









O estanho figura entre os metais pós-transição de baixo ponto de fusão mais amplamente utilizados nas indústrias a nível mundial. Oferece uma resistência à corrosão excecional, soldabilidade e potencial de modificação de ligas, pelo que desempenha papéis insubstituíveis na soldadura eletrónica, no revestimento protetor, no fabrico de ligas e na produção de vidro float.
Este metal macio, de cor branco-prateado, quase nunca é utilizado como material estrutural por si só. Em vez disso, os fabricantes integram-no nas cadeias de produção principalmente como elementos de revestimento ou de liga, tornando-o um material fundamental para a fabricação de produtos eletrónicos, maquinaria de precisão e setores de novas energias.
Este guia analisa as propriedades elementares, os principais indicadores de desempenho, os sistemas de ligas mais comuns e os casos de utilização industrial do estanho metálico. Aborda ainda as melhores práticas de maquinagem de precisão, servindo como referência técnica para a seleção de soluções de engenharia, a avaliação de materiais e a conceção de processos de fabrico.
Índice
- Visão geral básica do estanho
- Parâmetros de desempenho essenciais do estanho metálico
- Comparação de desempenho entre o estanho e os metais comuns
- Sistemas e aplicações comuns de ligas de estanho
- Principais aplicações industriais do estanho metálico
- Vantagens e limitações dos materiais de estanho
- Noções básicas sobre a fabricação de precisão de estanho
- Impacto ambiental e sustentabilidade
- Perguntas frequentes
1. Visão geral básica do estanho
1.1 Natureza elementar e definição
O estanho ocupa o número atómico 50 na tabela periódica e tem o símbolo químico Sn, derivado do termo latino estânio. Pertence à categoria dos metais pós-de transição. O estanho puro tem uma textura macia e altamente dúctil e apresenta um brilho branco-prateado com uma subtil tonalidade azulada à temperatura ambiente.
Para começar, o estanho puro é um metal elementar, não uma liga. Na linguagem corrente, a palavra “estanho” refere-se frequentemente a chapas estanhadas, artigos de ligas de estanho e outros materiais que contêm estanho. Estes materiais diferem significativamente do estanho puro em termos de desempenho e aplicações. As equipas de engenharia devem distingui-los claramente com base na pureza, composição e forma do produto durante a seleção dos materiais.
O estanho refinado comercialmente atinge normalmente uma pureza entre 99,85% e 99,99% para utilização industrial. Os níveis de impurezas influenciam diretamente o seu comportamento de fusão, a condutividade elétrica e a fiabilidade do revestimento. Para aplicações de alto risco, como componentes eletrónicos ou médicos, os fabricantes devem fornecer uma certificação completa da composição do material.
1.2 Principais regiões de produção e processo de fabrico
A maior parte do estanho natural ocorre sob a forma de cassiterite, um minério composto por dióxido de estanho. As principais regiões de exploração mineira situam-se na Ásia, na América do Sul e em África. O teor do minério, a capacidade de refinação, as taxas de reciclagem e a procura a jusante no setor eletrónico influenciam a oferta comercial de estanho. Estes fatores provocam flutuações moderadas nos preços e nos prazos de entrega.
A produção industrial de estanho segue quatro etapas principais. Em primeiro lugar, os operadores enriquecem o minério de cassiterite através do beneficiamento. Em seguida, reduzem o óxido de estanho a estanho bruto por meio da redução carbotérmica. A refinação remove então as impurezas indesejadas, como ferro, chumbo e arsénio. Por fim, as refinarias moldam o estanho puro em formas padrão, incluindo lingotes, barras, pós e ânodos, ou misturam-no diretamente em matérias-primas para ligas de estanho.
2. Parâmetros de desempenho essenciais do estanho metálico
O estanho deve o seu valor industrial a um conjunto único de propriedades: baixo ponto de fusão, forte resistência à corrosão, excelente soldabilidade e potencial de liga flexível. Ao mesmo tempo, a sua baixa resistência e tendência para a deformação por fluência impedem que seja utilizado como material estrutural principal.
2.1 Propriedades físicas e mecânicas
O estanho puro tem uma densidade de cerca de 7,31 g/cm³, um ponto de fusão de apenas 231,9 °C e um ponto de ebulição próximo dos 2602 °C. Isto torna-o um metal fusível clássico de baixo ponto de fusão.
O seu baixo ponto de fusão constitui uma das suas características práticas mais valiosas. Por exemplo, as soldas à base de estanho formam ligações fiáveis bem abaixo do ponto de fusão dos materiais de base, pelo que não causam danos térmicos a componentes delicados.
Do ponto de vista mecânico, o estanho puro situa-se na extremidade mais macia do espectro, com baixa resistência à tração, mas com plasticidade e ductilidade excecionais. Os fabricantes podem laminá-lo, estampá-lo ou moldá-lo em folhas ultrafinas. Mesmo assim, o estanho puro só consegue suportar cargas limitadas e deforma-se ou sofre fluência sob tensões elevadas. Por esta razão, os engenheiros optam normalmente por ligas de estanho para aplicações em componentes estruturais.
2.2 Propriedades químicas e resistência à corrosão
O estanho mantém a estabilidade química à temperatura e pressão ambientes normais. Uma camada densa e passiva de óxido de estanho forma-se naturalmente na sua superfície e impede novos ataques do ar e da humidade. Consequentemente, resiste bem à corrosão em ambientes atmosféricos, de água doce e na maioria dos ambientes químicos pouco agressivos.
Esta propriedade torna o estanho uma excelente opção de revestimento protetor para peças de aço e cobre. A folha de estanho clássica — aço fino revestido com estanho — é utilizada em embalagens de qualidade alimentar, tirando partido da resistência à corrosão do estanho.
No entanto, o estanho oferece apenas uma proteção limitada contra a corrosão. Ácidos fortes, álcalis fortes e certos produtos químicos industriais podem degradar a película passiva e provocar falhas por corrosão. Em condições de funcionamento adversas, as equipas devem realizar testes de compatibilidade com os meios antes da implementação.
2.3 Condutividade elétrica e usinabilidade
O estanho apresenta uma condutividade elétrica moderada. Não se compara a condutores de alto desempenho, como o cobre ou a prata, mas funciona suficientemente bem para ligações eletrónicas e componentes de contacto.
Além disso, o revestimento de estanho proporciona resistência à oxidação e uma melhor soldabilidade. Os fabricantes utilizam-no amplamente para o tratamento de superfícies em terminais e conectores eletrónicos.
No que diz respeito à usinabilidade, a maleabilidade do estanho reduz as forças de corte necessárias, mas o estanho puro apresenta desafios de processamento significativos. Adere facilmente às ferramentas, deforma-se sob pressão e produz limalhas emaranhadas durante o corte. Estes problemas aumentam significativamente a dificuldade da usinagem de precisão.
Em comparação, o bronze com estanho e as ligas para rolamentos à base de estanho proporcionam um desempenho de corte muito mais estável. Constituem a escolha mais comum para aplicações centradas na maquinagem.
2.4 Risco de formação de «whiskers» de estanho em aplicações de galvanoplastia
O revestimento de estanho puro pode dar origem, de forma espontânea, a finos cristais metálicos individuais semelhantes a cabelos, denominados “bigodes de estanho”, em determinadas condições de tensão. Estes bigodes podem atingir vários milímetros de comprimento e causar curto-circuito entre circuitos adjacentes em conjuntos eletrónicos de alta densidade.
Isto cria riscos de curto-circuito que constituem uma grande preocupação para setores que exigem elevada fiabilidade, como o aeroespacial, a eletrónica automóvel e o controlo industrial.
A indústria recorre a várias estratégias de mitigação padronizadas. As equipas podem substituir o revestimento de estanho puro por uma liga de estanho, ajustar os parâmetros de galvanoplastia, adicionar etapas de recozimento, aplicar camadas de barreira ou conceber distâncias elétricas mais amplas. No caso de produtos de elevada fiabilidade, os engenheiros devem definir o nível de risco de formação de «whiskers» de estanho no revestimento e documentar os planos de controlo correspondentes antes do início da produção.
3. Comparação de desempenho entre o estanho e os metais comuns
O estanho ocupa um nicho de desempenho bem definido enquanto material macio, de baixo ponto de fusão e altamente soldável, que complementa os metais estruturais comuns. A tabela abaixo compara o estanho com o cobre, o chumbo, o alumínio e o zinco em termos de indicadores-chave, com o objetivo de apoiar uma seleção informada de materiais.
| Tipo de metal | Principais funcionalidades | Aplicações típicas | Principal diferença em relação ao estanho |
|---|---|---|---|
| Cobre | Elevada condutividade elétrica e térmica, resistência moderada | Barras condutoras, dissipadores de calor, ligas de cobre | Muito mais condutor do que o estanho; frequentemente utilizado como material de base protegido por um revestimento de estanho |
| Chumbo | Alta densidade, textura macia, baixo ponto de fusão | Soldas tradicionais, blindagem contra radiação | Sujeito à regulamentação em matéria de toxicidade; o estanho é o principal substituto nos sistemas de solda sem chumbo |
| Alumínio | Leve, com elevada resistência específica, facilmente oxidável | Caixas estruturais, dissipadores de calor, peças leves | Utilizado como principal material estrutural; o estanho serve, na sua maioria, como revestimento funcional da superfície |
| Zinco | Boa resistência à corrosão, excelente desempenho na fundição sob pressão | Galvanização de aço, peças fundidas por injeção, ligas de zinco | Funciona principalmente através da proteção por ânodo sacrificial; o revestimento de estanho visa, sobretudo, a proteção funcional |
4. Principais sistemas e aplicações de ligas de estanho
O estanho puro apresenta limitações de desempenho significativas, pelo que, nas aplicações industriais, é utilizado principalmente sob a forma de liga. Os engenheiros combinam o estanho com cobre, antimónio, bismuto, prata e outros elementos para aumentar a dureza, a resistência, a resistência ao desgaste e a estabilidade a altas temperaturas. Esta flexibilidade na criação de ligas alarga consideravelmente o leque de aplicações do estanho.

4.1 Bronze com estanho
O bronze de estanho é uma liga à base de cobre que utiliza o cobre como base e o estanho como principal elemento de liga. Constitui a família de ligas de estanho mais utilizada.
A adição de estanho proporciona melhorias significativas na dureza, na resistência ao desgaste e na resistência à corrosão do cobre. Além disso, mantém uma excelente moldabilidade e maquinabilidade.
Os fabricantes utilizam amplamente o bronze estanhado na produção de buchas, rolamentos, engrenagens, acessórios náuticos e revestimentos resistentes ao desgaste. Este material destaca-se em ambientes operacionais com cargas pesadas, baixas velocidades e condições corrosivas. Isto torna-o um material essencial de resistência ao desgaste para os setores da maquinaria de precisão e da engenharia naval.
4.2 Ligas de solda à base de estanho
A produção de solda representa a maior parte do consumo global de estanho. As soldas tradicionais de estanho-chumbo apresentam baixos pontos de fusão, elevada molhabilidade e fiabilidade comprovada.
Hoje em dia, porém, a regulamentação ambiental limita a utilização do chumbo. A maioria dos sistemas modernos utiliza fórmulas de solda sem chumbo à base de estanho, misturadas com prata, cobre, bismuto ou antimónio para ajustar com precisão o comportamento de fusão e a resistência mecânica.
Cada composição de solda é adequada a processos de soldadura específicos e a objetivos de fiabilidade. Ao selecionar soldas para o fabrico de produtos eletrónicos, as equipas devem ponderar vários fatores em conjunto. Estes incluem o intervalo de temperatura de fusão, a resistência da junta, a resistência à fadiga térmica e a compatibilidade com os acabamentos da superfície dos componentes.
4.3 Ligas de peltre
O peltre tem como componente principal o estanho e inclui pequenas quantidades de antimónio, cobre e bismuto. Destaca-se pelo seu elevado brilho, facilidade de fundição e baixo ponto de fusão.
Historicamente, os artesãos utilizavam-no principalmente para a confeção de louça de mesa, recipientes e artigos decorativos. Atualmente, o peltre sem chumbo é utilizado em obras de arte, joalharia, peças fundidas de precisão e componentes ornamentais.
O peltre apresenta apenas uma resistência mecânica modesta. É mais adequado para peças sujeitas a baixas tensões, nas quais a aparência e a maleabilidade são prioritárias. Os projetistas não devem utilizá-lo em aplicações estruturais sujeitas a cargas.
4.4 Ligas para rolamentos à base de estanho
As ligas para rolamentos à base de estanho — ou metais Babbitt à base de estanho — utilizam o estanho como base e incorporam antimónio, cobre e outros elementos. Isto cria uma microestrutura com fases duras dispersas.
O material apresenta um baixo coeficiente de atrito, excelente adaptabilidade e fortes propriedades antiaderentes. Estas características tornam-no uma escolha clássica para sistemas de mancais deslizantes.
Estas ligas mantêm-se relativamente macias por si só. Os fabricantes costumam moldá-las como revestimentos de rolamentos em carcaças de suporte de aço. Reduzem eficazmente o desgaste do eixo e funcionam bem em configurações de maquinaria de potência a velocidade média e carga média-pesada.
4.5 Ligas especiais de estanho de baixo ponto de fusão
Os cientistas especializados em materiais combinam estanho com bismuto, cádmio, índio e outros elementos para criar ligas que derretem a temperaturas inferiores a 100 °C. Estas fórmulas especializadas destinam-se a aplicações específicas, incluindo fusíveis térmicos, disparadores térmicos de segurança contra incêndios, modelos de cera para fundição de precisão e dispositivos de controlo ativados pela temperatura.
Os engenheiros podem ajustar com precisão o ponto de fusão destas ligas, alterando a sua composição química. Estas ligas enquadram-se na categoria de materiais especiais personalizados. Para selecionar a fórmula adequada, as equipas devem definir antecipadamente os limiares exatos de temperatura de funcionamento e os requisitos de carga mecânica.
5. Principais aplicações industriais do estanho metálico
As indústrias utilizam o estanho para tirar partido das suas principais propriedades funcionais, com casos de aplicação que abrangem os setores da eletrónica, das embalagens, automóvel, do vidro e das novas energias. As aplicações mais destacadas são apresentadas a seguir.
5.1 Eletrónica e Soldadura
A solda à base de estanho constitui o principal material de união na fabricação de produtos eletrónicos. É utilizada em eletrónica de consumo, eletrónica automóvel, controlo industrial, setor aeroespacial e outros, criando ligações tanto mecânicas como elétricas entre componentes e placas de circuito. Continua a ser um material fundamental e insubstituível para toda a indústria eletrónica.
5.2 Revestimentos de proteção e embalagens
O revestimento com estanho oferece três vantagens principais: proteção contra a corrosão, melhor soldabilidade e melhor desempenho do contacto elétrico. Os fabricantes aplicam-no amplamente em aço, cobre e terminais eletrónicos. O aço estanhado de qualidade alimentar (folha-de-flandres) continua a ser uma das principais soluções para latas de alimentos e embalagens de bebidas.
5.3 Engenharia Automóvel e Mecânica
No setor automóvel, o estanho permite o funcionamento dos sistemas eletrónicos de bordo através de formulações de solda. Além disso, quando aplicado como revestimento, aumenta a resistência à corrosão dos terminais e dos elementos de fixação.
Na sua forma mecânica, o bronze de estanho e as ligas para rolamentos permitem a criação de peças móveis resistentes ao desgaste. Em conjunto, estas aplicações abrangem os setores da eletrónica, da fixação e dos pares de atrito mecânico.
5.4 Fabrico de vidro float
O processo de fabrico do vidro float assenta na superfície plana e estável do estanho fundido a altas temperaturas. O vidro fundido espalha-se e solidifica-se sobre o banho de estanho fundido, produzindo chapas de vidro perfeitamente planas. Este método constitui o processo de produção padrão para produtos de vidro destinados à arquitetura, à indústria automóvel e a ecrãs.
5.5 Energias Renováveis e Materiais Avançados
Os painéis fotovoltaicos, as baterias de armazenamento de energia e a eletrónica de potência dependem fortemente de soldas à base de estanho para garantir ligações fiáveis. Por outro lado, compostos de estanho, como o óxido de estanho, desempenham papéis importantes em revestimentos condutores transparentes, películas óticas e materiais catalíticos. Isto torna o estanho um material essencial para as indústrias das novas energias e da optoeletrónica.
5.6 Aplicações químicas e especializadas
Os compostos de estanho funcionam como catalisadores, estabilizadores térmicos e retardadores de chama na indústria química. Têm também aplicações específicas nos domínios médico e ótico. As diferentes formas químicas do estanho variam consideravelmente em termos de desempenho e segurança, pelo que cada caso de utilização requer uma avaliação específica e individualizada.
6. Vantagens e limitações dos materiais de estanho
O perfil do estanho apresenta vantagens e desvantagens muito claras. No que diz respeito às aplicações de engenharia, as equipas devem tirar partido dos seus pontos fortes e evitar situações em que as suas limitações possam causar falhas.
6.1 Principais vantagens
- Forte resistência à corrosão: forma uma película passiva estável à temperatura ambiente que protege eficazmente os metais comuns na maioria dos ambientes de funcionamento pouco agressivos
- Soldabilidade excecional: combina um ponto de fusão baixo com uma excelente molhabilidade, servindo como material de base para a soldadura eletrónica
- Elevada maleabilidade: oferece uma plasticidade excecional para laminação, fundição e galvanização, e adapta-se bem a diversos processos de fabrico
- Modificação flexível da liga: combina-se facilmente com vários metais para melhorar de forma específica a dureza, a resistência ao desgaste, o ponto de fusão e outras propriedades essenciais
- Superfície adequada para contacto com alimentos: o revestimento de estanho de qualidade alimentar cumpre as normas globais de segurança em matéria de embalagens e permite o contacto direto com produtos comestíveis
6.2 Limitações da aplicação
- Baixa resistência estrutural: o estanho puro mantém-se macio e é propenso à deformação por fluência, não podendo funcionar sozinho como componente estrutural de suporte de carga
- Limite máximo de temperatura: um ponto de fusão de 231,9 °C limita a sua utilização a altas temperaturas; o amolecimento e a falha ocorrem facilmente em condições de calor elevado
- Risco de formação de «whiskers» de estanho: o revestimento com estanho puro acarreta riscos de curto-circuito em componentes eletrónicos de alta densidade e requer controlos adicionais do processo
- Volatilidade da oferta e dos custos: as reservas minerais concentradas e as mudanças na cadeia de abastecimento global resultam numa menor estabilidade dos preços do que no caso dos metais estruturais comuns
7. Noções básicas de fabrico de precisão para o estanho
A fabricação de precisão com estanho e ligas de estanho abrange etapas de maquinagem, corte e tratamento de superfícies. Os engenheiros de processo têm de otimizar os parâmetros para ter em conta a textura macia do material e o seu baixo ponto de fusão.
7.1 Viabilidade da maquinação CNC
As oficinas podem realizar usinagem CNC em estanho puro, mas a extrema maleabilidade do material dá origem a problemas frequentes. Entre estes contam-se o encravamento da ferramenta, a deformação da peça e a precisão dimensional inconsistente.
Para uma configuração bem-sucedida, são necessárias ferramentas afiadas, profundidades de corte reduzidas, fixação estável e estratégias de corte a baixa temperatura. Estas etapas adicionais tornam a maquinagem do estanho puro relativamente pouco rentável.
Na maioria das aplicações industriais, as oficinas realizam usinagem de precisão em bronze estanhado, ligas para rolamentos à base de estanho e materiais semelhantes. Estas ligas proporcionam um comportamento de corte muito mais estável. Permitem produzir buchas, anéis de rolamentos, conectores e outras peças com tolerâncias rigorosas e acabamentos de superfície de alta qualidade.
7.2 Aplicação do corte a laser
O corte a laser é adequado para chapas finas de estanho, mas o baixo ponto de fusão e a elevada refletividade do material exigem um controlo rigoroso do processo. Parâmetros incorretos conduzem rapidamente a fusão excessiva, deformação das arestas e acumulação de escória.
Por este motivo, as equipas devem sempre realizar uma validação preliminar do processo antes de iniciar a produção em grande escala.
Para a produção em grande volume de peças de precisão, as equipas devem comparar vários métodos de fabrico. Estes incluem o corte a laser, a estampagem, o corte por jato de água e a gravação química. A escolha final deve ter em conta a espessura do material, os requisitos de tolerância e a dimensão do lote, de modo a selecionar a opção mais económica.
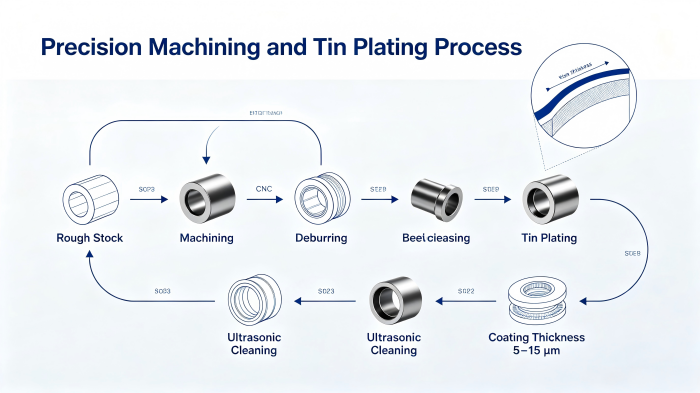
7.3 Processo de estanhagem para peças de precisão
O revestimento com estanho é considerado um dos principais tratamentos de superfície para peças metálicas de precisão. Melhora a soldabilidade, a resistência à corrosão e o desempenho do contacto elétrico.
A galvanização de alta qualidade exige um controlo rigoroso do pré-tratamento, da espessura do revestimento, da aderência e da porosidade. Sem esse controlo, o descascamento do revestimento e a falha da proteção tornam-se modos de falha comuns.
No caso de peças com tolerâncias apertadas, os projetistas devem prever margens de espessura do revestimento já na fase de conceção. Isto evita que se verifique um excesso de tolerância dimensional após a aplicação do revestimento. Para aplicações que exigem elevada fiabilidade, as equipas devem também incluir procedimentos de avaliação de riscos e controlo relativos aos «whiskers» de estanho.
8. Impacto ambiental e sustentabilidade
O impacto ambiental ao longo de todo o ciclo de vida do estanho requer uma avaliação em três fases principais: exploração mineira, produção e reciclagem. Em todo o setor, a tendência aponta cada vez mais para o abastecimento responsável e a utilização circular dos materiais.
8.1 Pegada ambiental da exploração mineira e da produção
A exploração e a fundição de estanho não regulamentadas podem causar danos aos solos, aos sistemas hídricos e aos ecossistemas locais nas proximidades das zonas mineiras. Os produtores que cumprem a legislação reduzem o impacto ambiental através do tratamento de rejeitos, da reciclagem de águas residuais e do controlo das emissões.
Os fabricantes a jusante podem reduzir os seus próprios riscos ambientais e de conformidade através da rastreabilidade da cadeia de abastecimento e do aprovisionamento de materiais certificados.
8.2 Reciclagem e economia circular
O estanho é altamente reciclável. As refinarias podem recuperar e reutilizar o estanho proveniente de resíduos de solda, aço estanhado, sucata eletrónica e sobras industriais.
O estanho reciclado apresenta um desempenho equivalente ao do estanho virgem, sem qualquer perda significativa de qualidade. A promoção da recolha seletiva de resíduos e da reciclagem de estanho em circuito fechado reduz a dependência de recursos virgens e melhora a sustentabilidade global.
8.3 Utilização industrial responsável
A utilização responsável do estanho na indústria segue vários princípios fundamentais. As equipas devem recorrer ao estanho apenas quando as suas propriedades proporcionem um valor funcional claro. Devem também otimizar a espessura do revestimento para reduzir o desperdício de material e controlar a utilização e as emissões de produtos químicos que contêm estanho. Estas medidas reduzem o impacto ambiental ao longo de toda a cadeia de valor.
9. Perguntas frequentes
Quais são as cinco principais utilizações industriais do estanho?
As cinco principais aplicações industriais do estanho enquadram-se em categorias bem definidas. Trata-se das soldas à base de estanho para a indústria eletrónica, do revestimento de estanho para proteção do aço contra a corrosão, das ligas resistentes ao desgaste, como o bronze estanhado, dos processos de fabrico de vidro float e do aço estanhado para embalagens alimentares.
Para além destes, o estanho também desempenha papéis importantes em ligas para rolamentos, revestimentos óticos, interligações de novas fontes de energia e catalisadores químicos.
Porque é que hoje em dia raramente ouvimos falar de “produtos de estanho”?
O estanho não deixou de ser utilizado — os produtos de consumo em estanho puro tornaram-se simplesmente menos comuns, e a maioria das aplicações do estanho situa-se agora em fases mais avançadas da cadeia de abastecimento industrial.
Por exemplo, a maior parte do “papel de estanho” utilizado atualmente nos lares é, na verdade, folha de alumínio, e outros materiais substituíram os utensílios de mesa e recipientes de estanho puro. Ainda assim, o consumo de estanho continua a crescer de forma constante em setores industriais essenciais, como a soldadura eletrónica, o revestimento galvânico e a produção de ligas. Continua a ser um material fundamental e insubstituível para a indústria transformadora moderna.
O estanho é um metal de alto desempenho?
O estanho destaca-se como metal funcional graças à sua resistência à corrosão, soldabilidade, baixo ponto de fusão e capacidade de modificação através de ligas. Ao mesmo tempo, apresenta baixa resistência estrutural e fraco desempenho a altas temperaturas, pelo que não é adequado como metal de suporte de cargas.
Qualquer avaliação do estanho deve estar relacionada com casos de utilização específicos. No que diz respeito ao revestimento funcional, à soldadura e ao ajuste de ligas, o estanho oferece um desempenho que nenhum outro material consegue igualar facilmente.
O estanho e o alumínio são o mesmo material?
Não, são elementos químicos totalmente distintos. O estanho tem o símbolo Sn e o número atómico 50, apresentando elevada densidade, textura macia e um ponto de fusão baixo.
O alumínio tem o símbolo Al e o número atómico 13; é leve, possui elevada resistência específica e é utilizado como metal estrutural de uso generalizado. A maior parte do que se designa por “papel de estanho” no quotidiano é, na verdade, folha de alumínio — o nome é simplesmente um resquício da terminologia histórica.
Conclusão
O estanho é um metal industrial clássico que privilegia a funcionalidade. Embora não se destaque em termos de resistência estrutural, a sua resistência à corrosão, soldabilidade e elevado potencial de liga tornam-no um elemento essencial nas principais cadeias de abastecimento. Estas incluem as indústrias eletrónica, automóvel, do vidro e das energias renováveis.
Desde minúsculas juntas de solda eletrónicas até linhas de produção de vidro flotado em grande escala, as propriedades únicas do estanho proporcionam um valor insubstituível nas suas aplicações específicas.
No que diz respeito à seleção de materiais de engenharia, as equipas devem compreender as diferenças de desempenho entre o estanho puro e as ligas de estanho. Devem adaptar a forma e a composição do material às condições operacionais específicas e ter em conta os requisitos de processamento, os controlos de risco e as normas de conformidade. Seguir esta abordagem ajuda as equipas a tirar o máximo partido do valor funcional dos materiais à base de estanho.
A PartsMastery presta serviços de maquinagem CNC de precisão para componentes concebidos à medida. Se o seu projeto envolver bronze estanhado, ligas para rolamentos à base de estanho, peças de precisão estanhadas, protótipos funcionais ou produção personalizada em pequenas quantidades, a nossa equipa de engenharia pode acompanhá-lo de início a fim. Oferecemos soluções de fabrico de ciclo completo que abrangem a avaliação de materiais, a análise de viabilidade de maquinagem, o controlo de tolerâncias e a implementação da produção em escala.