








Componentes CNC de alta precisão preparados para tratamento de acabamento abrasivo magnético
Os padrões de fabrico de alta precisão impõem requisitos mais exigentes a todas as peças maquinadas. Mesmo as peças com tolerâncias dimensionais totalmente em conformidade com as normas poderão enfrentar limitações de desempenho se o tratamento de superfície não estiver à altura dos padrões exigidos. Arestas residuais afiadas, pequenas rebarbas no interior de orifícios transversais e marcas regulares de maquinagem deixadas pelas ferramentas formarão pontos de concentração de tensões, reduzindo a vida útil das peças de precisão em condições de funcionamento a longo prazo.
O Acabamento Abrasivo Magnético (MAF) tornou-se uma solução específica ideal para fabricantes confrontados com defeitos superficiais. Ao contrário do polimento tradicional com ferramentas rígidas ou do tratamento por imersão química, esta tecnologia recorre a campos magnéticos controláveis para impulsionar os meios abrasivos, permitindo um acabamento superficial uniforme ao nível do mícron e conseguindo alcançar estruturas minúsculas e complexas que outros processos não conseguem atingir.
Principais vantagens competitivas do acabamento abrasivo magnético
- O campo magnético impulsiona as partículas abrasivas, com uma pressão de processamento ultrafina e ajustável
- Remova completamente as micro-rebarbas sem riscar nem deformar a superfície da peça
- Adequado para furos internos, guias curvas, furos que se cruzam e perfis complexos e irregulares
- Amplamente utilizado em implantes médicos, peças aeroespaciais e processamento de peças de precisão
- A rugosidade final da superfície pode ser ajustada com precisão através da modificação dos parâmetros do meio e dos parâmetros magnéticos
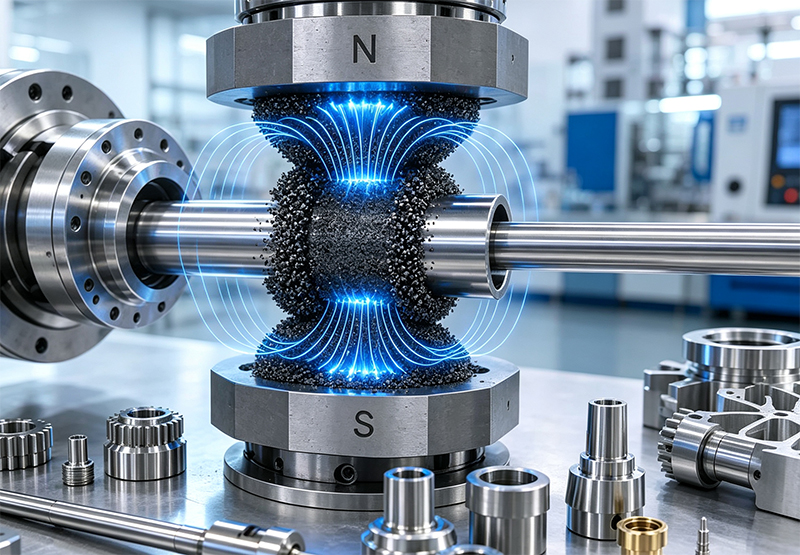
O princípio de funcionamento do acabamento abrasivo magnético
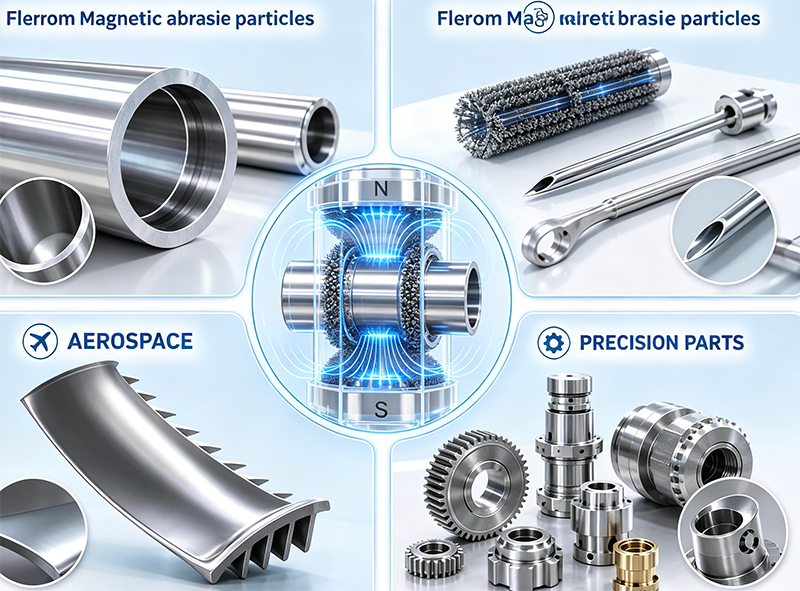
Diagrama técnico que ilustra o princípio de funcionamento do acabamento abrasivo magnético
A principal vantagem competitiva da MAF reside no seu modo flexível de polimento por contacto, que é fundamentalmente diferente das ferramentas de retificação fixas. Todo o ciclo de processamento pode ser dividido em quatro etapas principais:
1. Focalização do campo magnético
As bobinas eletromagnéticas ou os ímanes permanentes de alto desempenho criam um campo magnético estável e ajustável em torno da peça. O fluxo magnético permite fixar o meio abrasivo ferromagnético em torno da área de processamento pretendida, e a intensidade da força magnética pode ser ajustada de acordo com a dureza e a espessura da parede da peça.
2. Fabrico de uma escova de esmerilagem magnética flexível
As partículas ferromagnéticas à base de ferro presentes no meio irão alinhar-se ao longo das linhas de indução magnética, formando inúmeros filamentos elásticos em forma de escova. Esta escova magnética possui uma elevada capacidade de deformação e consegue adaptar-se automaticamente a arcos, cantos e espaços estreitos, sem deixar ângulos mortos.
3. Microcorte e aparagem de superfícies
Quando existe rotação relativa ou movimento recíproco entre a peça de trabalho e a escova magnética, os grãos abrasivos enrolados no suporte raspam continuamente a textura em relevo da superfície metálica. Apenas as pequenas saliências da superfície são removidas, não se verificando alterações excessivas no contorno geral da peça.
4. Otimização contínua da textura da superfície
Com o prolongamento do tempo de processamento, as marcas da ferramenta, as linhas espirais e as raízes das rebarbas deixadas pelo corte CNC vão sendo gradualmente alisadas, formando uma superfície isotrópica uniforme, mate ou espelhada, o que melhora significativamente a resistência ao desgaste e o desempenho de vedação das peças.
Equipamento necessário e meios abrasivos adequados
O mercado dispõe de diversos tipos de equipamentos MAF, incluindo pequenas máquinas rotativas de secretária para o processamento de peças individuais em pequenos lotes e equipamentos de articulação totalmente automáticos, integrados em linhas de produção CNC para a produção em massa. A estabilidade da qualidade do processamento depende principalmente de dois materiais essenciais: o sistema gerador de campo magnético e o meio abrasivo composto.
Classificação da composição dos meios abrasivos magnéticos
O meio é uma partícula composta, misturada com duas matérias-primas funcionais:
- Partículas ferromagnéticas: na sua maioria, pó de ferro puro ou de liga de aço, utilizadas para receber a tração magnética e formar a estrutura da escova de esmerilagem
- Partículas abrasivas duras: fixadas na superfície do suporte, responsáveis pelo microcorte e pelo polimento do metal
A granulometria afeta diretamente a facilidade de processamento. As partículas grossas são adequadas para o desbarbamento rápido de superfícies exteriores, enquanto os meios de micropó ultrafino conseguem penetrar em microporos minúsculos e canais interiores estreitos.
Regras de seleção de materiais abrasivos
Escolha diferentes tipos de abrasivos de acordo com o material da peça e o objetivo do polimento:
- Óxido de alumínio: abrasivo universal, adequado para a maioria das peças em aço ao carbono e aço inoxidável
- Carboneto de silício: grande poder de corte, ideal para a remoção de rebarbas de grandes dimensões e para o acabamento de superfícies em bruto
- Abrasivo de diamante: para materiais de elevada dureza, tais como aço para matrizes, carboneto cimentado e superligas
Ajuste do parâmetro de intensidade do campo magnético
A intensidade do campo magnético controla diretamente a dureza da escova magnética:
Elevada força magnética = escova de esmerilagem bem fixa, elevada eficiência na remoção de material, adequada para rebarbas exteriores espessas;
Baixa força magnética = escova elástica macia, processamento a baixa pressão, adequado para peças de paredes finas e estruturas de precisão em miniatura, para evitar o colapso das arestas.
Efeito real na superfície após o tratamento com MAF
Comparação da textura da superfície: superfície usinada rugosa (à esquerda) vs. superfície acabada após tratamento com MAF (à direita)
O acabamento abrasivo magnético padronizado permite resolver simultaneamente vários problemas de superfície das peças maquinadas por CNC, e os efeitos do processamento concentram-se nos seguintes quatro aspetos:
1. Reduzir significativamente o valor da rugosidade da superfície
As marcas de avanço regular e as texturas espirais das ferramentas, resultantes da fresagem e do torneamento, podem ser completamente eliminadas. A superfície uniformemente desordenada após o polimento permite reduzir a resistência ao atrito, evitar a acumulação de resíduos de óleo e prolongar eficazmente a vida útil à fadiga das peças móveis.
2. Desbarbamento minucioso e homogeneização das arestas
No caso de pequenas rebarbas nas intersecções de orifícios, nas aberturas roscadas e nas arestas escalonadas, a escova magnética consegue remover completamente as rebarbas residuais sem um chanfro excessivo. Todas as arestas mantêm microfiletes uniformes, eliminando fontes de fissuras por tensão.
3. Vantagem exclusiva de processamento para canais internos complexos
As ferramentas tradicionais, como limas rotativas e cintas abrasivas, não conseguem aceder a orifícios profundos, canais transversais e cavidades internas fechadas. O meio abrasivo magnético fluido pode fluir livremente na cavidade interna sob tração magnética, permitindo um polimento com cobertura total, sem zonas cegas.
4. Consistência dimensional estável para a produção em série
Com parâmetros fixos de força magnética, velocidade de rotação e ciclo de processamento, a quantidade de material removido por lote é controlável ao nível do mícron, o que não prejudica a tolerância dimensional obtida com o acabamento CNC, e a consistência do produto é muito superior à do polimento manual.
Refinamento magnético: resolver o problema de longa data da maquinagem de precisão
As rebarbas são subprodutos inevitáveis do corte, perfuração e rosqueamento de metais. As rebarbas soltas podem cair durante o funcionamento dos circuitos hidráulicos e de gás, bloqueando as tubagens e causando avarias no equipamento; as rebarbas salientes interferem com o encaixe das peças e riscam as peças de vedação.
Refinamento de contornos externos
A escova magnética elástica atinge repetidamente a raiz da rebarba, de modo a que a parte fina da rebarba sofra fadiga e se separe do metal de base. A força de processamento é uniforme, não havendo chanfros irregulares causados pelo polimento manual com lima.
Remoção de rebarbas na intersecção do furo interior
Este é o valor fundamental da tecnologia MAF. No caso de orifícios que se cruzam em corpos de válvulas hidráulicas, canais de óleo do motor e peças de cateteres médicos, o fluido consegue atingir a zona de rebarbas oculta na intersecção dos orifícios, que não pode ser alcançada por nenhum outro equipamento de rebarbação automática.
Arredondamento controlável de microarestas
Após a remoção das rebarbas, o prolongamento do tempo de processamento permite arredondar uniformemente as arestas vivas, formando uma superfície arqueada minúscula e lisa, o que não só evita que os trabalhadores da linha de montagem se arranhem, como também reduz o risco de concentração de tensões nas peças sujeitas a cargas alternadas.
Vantagens, desvantagens e limites de aplicação da tecnologia MAF
Não existe um único processo de tratamento de superfícies que abranja todos os cenários de processamento. É importante esclarecer as vantagens e as limitações do acabamento abrasivo magnético, de modo a escolher o processo mais adequado para as diferentes peças.
Vantagens notáveis
A característica mais marcante é a força de contacto de processamento ultrabaixa. Peças de paredes finas, microcomponentes e estruturas de lâminas finas não sofrerão deformações nem desvios dimensionais durante o polimento. A escova magnética flexível não risca a superfície da peça de trabalho em pontos específicos devido a pressão excessiva.
Principais limitações
Se a peça apresentar cavidades profundas e fechadas e o campo magnético não conseguir penetrar na zona interior, o meio não consegue formar uma escova de esmerilagem eficaz, o que resulta num polimento local incompleto. As peças complexas com formas especiais requerem várias rondas de testes de parâmetros para estabilizar o efeito do processamento.
Cenários não adequados para o MAF
No caso de peças planas de grandes dimensões que exigem a remoção de uma grande quantidade de material em excesso, ou de peças padrão produzidas em série a baixo custo, o esmerilamento por vibração, o polimento com cinta de areia e outros processos tradicionais apresentam maior eficiência de produção e um custo global mais baixo.
Comparação entre o MAF e outros processos de polimento convencionais
VS Polimento mecânico tradicional
Os discos de lixagem, as fitas abrasivas e os cabeçotes de esmerilagem fixos são métodos de processamento por contacto rígido, adequados apenas para superfícies planas e abertas, sendo fácil causar danos por polimento excessivo em arestas pequenas. O contacto flexível do MAF consegue adaptar-se a qualquer superfície curva complexa e a qualquer estrutura de furos internos.
VS Eletropolimento
O eletropolimento baseia-se na dissolução química para remover o metal, o que requer a preparação de um eletrólito corrosivo e o tratamento dos resíduos líquidos. O MAF é um método de polimento puramente físico, sem poluição química, e a remoção das saliências superficiais é mais direcionada.
Acabamento por agitação vibratória VS
A retificação por vibração permite processar várias peças em lotes ao mesmo tempo, com um baixo custo unitário, mas não consegue polir de forma independente a área do furo interior, que é fundamental numa única peça, e a uniformidade do tratamento superficial de peças complexas é insuficiente.
VS Usinagem por Fluxo Abrasivo (AFM)
O polimento por extrusão com fluxo abrasivo recorre a uma pasta de alta pressão para polir orifícios internos, mas a pressão de contacto é elevada, o que pode facilmente deformar peças de paredes finas. O MAF ajusta a força magnética para permitir um polimento suave a baixa pressão, com um controlo de maior precisão.
Principais áreas de aplicação do acabamento abrasivo magnético
Componentes para condutas hidráulicas e pneumáticas
Corpos de válvulas, blocos de distribuidores, tubos finos e canais de injetores de combustível são exemplos típicos de aplicações. As superfícies internas lisas reduzem a turbulência do fluido, evitam a deposição de impurezas e melhoram a estabilidade do funcionamento do sistema hidráulico.
Implantes médicos e instrumentos cirúrgicos
Os implantes ortopédicos, os instrumentos cirúrgicos minimamente invasivos e os componentes para a administração de microfluidos necessitam de superfícies ultralisas para reduzir a adesão bacteriana e melhorar a biocompatibilidade. Ao contrário do polimento químico, o MAF não deixa resíduos de componentes químicos na superfície.
Componentes aeroespaciais de alto desempenho
As pás de turbinas, as peças de perfis aerodinâmicos e os componentes do sistema de combustível das aeronaves utilizam o MAF para otimizar a rugosidade da superfície sem comprometer os perfis aerodinâmicos, melhorando eficazmente a resistência à fadiga das peças em condições de funcionamento a altas temperaturas e altas velocidades.
Peças mecânicas de moldagem e de precisão
As inserções para moldes, as microengrenagens, os carretéis de válvulas e os acessórios para ferramentas de corte substituem a rebarbação manual pelo MAF, o que uniformiza a qualidade da superfície das peças produzidas em série e reduz significativamente os custos de inspeção manual.
Variáveis-chave do processo e dificuldades de implementação
O efeito final de polimento do MAF é determinado conjuntamente por várias variáveis inter-relacionadas, sendo que a depuração do processo é a chave para uma produção em massa estável:
- Dureza do material da peça e rugosidade inicial da superfície: os materiais duros requerem ciclos de processamento mais longos ou meios abrasivos de elevada dureza
- Estrutura interna e externa: os orifícios cegos profundos e as paredes ultrafinas exigem a redução da intensidade do campo magnético para evitar deformações
- Os parâmetros de correspondência do meio de polimento — o tamanho das partículas abrasivas e a proporção de mistura do pó ferromagnético — afetam diretamente a eficiência do polimento
- Processamento de parâmetros dinâmicos: a velocidade de rotação, a potência de saída do campo magnético e a distância da abertura de processamento têm de ser ajustadas uma a uma
Como integrar o MAF numa linha de produção CNC
Nas fábricas de usinagem CNC, o acabamento abrasivo magnético é utilizado como processo de pós-usinagem após o torneamento e a fresagem, o que resolve os problemas de defeitos superficiais que não podem ser eliminados apenas com ferramentas de corte.
1. Remover as linhas de avanço da ferramenta e as microprotrusões deixadas pelo corte CNC, sem alterar as dimensões finais;
2. Remoção seletiva de rebarbas em orifícios transversais, superfícies escalonadas e orifícios roscados;
3. Polir o canal de fluxo interior que não pode ser tocado por nenhuma ferramenta rotativa;
4. Unificar os parâmetros do ciclo de processamento de acordo com os diferentes modelos de produto, de modo a concretizar a produção automática na linha de montagem.
Critério de decisão: Quando se deve optar pela tecnologia MAF?
Recomenda-se a adoção do acabamento abrasivo magnético caso se verifiquem as seguintes condições:
- É necessário remover micro-rebarbas de peças com acabamento de precisão
- Existem orifícios que se cruzam, canaletas internas e estruturas ocultas que são difíceis de polir
- As paredes finas e as arestas afiadas deformam-se facilmente sob a pressão de um polimento vigoroso
- O polimento manual não consegue garantir uma qualidade de superfície consistente nos produtos fabricados em série
- O acabamento da superfície afeta diretamente a vida útil do produto e o seu desempenho em termos de segurança
Opte por processos de polimento alternativos nas seguintes situações:
- É necessário remover uma grande quantidade de material metálico em excesso
- Peças normalizadas de baixo custo, com contornos simples e produzidas em série
- A estrutura da peça de trabalho bloqueia completamente a penetração das linhas do campo magnético
- Apenas as superfícies exteriores planas e de grandes dimensões necessitam de um polimento grosseiro
Conclusão
O acabamento abrasivo magnético preenche a lacuna de processamento entre o corte CNC e a tecnologia de polimento tradicional. Não é utilizado para a remoção de metal em grande escala, nem substitui todos os processos de tratamento de superfícies, mas oferece uma solução fiável para o estrangulamento do polimento de furos internos complexos e peças de microprecisão.
Para os fabricantes de peças de precisão CNC personalizadas, a avaliação do processo MAF deve ser incluída na fase inicial de orçamentação e planeamento do processo. A localização das rebarbas, o padrão de rugosidade pretendido e a acessibilidade estrutural da peça determinarão, em conjunto, se o acabamento abrasivo magnético é o esquema de tratamento de superfícies mais rentável.