








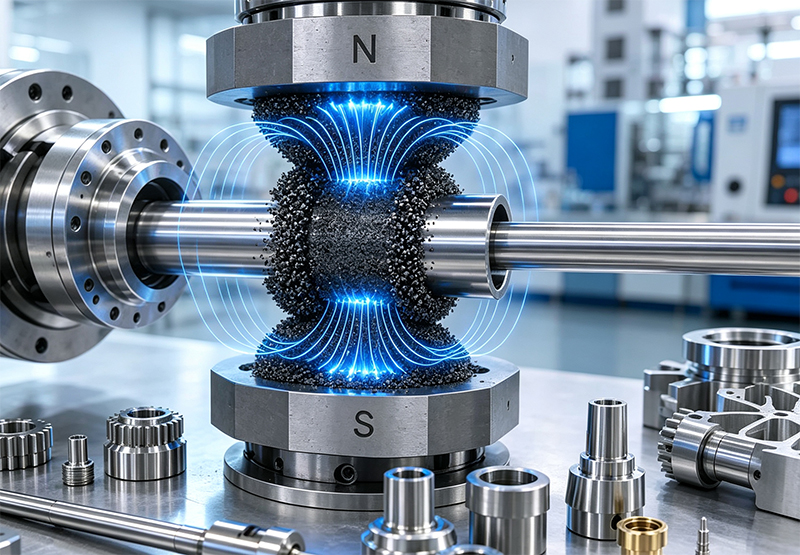
磁気研磨処理用に準備された高精度CNC部品
高精度な製造基準は、あらゆる機械加工部品に対してより厳しい要件を課します。寸法公差が完全に基準を満たしている部品であっても、表面処理が基準に達していない場合、性能上のボトルネックが生じます。鋭い残留エッジ、貫通穴内部の微細なバリ、および工具による加工痕は、応力集中点となり、長期使用における精密部品の耐用年数を縮めてしまいます。.
磁気研磨仕上げ(MAF)は、表面欠陥に悩む製造業者にとって、理想的なターゲット型ソリューションとなっています。従来の硬質工具による研磨や化学浸漬処理とは異なり、この技術は制御可能な磁場を利用して研磨媒体を駆動させることで、ミクロンレベルの均一な表面仕上げを実現し、他のプロセスでは手が届かない微細で複雑な構造部にも処理を施すことができます。.
磁気研磨仕上げの主な競争優位性
- 磁場によって研磨粒子を駆動し、超微細な加工圧力を調整可能
- ワークピースの表面に傷をつけたり変形させたりすることなく、微細なバリを完全に除去します
- 内径穴、曲面ランナー、交差する穴、および不規則で複雑な形状に適しています
- 医療用インプラント、航空宇宙部品、および精密金物加工の分野で広く使用されている
- 媒体や磁気パラメータを変更することで、最終的な表面粗さを正確に調整することができます
磁気研磨仕上げの動作原理
磁気研磨仕上げの動作原理を示す技術図
MAFの中核となる競争力は、固定式の研削工具とは根本的に異なる、その柔軟なコンタクト研磨モードにあります。加工サイクル全体は、以下の4つの主要なステップに分けられます:
1. 磁場による集束
電磁コイルまたは高性能永久磁石により、ワークピースの周囲に安定かつ調整可能な磁場が形成されます。この磁束により、強磁性研磨材を加工対象領域の周囲に保持することができ、部品の硬度や肉厚に応じて磁力の強さを調整することが可能です。.
2. 柔軟な磁気研削ブラシの成形
媒体中の鉄系強磁性キャリア粒子は、磁力線に沿って配列し、無数の弾性ブラシフィラメントを形成します。この磁気ブラシは変形性に優れており、死角を生じさせることなく、曲線や角、狭い隙間にも自動的にフィットします。.
3. 微細切断および表面トリミング
ワークとマグネットブラシの間に相対回転や往復運動が生じると、キャリアに巻き付けられた研磨粒子が、金属表面の隆起した凹凸を継続的に削り取ります。表面の微細な突起のみが除去されるため、部品の全体的な外形寸法に過度な変化は生じません。.
4. 表面テクスチャの継続的な最適化
加工時間の延長に伴い、CNC切削によって残された工具痕、螺旋状の線、バリの根元が徐々に平らに研磨され、均一で等方性のマット面または鏡面が形成される。これにより、部品の耐摩耗性とシール性能が大幅に向上する。.
必要な機器と適合する研磨材
市場には、小ロットの単品加工向けの小型卓上型ロータリー機から、量産向けのCNC生産ラインと連動する全自動連動装置まで、多様なMAF装置が展開されています。加工品質の安定性は、主に「磁場発生システム」と「複合研磨媒体」という2つの中核となる材料に依存しています。.
磁性研磨媒体の組成分類
この媒体は、2種類の機能性原料を混合した複合粒子であり、
- 強磁性キャリア粒子:主に純鉄または合金鋼の粉末であり、磁気牽引を受け、研磨ブラシの骨格を形成するために使用される
- 硬質研磨粒子:担体の表面にコーティングされており、金属の微細切削および研磨を担う
粒子径は加工のしやすさに直接影響します。粗い粒子は外面の迅速なバリ取りに適している一方、超微細なマイクロパウダー媒体は、微細な微細孔や細長い内部通路にも浸透することができます。.
研磨材の選定基準
被加工物の材質や研磨の目的に応じて、適切な研磨材の種類を選択してください:
- 酸化アルミニウム:汎用研磨材で、ほとんどの炭素鋼およびステンレス鋼の被削材に適用可能
- 炭化ケイ素:切削力が強く、大きなバリ取りや粗仕上げに適している
- ダイヤモンド砥石:金型鋼、超硬合金、超合金などの高硬度材料用
磁場強度のパラメータ調整
磁場の出力は、マグネットブラシの硬さを直接制御します:
高い磁力=ブラシの締め付けが強く、切削効率が高く、厚い外側のバリに適しています;;
磁力が弱いため、柔らかく弾力性のあるブラシで、低圧処理が可能であり、薄肉部品や微小精密構造物に適しており、エッジの崩壊を防ぐことができます。.
MAF処理後の実際の表面効果
表面粗さの比較:粗加工面(左)とMAF処理後の仕上げ面(右)
標準化された磁気研磨仕上げは、CNC加工部品の複数の表面問題を同時に解決することができ、その加工効果は主に以下の4つの側面に集中しています:
1. 表面粗さ値を大幅に低減する
フライス加工や旋盤加工によって生じる通常の送り痕や工具の螺旋状のテクスチャを完全に除去することができます。研磨後に得られる均一で無秩序な表面は、摩擦抵抗を低減し、油分の残留を防ぐことで、可動部品の疲労寿命を効果的に延ばすことができます。.
2. 徹底的な微細バリ取りおよびエッジの均一化
穴の交点、ねじ穴の開口部、段差の縁にある微細なバリについては、マグネットブラシを使用することで、過度な面取りを行うことなく残留バリを完全に除去できます。すべてのエッジに均一な微細なフィレットが形成されるため、応力亀裂の原因となる要因が排除されます。.
3. 内部の複雑なチャネルにおける独自の処理上の強み
ロータリーファイルや研磨ベルトなどの従来の工具では、深い穴や横方向の流路、閉じた内部空洞には入り込むことができません。一方、流体磁気研磨媒体は、磁力による牽引を受けて内部空洞内を自由に流れ、死角のない全面研磨を実現します。.
4. 量産における安定した寸法の一貫性
一定の磁力、回転速度、および加工サイクルパラメータの下では、1バッチあたりの材料除去量をミクロン単位で制御することが可能であり、これによりCNC仕上げによって確保された寸法公差を損なうことなく、手作業による研磨に比べて製品の一貫性がはるかに高くなります。.
磁気バリ取り:精密加工における長年の課題を解決
バリは、金属の切削、穴あけ、タップ加工において避けられない副産物です。浮いたバリは、油圧回路やガス回路の作動中に脱落し、配管を詰まらせたり、機器の故障を引き起こしたりする恐れがあります。また、突出したバリは、組立時の嵌合を妨げたり、シール部品に傷をつけたりします。.
外形バリ取り
弾性磁気ブラシがバリの根元に繰り返し衝撃を与えることで、薄いバリ部分が疲労し、母材から剥離します。加工力が均一であるため、手作業でのヤスリ仕上げによる面取りのムラが生じることはありません。.
内径の交差部のバリ取り
これがMAF技術の中核となる価値です。油圧バルブ本体、エンジンオイル通路、医療用カテーテル部品などの交差する穴については、媒体が穴の交差部分にある隠れたバリの位置にまで到達することができ、これは他のどの自動バリ取り装置でもカバーできない部分です。.
制御可能な微細エッジ丸み付け
バリを取り除いた後、加工時間を延長することで、鋭いエッジを均一に丸め、微細で滑らかな曲面を形成することができます。これにより、組立作業員が怪我をするのを防ぐだけでなく、交番荷重を受ける部品における応力集中のリスクも低減できます。.
MAF技術の長所、短所、および適用範囲
あらゆる加工シナリオを網羅できる表面処理プロセスは存在しません。磁気研磨仕上げの長所と限界を明確にし、さまざまなワークピースに最適なプロセスを選定しましょう。.
際立った利点
最大の特徴は、極めて低い加工接触力です。薄肉部品、マイクロハードウェア、および薄いブレード構造の部品でも、研磨中に変形や寸法誤差が生じることはありません。柔軟な磁気ブラシは、過度な圧力によって被加工物の表面に局所的な傷をつけることがありません。.
主な制限事項
ワークピースに深い閉じた空洞があり、磁場が内部まで届かない場合、研磨剤が効果的な研磨ブラシを形成できず、その結果、局所的な研磨が不十分になってしまいます。複雑な特殊形状の部品については、加工効果を安定させるために、複数回のパラメータ試験が必要となります。.
MAFには適さないシナリオ
大量の切削余量を削り取る必要がある平らな大型ワークピースや、低コストの標準的な量産部品の場合、振動研削やサンドベルト研磨などの従来の加工法の方が、生産効率が高く、総合コストも低くなります。.
MAFとその他の主流な研磨プロセスの比較
VS 従来の機械研磨
サンディングディスク、研磨ベルト、固定式研削ヘッドは、剛性接触加工であり、平坦な開放面でのみ使用可能で、小さなエッジには過度な研磨による損傷を与えやすい。一方、MAFのフレキシブル接触方式は、あらゆる複雑な曲面や内孔構造に対応できる。.
VS 電解研磨
電解研磨は、化学的溶解によって金属を除去する方式であるため、腐食性の電解液を調製し、廃液を処理する必要がある。一方、MAFは純粋な物理的研磨に属し、化学的な汚染がなく、表面の突起を除去する際の方向性がより明確である。.
VS 振動タンブリング仕上げ
振動研磨は、複数の部品をまとめてバッチ処理でき、単位コストも低いという利点があるが、単一の部品の重要な内孔部分を個別に研磨することはできず、形状が複雑な部品の表面処理の均一性は低い。.
VS 研磨流加工(AFM)
研磨剤流動押出研磨は、高圧のペーストを押し出して内孔を研磨する方式ですが、接触圧力が大きいため、薄肉部品が変形しやすくなります。MAFは磁力を調整することで、より高精度な制御が可能な、低圧でのソフトな研磨を実現します。.
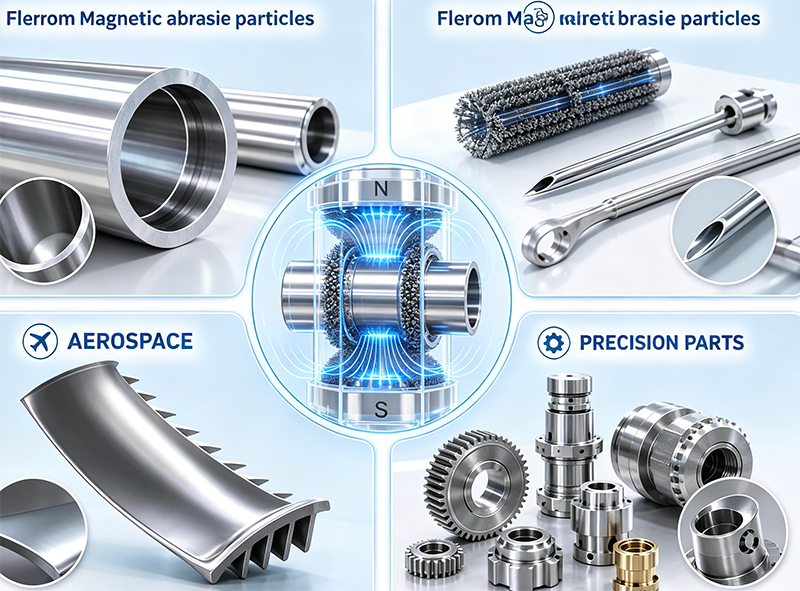
磁気研磨仕上げの主な応用分野
油圧・空圧配管部品
バルブ本体、マニホールドブロック、細径チューブ、燃料インジェクターのランナーなどが、代表的な用途です。内面の滑らかさは、流体の乱流を低減し、不純物の堆積を防ぎ、油圧システムの動作安定性を向上させます。.
医療用インプラントおよび手術器具
整形外科用インプラント、低侵襲手術用器具、および微小流体供給部品には、細菌の付着を抑え、生体適合性を高めるために、極めて滑らかな表面が求められます。MAFは、化学研磨と比較して、表面に残留化学物質を形成しません。.
航空宇宙用高性能部品
タービンブレード、翼型部品、および航空機の燃料システム部品では、MAFを採用することで、空力プロファイルを損なうことなく表面粗さを最適化し、高温・高速の動作条件下における部品の耐疲労性を効果的に向上させています。.
金型および精密機械部品
金型インサート、マイクロギア、バルブスプール、切削工具用アクセサリーは、MAFにより手作業によるバリ取りに取って代わり、量産部品の表面品質を均一化し、手作業による検査コストを大幅に削減します。.
主要なプロセス変数と導入上の課題
MAFの最終的な研磨効果は、相互に関連する複数の変数によって共同で決定され、プロセスのデバッグが安定した量産を実現するための鍵となります:
- 被加工材の硬度と初期表面粗さ:硬い材料の場合は、より長い加工サイクル、あるいは高硬度の研磨材が必要となる
- 部品の内部および外部構造:深い盲穴や極薄の肉厚部分では、変形を防ぐために磁場強度を低減する必要がある
- 媒体の適合パラメータ:研磨粒子の粒径、強磁性粉末の混合比は、研磨効率に直接影響を与える
- 動的パラメータの処理:回転速度、磁場出力、加工ギャップ距離は、それぞれ個別に調整する必要があります。
MAFをCNC生産ラインに統合する方法
CNC加工工場では、旋削やフライス加工後の後処理工程として磁気研磨仕上げが採用されており、これにより切削工具だけでは除去できない表面欠陥の問題が解決されます。.
1. 完成寸法を変更することなく、CNC切削によって残った工具の送り線や微細な突起を取り除く;;
2. 交差穴、段付き面、ねじ穴のバリを的確に取り除くこと;;
3. 回転工具では届かない内部流路を研磨する;;
4. 製品モデルごとに加工サイクルのパラメータを統一し、組立ラインでの自動生産を実現する。.
判断基準:MAF技術はどのような場合に選択すべきか?
以下の条件に該当する場合は、磁気研磨仕上げの採用をお勧めします:
- 精密仕上げされた部品の微細なバリを取り除く必要がある
- 互いに交差する穴や、内部の溝、そして研磨が難しい隠れた構造がある
- 薄い壁や鋭いエッジは、強い研磨圧力がかかると変形しやすくなります
- 手作業による研磨では、大量生産品の表面品質を一定に保つことはできません
- 表面仕上げは、製品の耐用年数や安全性能に直接影響を与えます
次のような状況では、別の研磨工程を選択してください:
- 大量の金属材料を削り取る必要がある
- 形状が単純で、大量生産が可能な低コストの標準部品
- ワークピースの構造により、磁力線の浸透が完全に遮断される
- 大きくて平らな外面のみ、粗研磨を行う必要があります
結論
磁気研磨仕上げは、CNC切削と従来の研磨技術との間の加工上のギャップを埋めるものです。大規模な金属除去には使用されず、すべての表面処理工程に取って代わるものでもありませんが、複雑な内孔や微細精密部品の研磨におけるボトルネックに対して、信頼性の高い解決策を提供します。.
カスタムCNC精密部品メーカーにとっては、MAFプロセスの評価を、見積もりや工程計画の初期段階から組み込むべきです。バリの位置、目標とする表面粗さ基準、および部品の構造上の加工しやすさが総合的に判断され、磁気研磨仕上げが最も費用対効果の高い表面処理方法であるかどうかが決まります。.