








Composants CNC de haute précision destinés à un traitement de finition par abrasion magnétique
Les normes de fabrication de haute précision imposent des exigences accrues pour chaque pièce usinée. Même les pièces dont les tolérances dimensionnelles sont parfaitement respectées peuvent présenter des limites de performance si leur traitement de surface n'est pas conforme aux normes. Les arêtes résiduelles vives, les minuscules bavures à l'intérieur des alésages transversaux et les marques d'usinage régulières laissées par les outils constituent des points de concentration de contraintes, ce qui réduit la durée de vie des pièces de précision en fonctionnement à long terme.
La finition abrasive magnétique (MAF) est devenue une solution ciblée idéale pour les fabricants confrontés à des défauts de surface. Contrairement au polissage traditionnel à l'aide d'outils rigides ou aux traitements par immersion chimique, cette technologie repose sur des champs magnétiques contrôlables pour propulser des agents abrasifs, permettant ainsi d'obtenir une finition de surface uniforme à l'échelle du micron et d'atteindre des structures minuscules et complexes que d'autres procédés ne peuvent pas traiter.
Principaux avantages concurrentiels de la finition abrasive magnétique
- Le champ magnétique propulse les particules abrasives, avec une pression de traitement ultra-fine et réglable
- Éliminer complètement les micro-bavures sans rayer ni déformer la surface de la pièce
- Convient aux alésages intérieurs, aux glissières courbes, aux alésages qui se croisent et aux profils complexes et irréguliers
- Largement utilisé dans les implants médicaux, les pièces aérospatiales et l'usinage de précision
- La rugosité finale de la surface peut être réglée avec précision en modifiant les paramètres relatifs aux agents de polissage et aux champs magnétiques.
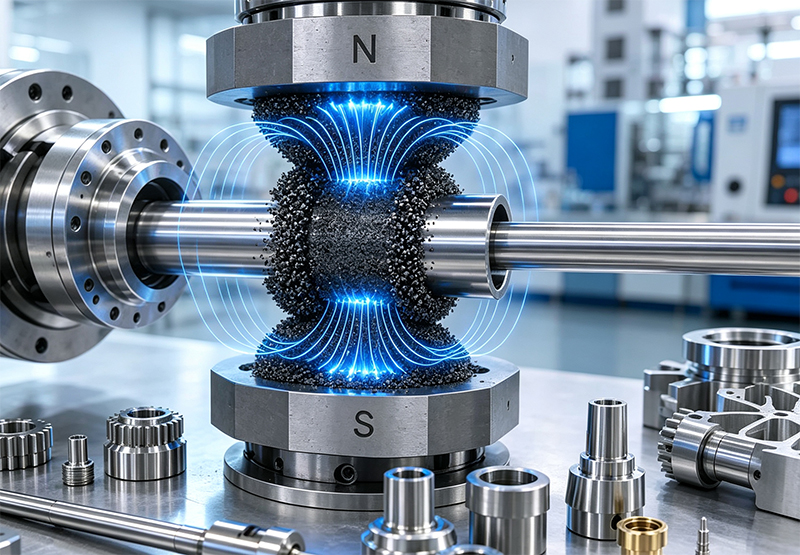
Le principe de fonctionnement de la finition magnétique par abrasion
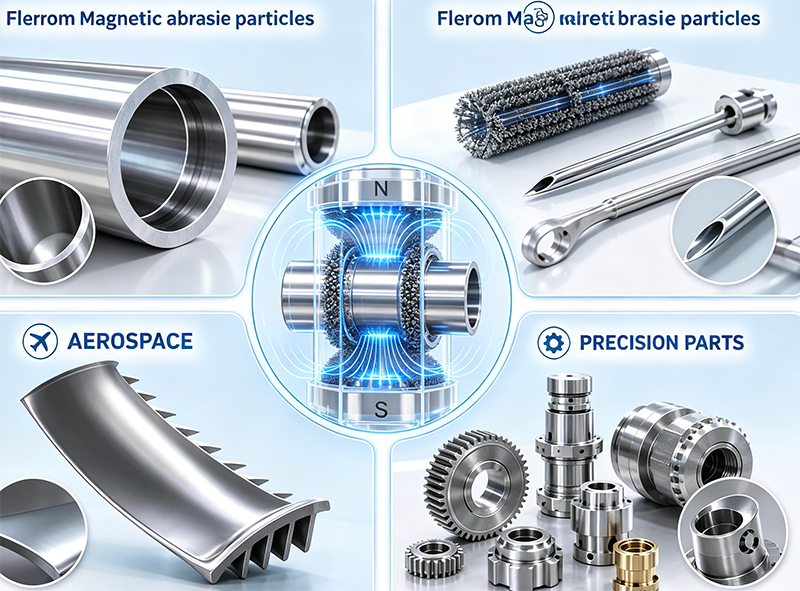
Schéma technique illustrant le principe de fonctionnement de la finition par abrasion magnétique
La compétitivité principale de MAF réside dans son mode de polissage par contact flexible, qui se distingue fondamentalement des outils de meulage fixes. L'ensemble du cycle de traitement peut être divisé en quatre étapes clés :
1. Focalisation par champ magnétique
Des bobines électromagnétiques ou des aimants permanents haute performance génèrent un champ magnétique stable et réglable autour de la pièce à usiner. Le flux magnétique permet de maintenir le média abrasif ferromagnétique autour de la zone d'usinage ciblée, et l'intensité de la force magnétique peut être ajustée en fonction de la dureté et de l'épaisseur de paroi de la pièce.
2. Fabrication d'une brosse de meulage magnétique flexible
Les particules ferromagnétiques à base de fer présentes dans le milieu s'aligneront le long des lignes d'induction magnétique pour former d'innombrables filaments élastiques en forme de brosse. Cette brosse magnétique présente une grande capacité de déformation et s'adapte automatiquement aux courbes, aux angles et aux interstices étroits, sans laisser d'angles morts.
3. Micro-découpe et rognage de surface
Lorsqu'il y a une rotation relative ou un mouvement de va-et-vient entre la pièce à usiner et la brosse magnétique, les grains abrasifs enroulés sur le support raclent en continu la texture en relief de la surface métallique. Seules les minuscules saillies de la surface sont éliminées, et les dimensions globales de la pièce ne sont pas modifiées de manière excessive.
4. Optimisation continue de la texture de surface
Avec l'allongement du temps d'usinage, les marques d'outils, les lignes en spirale et les racines de bavures laissées par la découpe CNC s'estompent progressivement, formant une surface uniforme, isotrope, mate ou brillante, ce qui améliore considérablement la résistance à l'usure et les performances d'étanchéité des pièces.
Équipement nécessaire et abrasifs adaptés
Le marché propose une gamme variée d'équipements MAF, allant des petites machines rotatives de bureau destinées au traitement de pièces uniques en petites séries jusqu'aux équipements à entraînement entièrement automatiques associés à des lignes de production à commande numérique (CNC) pour la production en série. La stabilité de la qualité de traitement dépend principalement de deux éléments essentiels : le système de génération de champ magnétique et le milieu abrasif composite.
Classification des supports abrasifs magnétiques en fonction de leur composition
Le milieu est constitué d'une particule composite mélangée à deux matières premières fonctionnelles :
- Particules ferromagnétiques : il s'agit principalement de poudre de fer pur ou d'acier allié, utilisées pour capter la force magnétique et former la structure de la brosse d'abrasion
- Particules abrasives dures : fixées à la surface du support, elles assurent la micro-coupe et le polissage du métal
La taille des particules influe directement sur la facilité de traitement. Les particules grossières conviennent à l'ébavurage rapide des surfaces extérieures, tandis que les micro-poudres ultra-fines peuvent pénétrer dans les micropores et les canaux internes étroits.
Règles de sélection des matériaux abrasifs
Choisissez différents types d'abrasifs en fonction du matériau de la pièce à traiter et de l'objectif de polissage :
- Oxyde d'aluminium : abrasif polyvalent, adapté à la plupart des pièces en acier au carbone et en acier inoxydable
- Carbure de silicium : grande puissance de coupe, particulièrement adapté à l'élimination des bavures importantes et à la finition grossière des surfaces
- Abrasif diamanté : pour les matériaux à haute dureté tels que l'acier à matrice, le carbure cémenté et les superalliages
Réglage des paramètres d'intensité du champ magnétique
L'intensité du champ magnétique détermine directement la dureté de la brosse magnétique :
Force magnétique élevée = brosse de meulage bien serrée, grande efficacité d'enlèvement de matière, adaptée aux bavures externes épaisses ;
Faible force magnétique = brosse souple et élastique, traitement à faible pression, adapté aux pièces à parois minces et aux structures miniatures de précision afin d'éviter l'effondrement des bords.
Effet réel à la surface après traitement au MAF
Comparaison de la texture de surface : surface usinée rugueuse (à gauche) et surface finie après traitement MAF (à droite)
La finition abrasive magnétique standardisée permet de résoudre simultanément plusieurs problèmes liés à la surface des pièces usinées par CNC, et les effets de ce traitement se concentrent sur les quatre aspects suivants :
1. Réduire considérablement la valeur de la rugosité de surface
Les marques d'avance régulières et les textures en spirale laissées par le fraisage et le tournage peuvent être entièrement éliminées. La surface uniforme et désordonnée obtenue après polissage permet de réduire la résistance au frottement, d'éviter l'accumulation de résidus d'huile et de prolonger efficacement la durée de vie en fatigue des pièces mobiles.
2. Ébavurage minutieux et homogénéisation des arêtes
Pour les minuscules bavures présentes aux intersections des trous, au niveau des ouvertures filetées et sur les arêtes en gradin, la brosse magnétique permet d'éliminer complètement les bavures résiduelles sans chanfreinage excessif. Toutes les arêtes conservent des micro-congés uniformes, ce qui élimine les sources de fissures de contrainte.
3. Avantage unique en matière de traitement des canaux internes complexes
Les outils traditionnels, tels que les limes rotatives et les bandes abrasives, ne peuvent pas pénétrer dans les trous profonds, les canaux transversaux et les cavités internes fermées. Le milieu abrasif magnétique fluide peut circuler librement dans la cavité interne sous l'effet d'une traction magnétique, ce qui permet d'obtenir un polissage complet, sans zones non traitées.
4. Stabilité dimensionnelle pour la production en série
Avec une force magnétique, une vitesse de rotation et des paramètres de cycle de traitement fixes, la quantité de matière enlevée par lot est contrôlable au micron près, ce qui ne compromet pas les tolérances dimensionnelles obtenues par la finition CNC, et la régularité du produit est bien supérieure à celle obtenue par le polissage manuel.
Ébavurage magnétique : la solution à un problème de longue date dans l'usinage de précision
Les bavures sont des sous-produits inévitables de l'usinage, du perçage et du taraudage des métaux. Les bavures flottantes peuvent se détacher lors du fonctionnement des circuits hydrauliques et pneumatiques, obstruant ainsi les conduites et provoquant des pannes d'équipement ; les bavures saillantes gênent l'ajustement des pièces lors de l'assemblage et rayent les pièces d'étanchéité.
Ébavurage des contours externes
La brosse magnétique élastique frappe à plusieurs reprises la racine de la bavure, ce qui provoque la fatigue de la partie fine de la bavure et sa séparation du métal de base. La force d'usinage est uniforme, ce qui évite les chanfreins irréguliers causés par le polissage manuel à la lime.
Ébavurage des intersections des alésages intérieurs
C'est là la valeur fondamentale de la technologie MAF. Pour les alésages qui se croisent, tels que ceux des corps de vannes hydrauliques, des circuits d'huile moteur et des composants de cathéters médicaux, le fluide peut atteindre les bavures cachées à l'intersection des alésages, que nul autre équipement d'ébavurage automatique ne peut atteindre.
Arrondissage contrôlé des micro-arêtes
Une fois les bavures éliminées, prolonger la durée de traitement permet d'arrondir uniformément les arêtes vives afin de former une surface légèrement incurvée et lisse, ce qui évite non seulement que les opérateurs chargés de l'assemblage ne se blessent, mais réduit également le risque de concentration de contraintes sur les pièces soumises à des charges alternées.
Avantages, inconvénients et domaine d'application de la technologie MAF
Aucun procédé de traitement de surface ne peut à lui seul couvrir tous les cas de figure. Il convient de bien cerner les avantages et les limites de la finition par abrasion magnétique afin de choisir le procédé le plus adapté à chaque pièce.
Des avantages exceptionnels
Sa principale caractéristique réside dans sa force de contact de traitement extrêmement faible. Les pièces à parois minces, les micro-composants et les structures à lames fines ne subiront aucune déformation ni aucun écart dimensionnel pendant le polissage. La brosse magnétique flexible ne risque pas de rayer localement la surface de la pièce sous l'effet d'une pression excessive.
Principales limites
Si la pièce présente des cavités profondes et fermées et que le champ magnétique ne peut pas pénétrer à l'intérieur, le fluide ne peut pas former une brosse de meulage efficace, ce qui entraîne un polissage local incomplet. Les pièces complexes de forme particulière nécessitent plusieurs séries de tests de paramètres pour stabiliser le résultat de l'usinage.
Cas de figure non adaptés au MAF
Pour les pièces plates de grande taille nécessitant l'enlèvement d'une importante quantité de matière, ou pour les pièces standard produites en série à faible coût, le meulage par vibration, le polissage à la bande abrasive et d'autres procédés traditionnels offrent une meilleure efficacité de production et un coût global moindre.
Comparaison entre le procédé MAF et les autres procédés de polissage courants
VS Polissage mécanique traditionnel
Les disques de ponçage, les bandes abrasives et les têtes de meulage fixes constituent des méthodes d'usinage par contact rigide, qui ne conviennent qu'aux surfaces planes et ouvertes, et risquent facilement d'endommager les petits bords en raison d'un polissage excessif. Le contact flexible du système MAF s'adapte à toutes les surfaces courbes complexes et à toutes les structures de trous intérieurs.
VS Électropolissage
L'électropolissage repose sur la dissolution chimique pour éliminer le métal, ce qui nécessite la mise en place d'un électrolyte corrosif et le traitement des eaux usées. Le MAF relève du polissage purement physique, sans pollution chimique, et l'élimination des irrégularités de surface est plus ciblée.
Finition par polissage à vibrations VS
Le meulage par vibration permet de traiter simultanément plusieurs pièces par lots, à un faible coût unitaire, mais il ne permet pas de polir de manière indépendante la zone clé de l'alésage intérieur d'une seule pièce, et l'uniformité du traitement de surface des pièces complexes est médiocre.
VS Usinage par flux abrasif (AFM)
Le polissage par extrusion à flux abrasif repose sur l'utilisation d'une pâte de polissage sous haute pression pour polir les alésages intérieurs, mais la pression de contact est importante, ce qui peut facilement déformer les pièces à parois minces. La technologie MAF permet de régler la force magnétique afin d'obtenir un polissage doux à basse pression, avec un contrôle de précision accru.
Principaux domaines d'application de la finition magnétique par abrasion
Composants pour conduites hydrauliques et pneumatiques
Les corps de soupapes, les blocs de distribution, les tubes fins et les canaux d'injecteurs de carburant constituent des exemples typiques d'applications. Les surfaces intérieures lisses réduisent la turbulence des fluides, empêchent le dépôt d'impuretés et améliorent la stabilité de fonctionnement des systèmes hydrauliques.
Implants médicaux et instruments chirurgicaux
Les implants orthopédiques, les instruments chirurgicaux mini-invasifs et les composants de distribution de microfluides nécessitent des surfaces ultra-lisses afin de réduire l'adhérence bactérienne et d'améliorer la biocompatibilité. Contrairement au polissage chimique, le procédé MAF ne laisse aucun résidu chimique à la surface.
Composants aérospatiaux haute performance
Les aubes de turbine, les pièces de profil aérodynamique et les composants du système d'alimentation en carburant des aéronefs ont recours à la technologie MAF pour optimiser la rugosité de surface sans altérer les profils aérodynamiques, ce qui améliore efficacement la résistance à la fatigue des pièces soumises à des conditions de fonctionnement à haute température et à grande vitesse.
Moules et pièces mécaniques de précision
Les inserts de moules, les micro-engrenages, les tiroirs de soupapes et les accessoires pour outils de coupe permettent de remplacer l'ébavurage manuel par la technologie MAF, ce qui uniformise la qualité de surface des pièces produites en série et réduit considérablement les coûts liés aux contrôles manuels.
Variables clés du processus et difficultés de mise en œuvre
L'effet de polissage final du MAF dépend à la fois de plusieurs variables interdépendantes, et le débogage du processus est essentiel pour garantir une production en série stable :
- Dureté du matériau de la pièce et rugosité initiale de la surface : les matériaux durs nécessitent des cycles d'usinage plus longs ou des abrasifs à haute dureté
- Structure interne et externe : les trous borgnes profonds et les parois ultra-fines nécessitent une réduction de l'intensité du champ magnétique afin d'éviter toute déformation
- Les paramètres de sélection du milieu de polissage : la taille des particules abrasives et le rapport de mélange de la poudre ferromagnétique ont une incidence directe sur l'efficacité du polissage
- Réglage des paramètres dynamiques : la vitesse de rotation, la puissance de sortie du champ magnétique et la distance de l'interstice doivent être ajustées une à une.
Comment intégrer le MAF dans une chaîne de production CNC
Dans les usines d'usinage CNC, la finition par abrasion magnétique est utilisée comme processus de post-traitement après le tournage et le fraisage, ce qui permet de résoudre les problèmes de défauts de surface qui ne peuvent être éliminés par les seuls outils de coupe.
1. Éliminer les traces de l'avance de l'outil et les micro-saillies laissées par la découpe CNC sans modifier les dimensions finales ;
2. Élimination ciblée des bavures au niveau des trous transversaux, des surfaces en gradins et des trous filetés ;
3. Polir le canal interne qui ne peut être atteint par aucun outil rotatif ;
4. Harmoniser les paramètres du cycle de traitement en fonction des différents modèles de produits afin de mettre en place une production automatisée sur chaîne de montage.
Critères de décision : quand faut-il opter pour la technologie MAF ?
Il est recommandé d'opter pour la finition par abrasion magnétique si vous remplissez les conditions suivantes :
- Il est nécessaire d'éliminer les micro-bavures sur les pièces ayant subi une finition de précision
- Il y a des trous qui se croisent, des rainures internes et des structures cachées difficiles à polir
- Les parois fines et les arêtes vives se déforment facilement sous la pression exercée lors d'un polissage agressif
- Le polissage manuel ne permet pas de garantir une qualité de surface homogène pour les produits fabriqués en série.
- La finition de surface a une incidence directe sur la durée de vie du produit et ses performances en matière de sécurité
Optez pour d'autres procédés de polissage dans les situations suivantes :
- Il faut enlever une grande quantité de matière métallique
- Pièces standard à faible coût, aux contours simples et destinées à la production en série
- La structure de la pièce empêche totalement la pénétration des lignes de champ magnétique
- Seules les grandes surfaces extérieures planes doivent faire l'objet d'un polissage grossier
Conclusion
La finition abrasive magnétique comble le vide technique entre la découpe CNC et les technologies de polissage traditionnelles. Elle n'est pas destinée à l'enlèvement de matière à grande échelle et ne remplace pas tous les procédés de traitement de surface, mais elle offre une solution fiable pour surmonter les difficultés de polissage des alésages internes complexes et des micro-pièces de précision.
Pour les fabricants de pièces de précision usinées sur mesure par CNC, l'évaluation du procédé MAF doit être intégrée dès les premières étapes de l'établissement du devis et de la planification du processus. L'emplacement des bavures, la norme de rugosité visée et l'accessibilité structurelle de la pièce détermineront conjointement si la finition par abrasion magnétique constitue la solution de traitement de surface la plus rentable.