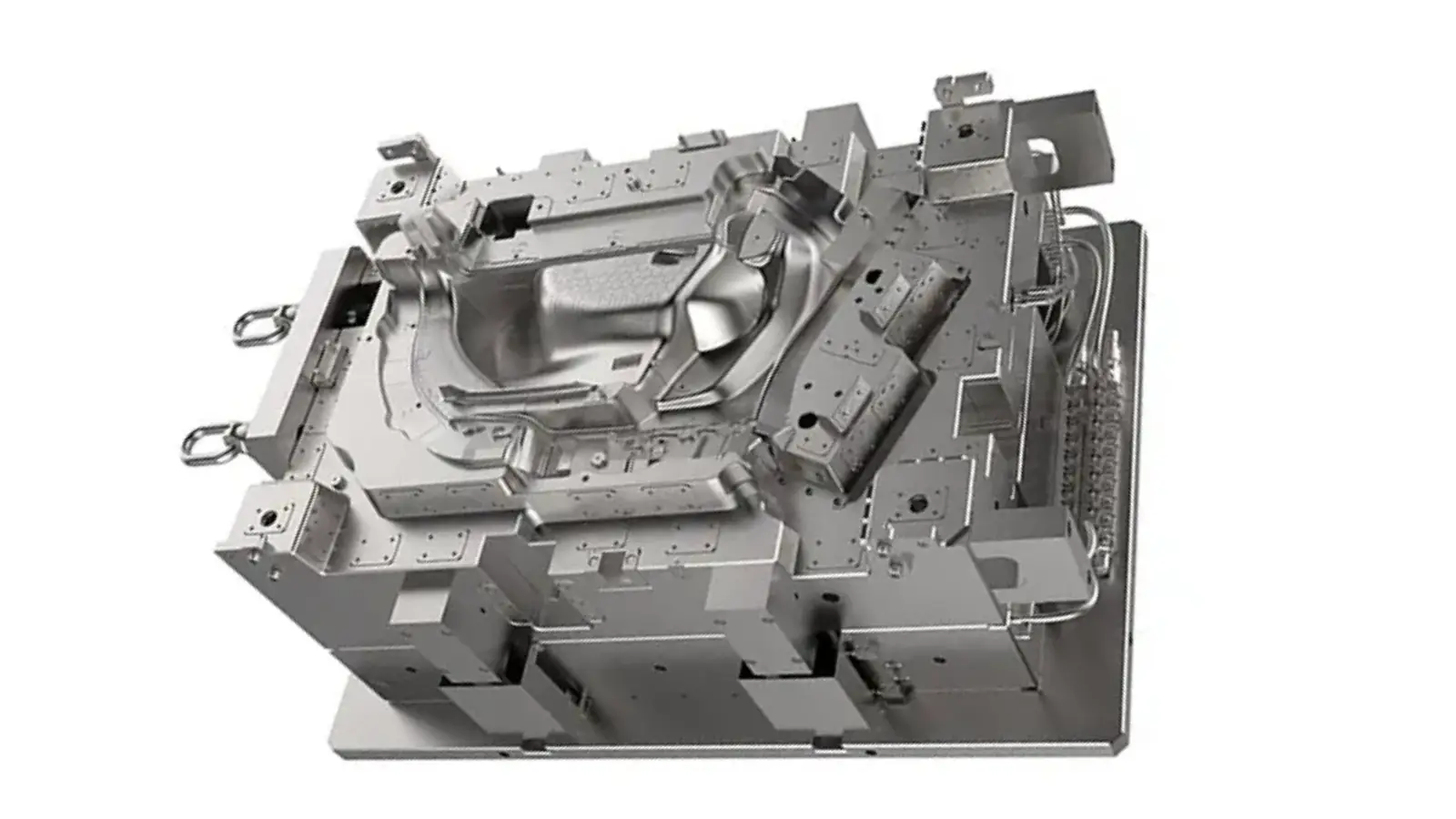
अनुकूलन: इंजेक्शन मोल्ड्स विशिष्ट उत्पादों के लिए विशेष रूप से बनाए जाते हैं, और प्रत्येक डिज़ाइन में अनूठी आवश्यकताओं का ध्यान रखना पड़ता है। उपकरणों की यह अनुकूलित प्रकृति, जो प्रत्येक भाग की व्यक्तिगत आवश्यकताओं के अनुरूप होती है, मानक, तैयार-उपलब्ध उपकरणों की तुलना में लागत को काफी बढ़ा देती है।.
डिज़ाइन और इंजीनियरिंग समय: मोल्ड विकसित करने के लिए पर्याप्त डिजाइन कार्य की आवश्यकता होती है ताकि यह इंजेक्शन प्रक्रिया के दौरान उच्च दबाव और तापमान का सामना कर सके। डिजाइन में भाग की ज्यामिति, शीतलन चैनल और निष्कासन प्रणालियों का भी ध्यान रखना होता है, जिसके लिए विशेष इंजीनियरिंग विशेषज्ञता की आवश्यकता होती है।.