








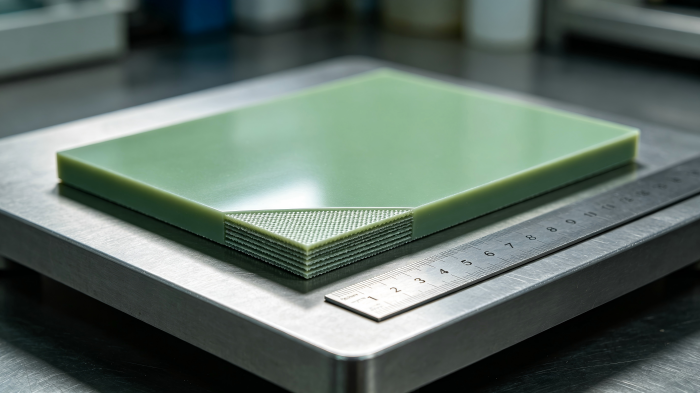
G10 is a high-performance thermoset laminated composite that uses woven fiberglass fabric as reinforcement and epoxy resin as the binding matrix. It delivers an exceptional strength-to-weight ratio, outstanding electrical insulation, low moisture absorption, and stable chemical resistance, so it acts as a foundational engineering material for industrial insulation, precision tooling, aerospace, and marine sectors. To help engineers and manufacturers make the most of this material, the PartsMastery technical team has compiled this systematic guide, covering everything from standard specifications and core performance to machining processes, engineering selection, and long-term maintenance.
1. Definition and Standard Specifications
Multiple international standards strictly govern the performance consistency and quality reliability of G10, and they create the baseline for material selection in high-reliability applications.
1.1 NEMA G-10 and FR-4 Baseline
The U.S. National Electrical Manufacturers Association (NEMA) sets the baseline for this material category. Grade G-10 describes non-flame-retardant epoxy fiberglass laminates, while FR-4 refers to its flame-retardant counterpart. Key mandatory properties under this standard include a dielectric strength of 19–50 kV/mm, minimum tensile strength of 310 MPa, and minimum flexural and compressive strength of 450 MPa each.
1.2 Military Specification MIL-I-24768/2
Moving from commercial to defense-grade requirements, the MIL-I-24768/2 military specification targets defense and aerospace applications. This U.S. standard (Type GEE) enforces strict rules for batch traceability, qualification testing, and performance consistency. It requires water absorption of ≤ 0.1%, a continuous operating temperature range from −60°C to +140°C, and clearly defined flammability limits.
1.3 IEC 60893 International Standard
For global market compatibility, the International Electrotechnical Commission publishes the IEC 60893 standard, which covers thermoset resin-based industrial laminates including both G10 and FR-4 grades. Its core control indicators include relative permittivity ≤ 5.4, dissipation factor ≤ 0.035, and thermal index ≥ 130°C, which ensure universal suitability for electrical insulation applications worldwide.
2. Core Performance Parameters
Beyond formal standards, engineers evaluate G10 primarily by its core performance metrics. It delivers balanced performance across electrical, mechanical, thermal, and chemical dimensions, which makes it adaptable to diverse engineering scenarios.
| Property Category | Intervalo de valores típico | Engineering Significance |
|---|---|---|
| Electrical | Dielectric strength: 19–50 kV/mm Volume resistivity: 10¹²–10¹⁴ Ω·cm |
Reliable insulation under high voltage; minimal performance degradation in humid environments |
| Mechanical | Tensile strength: 250–350 MPa Flexural strength: 300–500 MPa Compressive strength: 400–500 MPa Density: 1.8–1.95 g/cm³ |
High specific strength comparable to light metal alloys; suitable for structural load-bearing and precision tooling |
| Thermal | Glass transition temperature (Tg): 130–180°C Continuous service temperature: 120–140°C Thermal conductivity: ~0.3 W/m·K |
Stable performance under moderate temperatures; not recommended for high heat-dissipation scenarios |
| Chemical / Environmental | Water absorption: 0.05–0.3% Resistant to oils, weak acids and common solvents |
Excellent dimensional stability in humid and mildly corrosive environments |
| Flammability | Standard G10: UL94 HB FR-4 grade: UL94 V-0 |
Standard G10 is non-flame-retardant; FR-4 is required for fire-safety critical applications |
3. Supply Forms and Appearance Specifications
Alongside performance properties, available supply formats and appearance options directly determine how G10 fits into specific production workflows. It comes in standardized industrial profiles with customizable appearance options, covering both industrial and consumer-grade applications.
3.1 Main Supply Formats
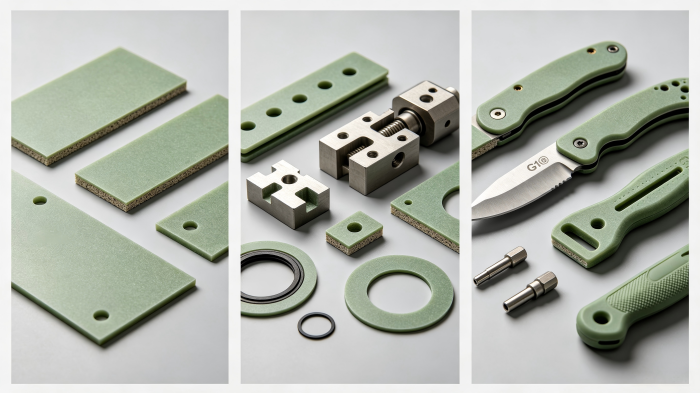
Specifically, manufacturers supply G10 in three primary formats:
- Sheets: The most common form, with thickness ranging from 0.2 mm to 50 mm; custom ultra-thick sheets over 100 mm are also available. Standard sizes include 1020×1220 mm and 1220×2440 mm.
- Rods: Diameter from 6 mm to 200 mm, standard lengths of 1000 mm and 2000 mm. People commonly use them for insulating pins, locating dowels, and wear-resistant bushings.
- Tubes: Inner diameter 10–500 mm, wall thickness 1–20 mm, length 1–2 m. They work well for motor insulation sleeves and corrosion-resistant liners.
3.2 Appearance and Tolerance Control
In terms of visual and dimensional characteristics, standard G10 features a natural jade-green color, while black, khaki, and gray variants see widespread use in industrial scenarios. Decorative laminated sheets with striped or wavy patterns can be produced by stacking colored fiberglass fabrics, with over 20 custom color options including glow-in-the-dark variants.
For dimensional accuracy, thin sheets typically hold a thickness tolerance of ±0.10 mm, and thick sheets hold ±0.30 mm. Flatness stays at ≤ 0.5 mm/m, and suppliers offer frosted, matte, and glossy surface finishes.
4. Machining Processes and Optimization Techniques
Despite its many performance benefits, G10 presents unique machining challenges because its high-hardness fiberglass reinforcement creates strong abrasive wear during cutting. For this reason, proper tool selection and parameter matching are critical to ensure dimensional accuracy and extend tool life.
4.1 Mainstream Machining Methods
Fresagem CNC
Manufacturers widely use CNC milling for slotting, pocketing, and contour milling on G10 sheets. We recommend carbide or diamond-coated end mills, with a cutting speed of 50–150 m/min, 0.2–0.5 mm depth per pass, and 0.05–0.20 mm/rev feed rate. Teams should use mist cooling or flood coolant to reduce tool wear and control fiberglass dust emission.
Torneamento CNC
CNC turning applies to rotary parts made from G10 rods and tubes. Operations require high spindle speeds of 2000–4000 rpm and shallow cuts to minimize edge chipping. Manufacturers prefer diamond-coated carbide inserts, which deliver 5–10 times longer tool life than high-speed steel tools, with a feed rate of 0.03–0.08 mm/rev.
Perfuração CNC
The key challenge in drilling G10 is preventing fiber pull-out and delamination at the hole exit. Operators should use carbide twist drills with a 135° split point, with a cutting speed of 30–60 m/min. Peck drilling with a step depth ≤ 2× diameter reduces heat buildup and improves hole quality. For threaded holes, metal threaded inserts perform far better than direct tapping.
Saw Cutting
Production teams use saw cutting for primary sheet sizing and straight cuts. Operations require fine-tooth carbide circular saw blades with 8–12 teeth per inch, with a cutting speed of 600–1000 m/min. Operators must control feed rate to avoid resin burn and edge chipping, and a dust extraction system is mandatory for workplace safety.
Corte por jato de água
Waterjet cutting is the optimal solution for thick sheets over 10 mm and complex contours. The system operates at 3000–4000 bar ultra-high pressure to achieve ±0.10 mm dimensional accuracy with no heat-affected zone. Compared to laser cutting, it eliminates edge burn and reduces delamination, so it sees frequent use in aerospace and high-voltage insulation projects.

4.2 Machining Quality Optimization Tips
Beyond individual machining methods, a few universal optimization strategies will consistently improve part quality and reduce production costs:
- Tool selection: Use carbide tools for low-volume production; choose diamond-coated tools for high-volume precision machining, as they extend tool life by 5–10 times.
- Cutting strategy: Adopt multiple shallow cuts instead of single deep cuts to reduce heat buildup and prevent resin degradation. The recommended spindle speed ranges from 6000–12000 rpm, with a feed rate of 0.02–0.08 mm/rev.
- Edge finishing: All machined edges should receive chamfering and deburring to prevent corona discharge in electrical applications and stress concentration in structural parts.
- Thread reinforcement: Stainless steel, brass, or aluminum threaded inserts increase thread service life by 3–5 times and improve reliability under repeated assembly.
5. Bonding Technology and Surface Finishing
Once machining is complete, manufacturers often need to join G10 components to other parts. As a low-surface-energy thermoset composite, G10 does not form strong bonds with standard adhesives without proper pretreatment, so dedicated adhesives and surface preparation are essential for reliable structural bonding.
5.1 Adhesive Selection
- Epoxy adhesives: Work best for structural joints, with lap shear strength typically in the range of 18–25 MPa. They are the preferred choice for load-bearing industrial components.
- Acrylic adhesives: Cure faster and offer good impact resistance, with lower shear strength of 12–18 MPa. They are ideal for non-structural rapid assembly.
- Cyanoacrylate adhesives: Only serve for temporary repair and light-duty connections. We do not recommend them for load-bearing structures due to poor long-term durability.
5.2 Surface Pretreatment for Bonding
Proper surface treatment can increase bonding strength by 30–50%. Specifically, recommended methods include mechanical roughening via sanding or grit blasting with 80–120 mesh alumina to increase contact area, plasma or flame treatment to raise surface energy and improve resin wettability, and final cleaning with isopropyl alcohol or acetone to remove oil and dust contaminants before bonding.
5.3 Surface Finishing Processes
- Polimento: Creates a smooth glossy surface with Ra < 0.8 μm, suitable for decorative and ergonomic components.
- Brushing / sandblasting: Produces a matte textured finish with enhanced grip, so manufacturers commonly use it for knife handles and tool grips.
- Decorative lamination: Multi-colored fiberglass layers produce unique striped patterns after machining, which combine functional performance with aesthetic value.
6. Lamination Manufacturing Process
All of G10’s inherent properties trace back to its controlled lamination manufacturing process. The production workflow follows five core stages that directly shape final material performance:
- Epoxy impregnation: Manufacturers impregnate electrical-grade fiberglass fabric with difunctional or trifunctional epoxy resin, with a final fiberglass content of 55–65 wt% to balance strength and insulation.
- Prepreg preparation: Impregnated fabric goes through partial drying to form a semi-cured prepreg state, with resin content controlled at 35–45%.
- Layup stacking: Technicians stack prepreg plies in unidirectional, cross-ply (0°/90°), or multi-axis orientations according to performance requirements.
- Hot press curing: Consolidation runs at ≥ 6.9 MPa (1000 psi) pressure and 160–180°C temperature to crosslink the epoxy matrix.
- Post-curing: Workers reheat the laminate at 150–170°C for several hours to increase crosslink density, heat deflection temperature, and dielectric strength.
7. Advantages, Limitations and Material Comparison
To choose the right material for a given project, engineers must weigh G10’s strengths against its inherent limitations, and compare it to common alternative materials.
7.1 Principais vantagens
- High strength-to-weight ratio: It delivers strength comparable to light metal alloys at a much lower density, which supports lightweight design in aerospace and precision tooling.
- Superior electrical insulation: It offers a wide dielectric strength range and ultra-high volume resistivity for high-voltage applications.
- Excelente estabilidade dimensional: Extremely low water absorption prevents swelling and dimensional deformation in humid environments.
- Good chemical resistance: It withstands most oils, lubricants, and weak acids or alkalis, so it works reliably in chemical and marine applications.
- Aesthetic versatility: Custom multi-color lamination supports both industrial performance and consumer-grade visual requirements.
7.2 Inherent Limitations
- Non-recyclable: Its thermoset structure means it cannot be remelted or reshaped after curing, so end-of-life recycling options remain limited.
- UV degradation: Long-term UV exposure causes yellowing, chalking, and 20–30% dielectric strength loss. For this reason, outdoor use requires a protective coating.
- Low thermal conductivity: Poor heat dissipation limits its use in thermal management applications.
- Impact brittleness: High hardness comes with low toughness, so sudden high-impact loads may cause cracking or chipping.
- Machining dust hazard: Fiberglass dust from machining irritates the respiratory tract and skin, so operations require dust extraction and personal protective equipment.
7.3 Comparison with Similar Materials
| Material | Características principais | Aplicações típicas |
|---|---|---|
| G10 (reference) | Balanced performance: high strength, insulation, moisture resistance and cost-effectiveness | Mechanical fixtures, insulating panels, tool handles |
| FR-4 | Similar mechanical properties to G10 with UL94 V-0 flame retardancy | Electronics PCB, defense electrical equipment |
| Micarta / phenolic laminate | Lower cost, weaker mechanical/electrical performance, higher moisture absorption | Economical knife handles, basic insulation parts |
| Carbon fiber composite | Higher strength-to-weight ratio, lighter weight, but electrically conductive and expensive | Aerospace structures, high-end sporting goods |
| Engineering plastics (PEEK, PA, etc.) | Easy to mold, moderate cost, but weaker insulation and moisture resistance | General mechanical parts, equipment enclosures |
8. Key Specification Points for Engineering Selection
When sourcing G10 materials, engineering teams should focus on three key specification areas to balance performance, compliance, and cost.
8.1 Size and Thickness Selection
First, select thickness from 0.2 mm to 50 mm based on application requirements. Standard sheet sizes minimize cutting waste, while custom blanks can further optimize material utilization. Teams should confirm thickness tolerance according to precision requirements, with tighter tolerances for high-precision scenarios.
8.2 Certification and Compliance
Next, verify compliance requirements for the target market and application:
– Flame safety: FR-4 grade with UL94 V-0 certification is mandatory for fire-critical environments
– Environmental compliance: RoHS and REACH compliance are required for global export markets
– High-end applications: Aerospace and defense projects require grades meeting MIL-I-24768/2 or equivalent military specifications
8.3 Cost Influencing Factors
Finally, account for factors that affect total cost:
– Thickness: Sheets over 20 mm carry significantly higher costs due to increased resin consumption and longer curing cycles
– Flame retardancy: FR-4 and halogen-free grades cost 10–25% more than standard G10
– Custom appearance: Decorative laminates, special colors, and glow-in-the-dark variants increase unit price by 10–30%
– Machining tolerance: Tight dimensional tolerances raise processing complexity and production cost
9. Operation & Maintenance for Extended Service Life
Proper handling and maintenance extend the service life of G10 components significantly, especially when parts operate in harsh outdoor or humid environments.
9.1 Storage Environment Requirements
Store G10 materials in a dry environment with relative humidity below 60% and temperature controlled at 15–25°C. Keep them away from direct sunlight and strong UV sources, as prolonged UV exposure causes 20–30% dielectric strength loss along with surface yellowing and chalking.
9.2 Edge Sealing for Moisture Resistance
Although G10 has low water absorption, long-term exposure to moisture can still cause dimensional instability and reduced insulation. Applying epoxy sealant or polyurethane coating to exposed edges reduces moisture ingress by 50–70%, which is critical for marine and outdoor applications.
9.3 Regular Electrical Performance Testing
For high-voltage insulation applications, inspect insulation resistance and dielectric breakdown strength every 10–12 months. Maintain insulation resistance above 10¹² Ω·cm to detect performance degradation early and prevent equipment failure.
9.4 Outdoor UV Protection
G10 components used outdoors should receive a UV-resistant polyurethane or fluoropolymer coating. Field data shows that this thin barrier can double the outdoor service life from approximately 5 years to nearly 10 years by slowing surface aging and performance degradation.
10. Typical Application Fields
Thanks to its balanced performance profile, G10 finds use across a wide range of industries and use cases. The most common application areas include:
- Electronics & electrical: PCB substrates, high-voltage insulating partitions, transformer gaskets, switchgear insulation components
- Industrial tooling: Precision jigs, test fixtures, machine shims, wear-resistant gears, sealing washers
- Aerospace & defense: Aircraft interior panels, non-conductive tooling, radar insulation assemblies
- Marine & chemical: Pump supports, marine insulation panels, chemical plant fixtures
- Produtos de consumo: Knife handles, firearm grips, outdoor tool handles, sporting goods components
- 3D printing & electronics tooling: 3D printer heated bed surfaces, wave soldering and reflow carriers
11. Perguntas frequentes
Q1: What is the equivalent material to G10?
FR-4 is the closest equivalent to G10, with nearly identical mechanical and electrical properties. The core difference is that FR-4 incorporates a flame-retardant system to achieve UL94 V-0 rating. The two are interchangeable in non-fire-critical scenarios; by contrast, FR-4 is mandatory for fire-safety applications.
Q2: Is G10 a plastic or a metal?
G10 is neither pure plastic nor metal — it is a fiberglass-reinforced epoxy thermoset composite. It is lighter than aluminum but stronger than most engineering plastics. Unlike metals, it is electrically non-conductive and corrosion-resistant, so it excels as an insulation component material.
Q3: Can G10 be used outdoors?
Yes, but only with protective treatment. Its low water absorption and chemical resistance withstand rain and mild corrosion well. However, long-term UV exposure causes gradual performance degradation. Applying a UV-resistant coating is the standard solution, as it effectively doubles outdoor service life.
Q4: Is G10 food-safe?
G10 does not hold food-contact safety certification. The epoxy matrix may leach small molecules at high temperatures or in acidic environments, so we do not recommend direct food contact. For food processing equipment, FDA-approved materials such as PEEK or HDPE are safer and more appropriate choices.
Q5: What is the difference between G10 and regular fiberglass sheets?
G10 is a specific grade of epoxy fiberglass sheet that complies with NEMA standards, with strictly controlled performance and quality consistency. In comparison, regular fiberglass sheets are a broad category. They often use polyester resin with lower strength, higher water absorption, and no unified performance standards, so they only suit low-end non-critical applications.
Conclusão
G10 epoxy fiberglass laminate is a highly balanced engineering composite with outstanding performance in electrical insulation, structural load-bearing, and environmental resistance, making it one of the foundational materials in modern industrial manufacturing. At PartsMastery, we believe that selecting the appropriate grade matched to specific application requirements, combined with standardized machining processes and maintenance practices, will maximize the performance and cost-effectiveness of G10 throughout its full lifecycle.