








Hochpräzise CNC-Bauteile, vorbereitet für die magnetische Schleifbearbeitung
Hochpräzise Fertigungsstandards stellen höhere Anforderungen an jedes bearbeitete Werkstück. Selbst Teile mit vollständig qualifizierten Maßtoleranzen stoßen an ihre Leistungsgrenzen, wenn die Oberflächenbehandlung nicht den Anforderungen entspricht. Scharfe Restkanten, winzige Grate in Querbohrungen und regelmäßige Bearbeitungsspuren bilden Spannungskonzentrationsstellen, die die Lebensdauer von Präzisionsteilen im Langzeitbetrieb verkürzen.
Das magnetische Schleifverfahren (MAF) hat sich zu einer idealen, maßgeschneiderten Lösung für Hersteller entwickelt, die mit Oberflächenfehlern zu kämpfen haben. Im Gegensatz zum herkömmlichen Polieren mit starren Werkzeugen oder zur chemischen Tauchbehandlung nutzt diese Technologie steuerbare Magnetfelder, um Schleifmittel anzutreiben, wodurch eine gleichmäßige Oberflächengüte im Mikrometerbereich erzielt wird. Zudem lassen sich damit winzige, komplexe Strukturen bearbeiten, die mit anderen Verfahren nicht erreicht werden können.
Wesentliche Wettbewerbsvorteile der magnetischen Schleifbearbeitung
- Ein Magnetfeld treibt die Schleifpartikel an, wobei der Bearbeitungsdruck ultrafein einstellbar ist
- Mikrograte vollständig entfernen, ohne die Oberfläche des Werkstücks zu zerkratzen oder zu verformen
- Geeignet für Innenbohrungen, gekrümmte Führungsbahnen, sich kreuzende Bohrungen und unregelmäßige, komplexe Profile
- Weit verbreitet bei medizinischen Implantaten, Bauteilen für die Luft- und Raumfahrt sowie in der Präzisionsmetallbearbeitung
- Die endgültige Oberflächenrauheit lässt sich durch Anpassung der Medien- und Magnetparameter präzise einstellen.
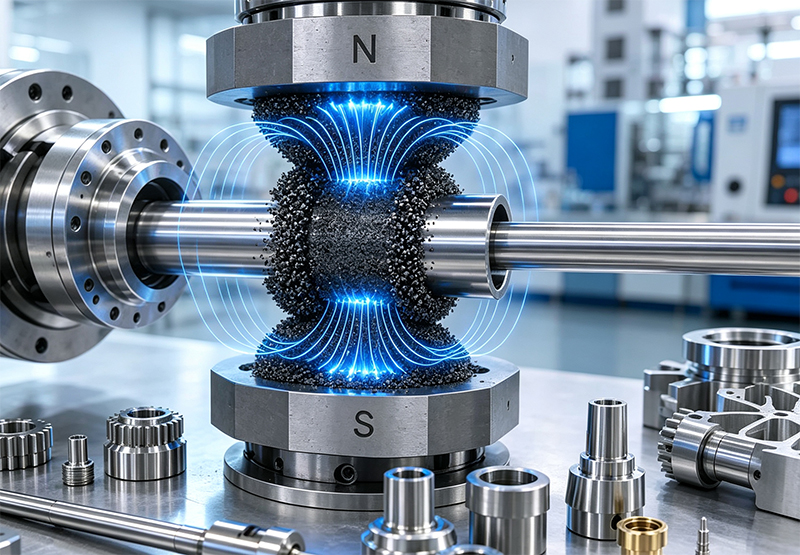
Das Funktionsprinzip der magnetischen Schleifbearbeitung
Technische Darstellung zur Veranschaulichung des Funktionsprinzips der magnetischen Schleifbearbeitung
Die zentrale Wettbewerbsstärke von MAF liegt in seinem flexiblen Kontaktpolierverfahren, das sich grundlegend von festen Schleifwerkzeugen unterscheidet. Der gesamte Bearbeitungszyklus lässt sich in vier Kernschritte unterteilen:
1. Fokussierung durch Magnetfelder
Elektromagnetische Spulen oder Hochleistungs-Permanentmagnete erzeugen ein stabiles und einstellbares Magnetfeld um das Werkstück herum. Der Magnetfluss kann das ferromagnetische Schleifmittel im Bereich der Zielbearbeitung festhalten, und die Stärke der Magnetkraft lässt sich entsprechend der Härte und Wandstärke des Bauteils anpassen.
2. Herstellung einer flexiblen magnetischen Schleifbürste
Die ferromagnetischen Trägerpartikel auf Eisenbasis im Medium ordnen sich entlang der Magnetinduktionslinien an und bilden so unzählige elastische Bürstenfilamente. Diese Magnetbürste weist eine hohe Verformbarkeit auf und passt sich automatisch Bögen, Ecken und engen Spalten an, ohne dass tote Winkel entstehen.
3. Feinschneiden und Oberflächenbearbeitung
Bei einer relativen Drehbewegung oder einer Hin- und Herbewegung zwischen dem Werkstück und der Magnetbürste schaben die auf dem Träger aufgebrachten Schleifkörner kontinuierlich die erhabene Struktur auf der Metalloberfläche ab. Dabei werden nur die winzigen Erhebungen auf der Oberfläche entfernt, während die Gesamtkontur des Werkstücks nicht wesentlich verändert wird.
4. Kontinuierliche Optimierung der Oberflächenstruktur
Durch die Verlängerung der Bearbeitungszeit werden die beim CNC-Schneiden entstandenen Werkzeugspuren, Spirallinien und Gratansätze nach und nach abgeschliffen, wodurch eine gleichmäßige, isotrope, matte oder spiegelglatte Oberfläche entsteht, die die Verschleißfestigkeit und Dichtungsleistung der Teile erheblich verbessert.
Erforderliche Ausrüstung und passende Schleifmittel
Auf dem Markt sind verschiedene MAF-Anlagentypen erhältlich, darunter kleine rotierende Tischmaschinen für die Einzelstückbearbeitung in kleinen Chargen sowie vollautomatische Anlagen mit Gelenkmechanismus, die auf CNC-Fertigungslinien für die Massenproduktion abgestimmt sind. Die Stabilität der Bearbeitungsqualität hängt hauptsächlich von zwei zentralen Komponenten ab: dem Magnetfelderzeugungssystem und dem Verbund-Schleifmedium.
Klassifizierung magnetischer Schleifmittel nach ihrer Zusammensetzung
Das Medium besteht aus einem Verbundpartikel, das mit zwei funktionellen Rohstoffen gemischt ist:
- Ferromagnetische Trägerpartikel: meist reines Eisen- oder legiertes Stahlpulver, das dazu dient, die magnetische Anziehungskraft aufzunehmen und das Gerüst der Schleifbürste zu bilden
- Harte Schleifpartikel: auf die Oberfläche des Trägers aufgebracht, sorgen für das Mikroschleifen und Polieren von Metall
Die Partikelgröße wirkt sich direkt auf die Bearbeitbarkeit aus. Grobe Partikel eignen sich zum schnellen Entgraten von Außenflächen, während ultrafeine Mikropulver-Strahlmittel in winzige Mikroporen und schmale Innenkanäle eindringen können.
Auswahlkriterien für Schleifmittel
Wählen Sie je nach Werkstückmaterial und Polierziel unterschiedliche Schleifmittelarten aus:
- Aluminiumoxid: universelles Schleifmittel, geeignet für die meisten Werkstücke aus Kohlenstoffstahl und Edelstahl
- Siliziumkarbid: hohe Schnittkraft, besonders geeignet für die Entfernung großer Grate und die Grobbearbeitung von Oberflächen
- Diamantschleifmittel: für hochharte Werkstoffe wie Werkzeugstahl, Hartmetall und Superlegierungen
Einstellung der Magnetfeldstärke
Die Stärke des Magnetfelds bestimmt direkt die Härte der Magnetbürste:
Hohe Magnetkraft = fest sitzende Schleifbürste, hohe Abtragseffizienz, geeignet für dicke Außengrate;
Geringe Magnetkraft = weiche, elastische Bürste, Bearbeitung mit geringem Druck, geeignet für dünnwandige Teile und präzise Miniaturstrukturen, um ein Einbrechen der Kanten zu vermeiden.
Tatsächlicher Oberflächeneffekt nach der MAF-Behandlung
Vergleich der Oberflächenstruktur: rau bearbeitete Oberfläche (links) im Vergleich zur fertigen Oberfläche nach der MAF-Behandlung (rechts)
Die standardisierte magnetische Schleifbearbeitung kann mehrere Oberflächenprobleme von CNC-bearbeiteten Teilen gleichzeitig lösen, wobei sich die Bearbeitungsergebnisse auf die folgenden vier Aspekte konzentrieren:
1. Den Wert der Oberflächenrauheit deutlich reduzieren
Die durch Fräsen und Drehen entstehenden regelmäßigen Vorschubspuren und spiralförmigen Werkzeugstrukturen lassen sich vollständig beseitigen. Die gleichmäßige, ungeordnete Oberfläche nach dem Polieren kann den Reibungswiderstand verringern, die Ansammlung von Ölrückständen verhindern und die Ermüdungslebensdauer beweglicher Teile wirksam verlängern.
2. Gründliches Mikroentgraten und Kantenhomogenisierung
Bei winzigen Graten an Lochkreuzungen, Gewindeöffnungen und Stufenkanten kann die Magnetbürste Restgrate vollständig entfernen, ohne dass es zu einer übermäßigen Fasenbildung kommt. An allen Kanten bleiben gleichmäßige Mikroverrundungen erhalten, wodurch Ursachen für Spannungsrisse beseitigt werden.
3. Einzigartiger Verarbeitungsvorteil für komplexe interne Kanäle
Herkömmliche Werkzeuge wie Rotationsfeilen und Schleifbänder können nicht in tiefe Bohrungen, Querkanäle und geschlossene Innenhohlräume vordringen. Das flüssig-magnetische Schleifmedium kann unter magnetischer Anziehung frei im Innenhohlraum fließen und so eine lückenlose Politur ohne tote Winkel ermöglichen.
4. Stabile Maßhaltigkeit für die Serienfertigung
Bei festgelegten Parametern für Magnetkraft, Drehzahl und Bearbeitungszyklus lässt sich der Materialabtrag pro Charge im Mikrometerbereich steuern, wodurch die durch die CNC-Endbearbeitung erzielten Maßtoleranzen nicht beeinträchtigt werden und die Produktkonsistenz weitaus höher ist als beim manuellen Polieren.
Magnetisches Entgraten: Lösung für ein seit langem bestehendes Problem in der Präzisionsbearbeitung
Grate sind unvermeidbare Nebenprodukte beim Zerspanen, Bohren und Gewindeschneiden von Metall. Lose Grate können während des Betriebs von Hydraulik- und Gaskreisläufen abfallen, Leitungen verstopfen und zu Ausfällen der Anlagen führen; hervorstehende Grate beeinträchtigen die Passgenauigkeit bei der Montage und verursachen Kratzer an Dichtungsteilen.
Entgraten von Außenkonturen
Die elastische Magnetbürste schlägt wiederholt auf die Gratwurzel ein, sodass der dünne Gratteil ermüdet und sich vom Grundmetall löst. Die Bearbeitungskraft ist gleichmäßig, und es entstehen keine ungleichmäßigen Fasen, wie sie beim manuellen Polieren mit einer Feile auftreten können.
Entgraten von Schnittstellen an Innenbohrungen
Dies ist der zentrale Vorteil der MAF-Technologie. Bei sich kreuzenden Bohrungen in Hydraulikventilkörpern, Motorölkanälen und medizinischen Katheterteilen kann das Medium die versteckten Grate an den Bohrungskreuzungspunkten erreichen, die von keiner anderen automatischen Entgratungsanlage abgedeckt werden können.
Steuerbare Mikro-Kantenverrundung
Nach dem Entfernen von Graten können durch eine Verlängerung der Bearbeitungszeit scharfe Kanten gleichmäßig abgerundet werden, sodass eine winzige, glatte Bogenfläche entsteht. Dies verhindert nicht nur, dass sich die Monteure beim Zusammenbau verletzen, sondern verringert auch das Risiko von Spannungskonzentrationen an den Bauteilen unter Wechselbeanspruchung.
Vorteile, Nachteile und Anwendungsgrenzen der MAF-Technologie
Kein einzelnes Oberflächenbehandlungsverfahren kann alle Bearbeitungsszenarien abdecken. Erläutern Sie die Vorteile und Grenzen der magnetischen Strahlbearbeitung, um für verschiedene Werkstücke das am besten geeignete Verfahren zu ermitteln.
Herausragende Vorteile
Das herausragendste Merkmal ist die extrem geringe Bearbeitungskraft. Dünnwandige Teile, Mikro-Bauteile und dünne Lamellenstrukturen weisen beim Polieren keine Verformungen oder Maßabweichungen auf. Die flexible Magnetbürste verursacht keine lokalen Kratzer auf der Werkstückoberfläche durch übermäßigen Druck.
Wichtigste Einschränkungen
Verfügt das Werkstück über tiefe, geschlossene Hohlräume und kann das Magnetfeld nicht bis in den inneren Bereich vordringen, kann das Medium keine wirksame Schleifbürste bilden, was zu einer unvollständigen lokalen Politur führt. Komplexe Sonderformteile erfordern mehrere Durchläufe von Parametertests, um das Bearbeitungsergebnis zu stabilisieren.
Szenarien, die für MAF nicht geeignet sind
Bei flachen, großformatigen Werkstücken, bei denen ein hoher Materialabtrag erforderlich ist, oder bei kostengünstigen Standard-Serienteilen bieten Vibrationsschleifen, Sandbandpolieren und andere traditionelle Verfahren eine höhere Produktionseffizienz und niedrigere Gesamtkosten.
Vergleich zwischen MAF und anderen gängigen Polierverfahren
Im Vergleich zum herkömmlichen mechanischen Polieren
Schleifscheiben, Schleifbänder und feststehende Schleifköpfe sind starre Bearbeitungsmethoden, die sich nur für offene, ebene Flächen eignen und bei kleinen Kanten leicht zu Schäden durch Überpolieren führen können. Der flexible Kontakt von MAF passt sich jeder komplexen, gekrümmten Oberfläche und jeder Innenbohrungsstruktur an.
VS-Elektropolieren
Beim Elektropolieren wird Metall durch chemische Auflösung entfernt, wofür ein korrosiver Elektrolyt benötigt wird und die anfallenden Abwässer aufbereitet werden müssen. Das MAF-Verfahren gehört zum rein physikalischen Polieren, verursacht keine chemische Umweltbelastung und ermöglicht eine gezieltere Entfernung von Oberflächenunebenheiten.
VS-Vibrationstrommel-Veredelung
Beim Vibrationsschleifen können mehrere Teile gleichzeitig chargenweise bearbeitet werden, was geringe Stückkosten mit sich bringt; allerdings lässt sich der wichtige Bereich der Innenbohrung eines einzelnen Teils dabei nicht gezielt polieren, und die Gleichmäßigkeit der Oberflächenbehandlung bei komplexen Teilen ist mangelhaft.
VS Abrasive Flow Machining (AFM)
Beim Polieren durch Abrasivströmungsextrusion werden Innenbohrungen mit einer unter hohem Druck stehenden Polierpaste poliert; dabei ist der Anpressdruck jedoch sehr hoch, was bei dünnwandigen Teilen leicht zu Verformungen führen kann. MAF passt die Magnetkraft an, um ein sanftes Niederdruckpolieren mit höherer Präzision zu ermöglichen.
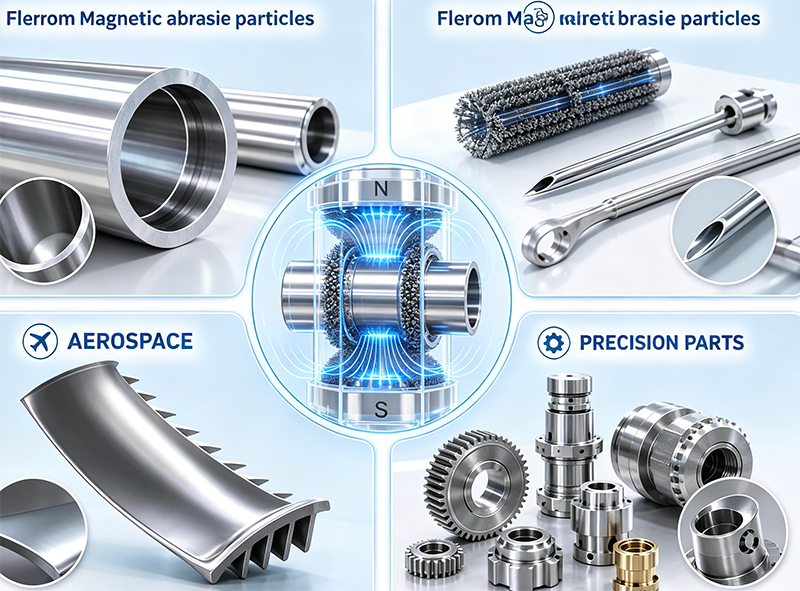
Hauptanwendungsbereiche der magnetischen Schleifbearbeitung
Teile für Hydraulik- und Pneumatikleitungen
Typische Anwendungsbereiche sind Ventilkörper, Verteilerblöcke, dünnwandige Rohre und Einspritzkanäle. Glatte Innenflächen verringern Strömungsturbulenzen, verhindern die Ablagerung von Verunreinigungen und verbessern die Laufruhe des Hydrauliksystems.
Medizinische Implantate und chirurgische Instrumente
Orthopädische Implantate, minimalinvasive chirurgische Instrumente und Komponenten für die Mikrofluidik benötigen extrem glatte Oberflächen, um die Anhaftung von Bakterien zu verringern und die Biokompatibilität zu verbessern. Im Gegensatz zum chemischen Polieren hinterlässt das MAF-Verfahren keine chemischen Rückstände auf der Oberfläche.
Hochleistungskomponenten für die Luft- und Raumfahrt
Bei Turbinenschaufeln, Tragflächenbauteilen und Komponenten des Flugzeugtreibstoffsystems wird das MAF-Verfahren eingesetzt, um die Oberflächenrauheit zu optimieren, ohne die aerodynamischen Profile zu beeinträchtigen, wodurch die Ermüdungsfestigkeit der Bauteile unter Betriebsbedingungen mit hohen Temperaturen und hohen Drehzahlen wirksam verbessert wird.
Formteile und Präzisionsbauteile
Formeinsätze, Mikrogetriebe, Ventilschieber und Zubehör für Schneidwerkzeuge ersetzen das manuelle Entgraten durch MAF, wodurch die Oberflächenqualität von Serienbauteilen vereinheitlicht und die Kosten für manuelle Prüfungen erheblich gesenkt werden.
Wichtige Prozessvariablen und Schwierigkeiten bei der Umsetzung
Das endgültige Polierergebnis von MAF wird gemeinsam von mehreren miteinander zusammenhängenden Variablen bestimmt, und die Prozessoptimierung ist der Schlüssel zu einer stabilen Serienproduktion:
- Härte des Werkstückmaterials und anfängliche Oberflächenrauheit: Harte Werkstoffe erfordern längere Bearbeitungszyklen oder hochharte Schleifmittel
- Teile mit interner und externer Struktur: Bei tiefen Sacklöchern und ultradünnen Wänden muss die Magnetfeldstärke reduziert werden, um Verformungen zu vermeiden
- Parameter zur Abstimmung des Poliermittels: Die Korngröße der Schleifpartikel und das Mischungsverhältnis des ferromagnetischen Pulvers wirken sich direkt auf die Polierleistung aus.
- Bearbeitung dynamischer Parameter: Drehzahl, Magnetfeldleistung und Bearbeitungsabstand müssen einzeln aufeinander abgestimmt werden
So integrieren Sie MAF in eine CNC-Fertigungslinie
In CNC-Bearbeitungsbetrieben wird die magnetische Schleifbearbeitung als Nachbearbeitungsverfahren nach dem Drehen und Fräsen eingesetzt, wodurch Oberflächenfehler behoben werden, die sich mit Schneidwerkzeugen allein nicht beseitigen lassen.
1. Entfernen Sie die durch den CNC-Zuschnitt entstandenen Werkzeugspuren und Mikrovorsprünge, ohne dabei die Fertigmaße zu verändern;
2. Gezielte Entfernung von Graten an Querbohrungen, Stufenflächen und Gewindebohrungen;
3. Polieren Sie den inneren Durchflusskanal, der von keinem rotierenden Werkzeug berührt werden darf;
4. Vereinheitlichung der Parameter des Verarbeitungszyklus entsprechend den verschiedenen Produktmodellen, um eine automatisierte Fertigung am Fließband zu realisieren.
Entscheidungskriterium: Wann sollten Sie sich für die MAF-Technologie entscheiden?
Es wird empfohlen, die magnetische Schleifbearbeitung anzuwenden, wenn die folgenden Bedingungen erfüllt sind:
- Mikrograte an präzisionsgefertigten Teilen müssen entfernt werden
- Es gibt sich kreuzende Bohrungen, innere Führungen und verborgene Strukturen, die sich nur schwer polieren lassen
- Dünne Wände und scharfe Kanten verformen sich leicht unter starkem Polierdruck
- Durch manuelles Polieren lässt sich keine gleichbleibende Oberflächenqualität bei Massenprodukten gewährleisten
- Die Oberflächenbeschaffenheit wirkt sich unmittelbar auf die Lebensdauer und die Sicherheit des Produkts aus
Wählen Sie in den folgenden Situationen alternative Polierverfahren:
- Es muss eine große Menge an Metallabtrag entfernt werden
- Kostengünstige Standardteile mit einfacher Kontur und in Serienfertigung
- Die Struktur des Werkstücks verhindert das Eindringen von Magnetfeldlinien vollständig
- Nur große, ebene Außenflächen müssen grob poliert werden
Schlussfolgerung
Die magnetische Schleifbearbeitung schließt die Verarbeitungslücke zwischen dem CNC-Schneiden und der herkömmlichen Poliertechnik. Sie dient weder zum großflächigen Materialabtrag noch ersetzt sie alle Oberflächenbehandlungsverfahren, bietet jedoch eine zuverlässige Lösung für den Polierengpass bei komplexen Innenbohrungen und Mikropräzisionsteilen.
Für Hersteller von maßgeschneiderten CNC-Präzisionsteilen sollte die Bewertung des MAF-Verfahrens bereits in der frühen Phase der Angebotserstellung und Prozessplanung berücksichtigt werden. Die Lage der Grate, die angestrebte Rauheitsnorm und die Zugänglichkeit der Teilestruktur entscheiden gemeinsam darüber, ob die magnetische Schleifbearbeitung das kostengünstigste Verfahren zur Oberflächenbehandlung ist.