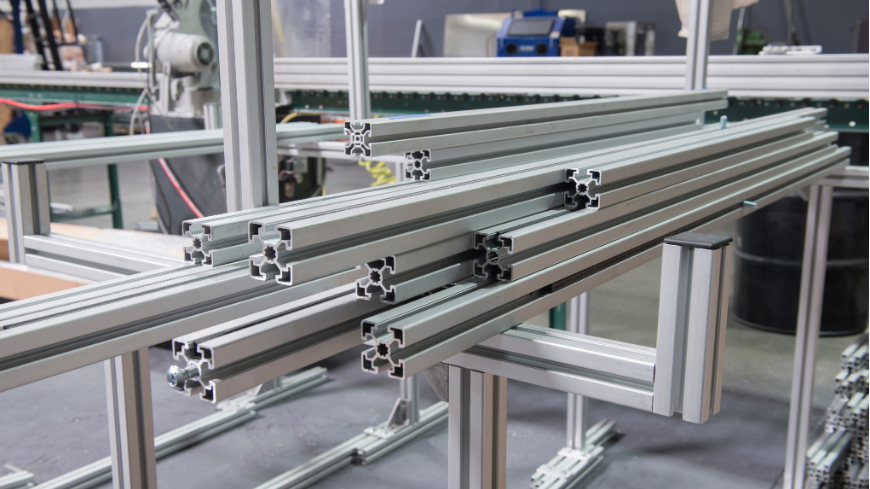
A PartsMastery oferece serviços de extrusão de alumínio personalizados para protótipos e produção de baixo volume. pode extrudir muitos tipos de perfis de extrusão de alumínio personalizados com diferentes secções transversais.
Centro de fabrico, com um total de 70 conjuntos de linhas de prensa de extrusão de 600Ton a 3800Ton, pode lidar com extrusões com diferentes complexidades e quantidades. Todas as fábricas com certificação ISO 9001:2015
são feitas para as suas formas, designações e aplicações específicas. utilização em Construção e arquitetura - Automóvel e transportes - Eléctrica e eletrónica - Produtos de consumo. Para ser mais específico. utilizado em janelas, caixilhos de portas, coberturas, paredes de cortina, dispositivos de iluminação, guarda-sóis e sistemas de corrimão.
Encomende os seus perfis de extrusão de alumínio
A PartsMastery oferece perfis de alumínio padrão e personalizados com alta qualidade a baixo custo para os seus projectos.
Materiais para extrusão de alumínio personalizada
As nossas ligas padrão abrangem diferentes propriedades de força, resistência à corrosão e maquinagem. Escolhas comuns para a construção, automóvel e eletrónica. Precisa de outras ligas de alumínio para extrusão? Informe-nos das suas necessidades.
Alumínio
Acabamentos de extrusão de alumínio
Os acabamentos de superfície protegem as peças de alumínio extrudido da corrosão e do desgaste, melhorando o seu aspeto. Veja os métodos de acabamento da PartsMastery listados abaixo. E teremos todo o gosto em discutir opções adicionais para satisfazer os seus requisitos específicos.
Anodização
Cria uma camada protetora de óxido que impede a corrosão e proporciona isolamento elétrico. Disponível em acabamentos naturais, pretos e coloridos para aplicações arquitectónicas e electrónicas.
Revestimento em pó
Revestimento em pó seco cozido em alumínio para um acabamento resistente e colorido. Resiste a riscos, raios UV e produtos químicos. Ampla gama de cores para utilizações exteriores e decorativas.
Eletroforese
Processo de revestimento uniforme que utiliza corrente eléctrica para depositar uniformemente a tinta em formas complexas. Proporciona um acabamento suave e uma boa proteção contra a corrosão para peças automóveis.
Acabamento escovado
A escovagem mecânica cria uma textura de grão direcional que esconde os riscos e as impressões digitais. Popular para eletrónica de consumo, electrodomésticos e acabamentos arquitectónicos com aspeto metálico.
Jateamento de esferas
As esferas de vidro de alta pressão criam uma textura de superfície mate uniforme. Remove marcas de maquinagem e proporciona um aspeto consistente para peças de precisão e aplicações decorativas.
Pintura
A aplicação de tinta líquida oferece opções de cores ilimitadas a baixo custo. Ideal para protótipos, pequenos lotes e aplicações em que a correspondência de cores é importante.
Impressão serigráfica
Imprime logótipos, texto e gráficos diretamente em superfícies de alumínio. A tinta duradoura adere bem a painéis de controlo, placas de identificação e produtos de marca.
Gravação a laser
O laser de precisão remove o material para criar marcas permanentes, números de série e padrões detalhados. Processo limpo com arestas vivas para identificação e trabalhos decorativos.
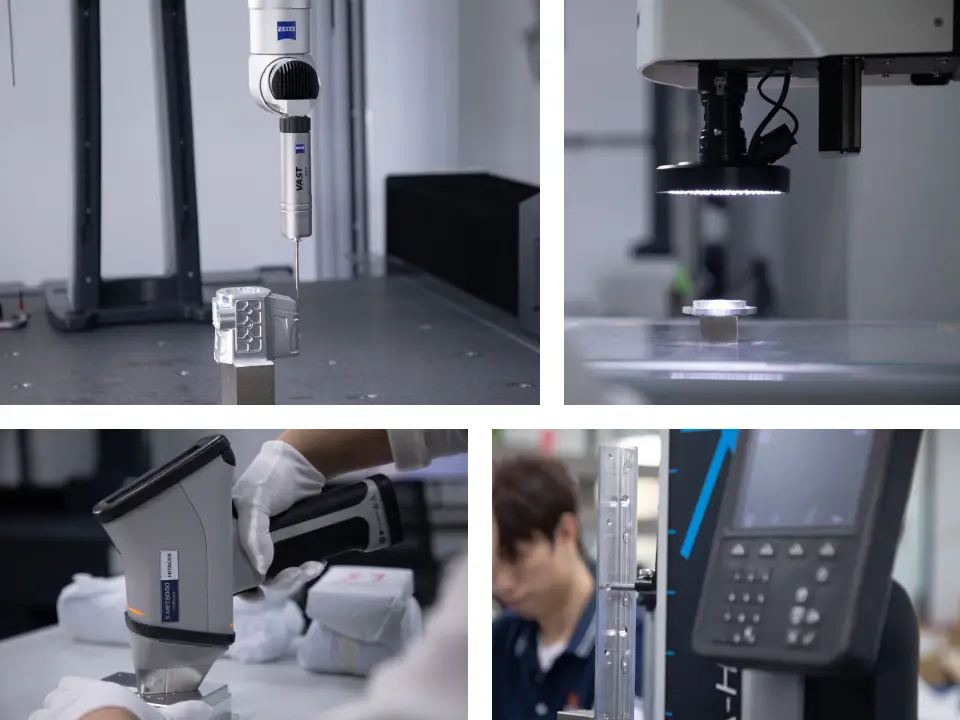
Qualidade em que pode confiar
A qualidade é incorporada em cada passo do nosso processo de extrusão de alumínio. Com instalações de produção com certificação ISO e mais de 70 máquinas de extrusão e inspeção, fornecemos peças que cumprem elevados padrões de precisão e acabamento.
Controlos dimensionais e de tolerância
Medimos as principais dimensões, como a largura da secção transversal, a altura, a espessura da parede, o comprimento total, a retidão, o nivelamento, a perpendicularidade e o ajuste de orifícios ou ranhuras. As ferramentas de inspeção incluem paquímetros, micrómetros, medidores de altura e máquinas de medição por coordenadas (CMM).
Inspeção da superfície
Todos os perfis são verificados quanto a riscos, mossas, fissuras, bolhas de ar, rebarbas, linhas de extrusão e deformação. A iluminação e a ampliação são utilizadas para detetar problemas de superfície finos.
Ensaios de materiais e de desempenho
A pedido, fornecemos resultados de testes de resistência e dureza, bem como relatórios RoHS e certificados de materiais, dependendo das necessidades do projeto.
Porquê escolher os serviços de extrusão de alumínio da PartsMastery
Personalização versátil
Controlo total sobre o acabamento da superfície, formas de perfil, classes de material e opções de cor. Corresponda a especificações exactas para os requisitos da sua aplicação em todos os sectores.
Precisão garantida
As dimensões críticas são mantidas com uma tolerância de ±0,1 mm. Dimensões padrão mantidas a ±0,15mm. Precisão consistente para requisitos de ajuste e função.
Entrega fiável
Rapidez na adaptação de ferramentas e materiais. Perfis standard entregues em 7 dias. Geometrias complexas concluídas em 10 a 15 dias sem modificações na matriz.
O que é o processo de extrusão de alumínio?
A extrusão de alumínio é o processo de empurrar um tarugo de alumínio aquecido através de uma matriz personalizada para formar perfis com uma forma específica de secção transversal. Na PartsMastery, seguimos um fluxo de produção padrão e comprovado:
Começa com a maquinação de moldes, sólidos, ocos ou semi-ocos, e com o pré-aquecimento do lingote, normalmente a 400-500°C. O alumínio é então extrudido - direta ou indiretamente, a quente ou a frio - dependendo das ligas de alumínio e da utilização final.
Após a extrusão, o perfil é arrefecido, esticado e cortado à medida. Podem ser aplicados passos adicionais, tais como o envelhecimento para obter resistência e dureza, o acabamento da superfície para obter o aspeto e a funcionalidade, ou a montagem, conforme necessário. Cada extrusão de alumínio personalizada passa por inspeção e embalagem antes da entrega.
Aplicações da extrusão de alumínio
As indústrias confiam nas extrusões de alumínio personalizadas pela sua relação resistência/peso e flexibilidade de conceção. Abaixo estão algumas das aplicações mais comuns.
| Industrial
Estruturas de máquinas, postos de trabalho e sistemas de automatização.
| Transporte
Quadros de automóveis, reboques e componentes de carroçarias de comboios.
| Construção
Portas, janelas, cortinas, corrimãos e fachadas.
| Energia
Estruturas solares, peças para turbinas eólicas e estruturas offshore.
| Eletrónica
Caixas de proteção, caixas de LED e dissipadores de calor.
Prós e contras da extrusão de alumínio
Prós
Leve e resistente.
A elevada relação resistência/peso reduz a carga estrutural
Resistente à corrosão
A camada de óxido natural evita a ferrugem e a degradação
Flexibilidade de conceção
Secções transversais complexas realizáveis num único processo
Rentável
Custos de maquinagem mais baixos em comparação com os blocos de alumínio maciço
Montagem fácil
Compatibilidade com a ranhura em T e métodos de união simples
Reciclável
O material reciclável 100% apoia os objectivos de sustentabilidade
Contras
Custo inicial das ferramentas
O fabrico de matrizes exige um investimento inicial
Alterações de forma limitadas
As modificações de perfil requerem novas ferramentas de matriz
Resíduos de materiais
O corte e a preparação criam material de refugo
Limitações de tamanho
Dimensões máximas do perfil limitadas pela capacidade da prensa
Variações de superfície
As linhas de extrusão podem necessitar de pós-processamento
Sensibilidade à temperatura
Redução da resistência a temperaturas elevadas
FAQs
Qual é o intervalo de tolerância típico para extrusões de alumínio personalizadas?
As tolerâncias mais apertadas custam mais a fabricar. As ferramentas de precisão e as etapas de inspeção adicionais aumentam as despesas de produção.
Escolha as tolerâncias que correspondem às necessidades do seu projeto. As tolerâncias padrão funcionam para a maioria das aplicações e mantêm os custos baixos. Utilize tolerâncias mais apertadas apenas quando as peças têm de encaixar exatamente umas nas outras.
A PartsMastery segue as normas ISO 9001-C. As dimensões críticas são controladas dentro de ±0,1 mm, enquanto outras dimensões são mantidas em ±0,15 mm. A PartsMastery ajuda-o a escolher a especificação de tolerância correta que funciona para o seu projeto de extrusão de alumínio personalizado sem pagar por uma precisão de que não necessita.
Existem outras opções de estrutura ou pórtico sem soldadura para além das extrusões de alumínio?
Tubos de aço com ligações mecânicas
Os tubos de aço podem ser fixados entre si sem soldadura, utilizando cantoneiras com parafusos de fixação de metal ou conectores e grampos mecânicos.
Métodos alternativos
Os fixadores mecânicos e os adesivos funcionam como alternativas à soldadura. Os perfis de aço oferecem maior resistência do que o alumínio, mas necessitam de uma montagem mais complexa. Para as máquinas CNC, os tubos de aço com suportes funcionam, mas as extrusões de alumínio continuam a ser mais fáceis de montar.
Que factores determinam a espessura da parede das extrusões de alumínio personalizadas?
A espessura da parede de uma extrusão de alumínio depende de várias considerações práticas:
Grau de alumínio- As ligas mais macias podem necessitar de paredes mais espessas para serem resistentes, enquanto as ligas mais fortes podem suportar secções mais finas.
Desenho de perfil- As formas com canais profundos, curvas ou vãos sem apoio podem necessitar de uma maior espessura para garantir a estabilidade.
Capacidade de prensagem - O tamanho e a tonelagem da prensa influenciam a espessura ou a espessura de uma secção que pode ser formada de forma fiável.
Acabamento de superfícies- Os revestimentos ou a anodização podem afetar a espessura mínima da parede para evitar distorções ou tratamentos irregulares.
Tolerância dimensional - Limites de tolerância mais rigorosos conduzem frequentemente a paredes mais espessas para garantir um rendimento consistente durante o corte ou a maquinagem.
A espessura da parede é normalmente definida durante a fase de conceção, equilibrando a resistência, o peso e o custo com base na forma como a peça será utilizada.
Que espessura de parede é geralmente recomendada para extrusões de alumínio personalizadas?
Uma espessura de parede tipicamente recomendada situa-se entre 1,0 mm e 2,5 mm.
Para peças estruturais ou de suporte de carga, paredes mais espessas (2,0 mm ou mais) oferecem melhor resistência e rigidez.
Para componentes leves ou decorativos, paredes mais finas (cerca de 1,0 mm) são frequentemente suficientes.
A espessura mínima viável também depende da liga, da complexidade da forma e da capacidade da prensa.
A escolha final deve equilibrar as necessidades mecânicas, o peso e o custo, com base na aplicação da peça de alumínio extrudido.
Apoiam a criação de protótipos para projectos de extrusão de alumínio?
Sim, a PartsMastery fornece serviços de prototipagem e extrusão de alumínio em pequenos lotes. Podemos produzir peças de amostra para testes e validação antes da produção completa.
O nosso serviço de criação de protótipos ajuda-o:
Teste o ajuste e a função antes de se comprometer com grandes quantidades
Verificar se as dimensões e tolerâncias cumprem as suas especificações
Avaliar os acabamentos de superfície e as propriedades dos materiais
Efetuar alterações à conceção no início do processo de desenvolvimento
Qual é o custo típico dos serviços personalizados de extrusão de alumínio?
Os custos dependem de alguns factores principais:
Tipo de materialAs diferentes ligas de alumínio custam valores diferentes. As mais comuns, como 6061 e 6063, são mais baratas do que os metais especiais.
Tamanho da peçaOs perfis de maiores dimensões utilizam mais material e podem necessitar de prensas maiores, o que tem um custo mais elevado.
Complexidade da conceção
As formas simples são mais baratas de fazer
Secções transversais complexas necessitam de ferramentas dispendiosas
As tolerâncias apertadas requerem mais tempo e inspeção
Outros factores que afectam o preço
Quantas encomendas fizer - as encomendas maiores custam menos por peça
Acabamentos de superfície pretendidos
Custos de ferramentas e matrizes para novos perfis
Quer saber quanto custará o seu projeto? Envie ao PartsMastery os seus desenhos e especificações. Dar-lhe-emos um orçamento real baseado no que realmente precisa.
Alguma dica para manter a produção de extrusão rentável?
Comece com escolhas de design inteligentes para reduzir os custos. Mantenha a espessura da parede uniforme, uma vez que a variação da espessura torna as ferramentas mais difíceis e mais caras. Utilize cantos de raio simples em vez de ângulos agudos e faça desenhos simétricos sempre que possível. Tente minimizar os canais e as ranhuras para parafusos e evite canais profundos e estreitos que são difíceis de formar durante a extrusão.
Escolha ligas de alumínio padrão como 6061 ou 6063 em vez de metais especiais. Encomende quantidades maiores para distribuir os custos das ferramentas por mais peças. Utilize tolerâncias padrão, exceto se forem realmente necessárias tolerâncias apertadas para a sua aplicação. Escolha acabamentos de superfície mais simples e considere a possibilidade de utilizar perfis de matrizes existentes, se estes funcionarem para o seu projeto.
Planeie cuidadosamente o seu desenho e mantenha-se fiel a ele. As alterações após o fabrico das ferramentas tornam-se rapidamente dispendiosas. Trabalhe com o seu fornecedor de extrusão de alumínio no início da fase de conceção para que ele possa detetar potenciais problemas de custos antes de se comprometer com ferramentas dispendiosas.
É possível reciclar extrusões de alumínio?
Sim, as extrusões de alumínio são 100% recicláveis sem perda de resistência ou qualidade. A reciclagem reduz os custos de fabrico e a pegada de carbono em comparação com o fabrico de alumínio novo. As extrusões de alumínio podem ser reutilizadas muitas vezes, o que as torna adequadas para projectos amigos do ambiente, mantendo o mesmo desempenho.
Que tipos de matrizes de extrusão são utilizados na produção de perfis de alumínio personalizados?
Três tipos principais de matrizes:
Matrizes sólidas. Utilizados para perfis simples e sólidos, sem secções ocas ou cavidades internas. Estes são os moldes mais básicos e económicos.
Matrizes ocas. Criar perfis com secções ocas ou tubos fechados. Estas matrizes são mais complexas porque necessitam de mandris para formar as cavidades internas.
Matrizes semi-oco. Fabricar perfis com secções parcialmente fechadas, como canais em C ou ângulos com ranhuras. Estes perfis situam-se entre as matrizes sólidas e ocas em termos de complexidade e custo.
Qual é o tamanho padrão para o enquadramento de ranhuras em T?
10mm x 10mm, 20mm x 20mm, 30mm x 30mm, 40mm x 40mm, 45mm x 45mm, 50mm x 50mm, 60mm x 60mm, 80mm x 80mm, 100mm x 100mm, 160mm x 160mm.
Estes são perfis típicos para extrusões de alumínio com ranhura em T utilizadas em aplicações de enquadramento e montagem. Diferentes sectores, como janelas, portas ou construção estrutural, podem utilizar diferentes tamanhos padrão com base nos seus requisitos específicos.