








High-precision CNC components prepared for magnetic abrasive finishing treatment
High-precision manufacturing standards raise higher requirements for every machined workpiece. Even parts with fully qualified dimensional tolerance will face performance bottlenecks if surface treatment is not up to standard. Sharp residual edges, tiny burrs inside cross holes, and regular tool machining marks will form stress concentration points, shortening the service life of precision parts in long-term operation.
Magnetic Abrasive Finishing (MAF) has become an ideal targeted solution for manufacturers troubled by surface defects. Unlike traditional rigid tool polishing or chemical immersion treatment, this technology relies on controllable magnetic fields to drive abrasive media, realizing micron-level uniform surface finishing, and can reach tiny complex structures that other processes cannot touch.
Core Competitive Advantages of Magnetic Abrasive Finishing
- Magnetic field drives abrasive particles, with ultra-fine adjustable processing pressure
- Completely remove micro burrs without scratching or deforming the workpiece surface
- Suitable for inner holes, curved runners, intersecting holes and irregular complex profiles
- Widely used in medical implants, aerospace parts and precision hardware processing
- The final surface roughness can be accurately adjusted by modifying media and magnetic parameters
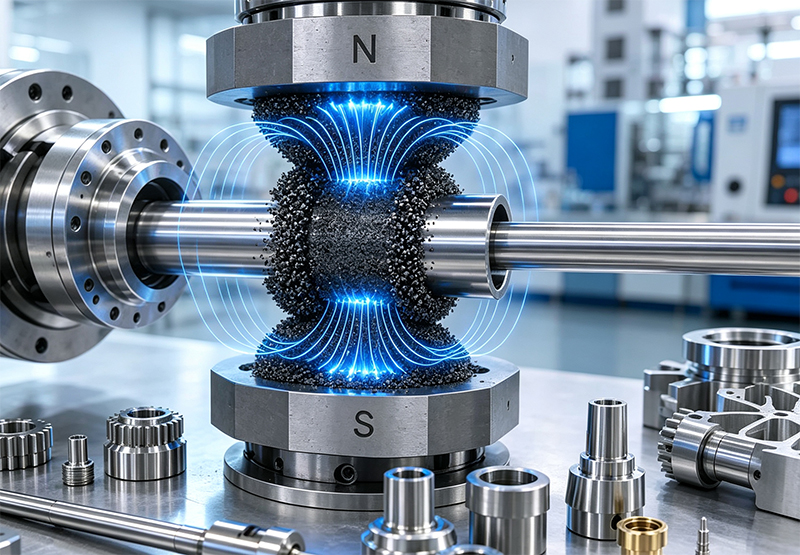
The Working Principle Behind Magnetic Abrasive Finishing
Technical diagram illustrating the magnetic abrasive finishing working principle
The core competitiveness of MAF lies in its flexible contact polishing mode, which is fundamentally different from fixed grinding tools. The whole processing cycle can be divided into four core steps:
1. Magnetic Field Focusing
Electromagnetic coils or high-performance permanent magnets form a stable and adjustable magnetic field around the workpiece. The magnetic flux can lock the ferromagnetic abrasive medium around the target processing area, and the magnetic force size can be adjusted according to the hardness and wall thickness of the part.
2. Forming Flexible Magnetic Grinding Brush
The iron-based ferromagnetic carrier particles in the medium will arrange along the magnetic induction lines to form countless elastic brush filaments. This magnetic brush has strong deformability and can automatically fit arcs, corners and narrow gaps without dead angles.
3. Micro Cutting and Surface Trimming
When there is relative rotation or reciprocating motion between the workpiece and the magnetic brush, the abrasive grains wrapped on the carrier will continuously scrape the raised texture on the metal surface. Only the tiny protrusions on the surface are removed, and the overall outline size of the part will not be changed excessively.
4. Continuous Optimization of Surface Texture
With the extension of processing time, the tool marks, spiral lines and burr roots left by CNC cutting are gradually worn flat, forming uniform isotropic matte or mirror surface, which greatly improves the wear resistance and sealing performance of parts.
Necessary Equipment and Matching Abrasive Media
The market has diversified MAF equipment types, including small rotary desktop machines for small batch single-piece processing and fully automatic linkage equipment matched with CNC production lines for mass production. The stability of processing quality mainly depends on two core supporting materials: magnetic field generating system and composite abrasive medium.
Composition Classification of Magnetic Abrasive Media
The medium is a composite particle mixed with two functional raw materials:
- Ferromagnetic carrier particles: mostly pure iron or alloy steel powder, used to receive magnetic traction and build the framework of the grinding brush
- Hard abrasive particles: wrapped on the surface of the carrier, responsible for metal micro-cutting and polishing
The particle size directly affects the processing accessibility. Coarse particles are suitable for rapid deburring of outer surfaces, while ultra-fine micro-powder media can penetrate tiny micropores and slender inner channels.
Selection Rules for Abrasive Materials
Choose different abrasive types according to workpiece material and polishing target:
- Aluminum oxide: universal abrasive, applicable to most carbon steel and stainless steel workpieces
- Silicon carbide: strong cutting force, preferred for large burr removal and rough surface finishing
- Diamond abrasive: for high-hardness materials such as die steel, cemented carbide and superalloy
Magnetic Field Strength Parameter Adjustment
The magnetic field output directly controls the hardness of the magnetic brush:
High magnetic force = tight grinding brush, high material removal efficiency, suitable for thick outer burrs;
Low magnetic force = soft elastic brush, low pressure processing, suitable for thin-walled parts and miniature precision structures to avoid edge collapse.
Actual Surface Effect After MAF Treatment
Surface texture comparison: rough machined surface (left) vs. finished surface after MAF treatment (right)
Standardized magnetic abrasive finishing can simultaneously solve multiple surface problems of CNC machined parts, and the processing effects are concentrated in the following four aspects:
1. Greatly Reduce Surface Roughness Value
The regular feed marks and tool spiral textures formed by milling and turning can be completely eliminated. The uniform disordered surface after polishing can reduce friction resistance, avoid oil residue accumulation and effectively extend the fatigue life of moving parts.
2. Thorough Micro Deburring and Edge Homogenization
For tiny burrs at hole intersections, thread openings and step edges, the magnetic brush can completely remove residual burrs without excessive chamfering. All edges maintain consistent micro fillets, eliminating stress crack sources.
3. Unique Processing Advantage for Internal Complex Channels
Traditional tools such as rotary files and abrasive belts cannot enter deep holes, cross flow channels and closed inner cavities. The fluid magnetic abrasive medium can flow freely in the inner cavity under magnetic traction to realize full coverage polishing without blind areas.
4. Stable Dimensional Consistency for Mass Production
Under fixed magnetic force, rotation speed and processing cycle parameters, the material removal amount per batch is controllable at the micron level, which will not damage the dimensional tolerance completed by CNC finishing, and the product consistency is far higher than manual polishing.
Magnetic Deburring: Solve the Long-standing Pain Point of Precision Machining
Burrs are unavoidable by-products of metal cutting, drilling and tapping. Floating burrs may fall off during the operation of hydraulic and gas circuits, blocking pipelines and causing equipment failure; protruding burrs will interfere with assembly matching and scratch sealing parts.
External Contour Deburring
The elastic magnetic brush repeatedly impacts the burr root, so that the thin burr part is fatigued and separated from the base metal. The processing force is uniform, and there will be no uneven chamfering caused by manual file polishing.
Inner Hole Intersection Deburring
This is the core value of MAF technology. For intersecting holes of hydraulic valve bodies, engine oil channels and medical catheter parts, the medium can reach the hidden burr position at the hole intersection, which cannot be covered by any other automatic deburring equipment.
Controllable Micro Edge Rounding
After removing burrs, extending the processing time can uniformly round sharp edges to form a tiny smooth arc surface, which not only avoids scratching assembly workers, but also reduces the stress concentration risk of parts under alternating load.
Advantages, Defects and Applicable Boundary of MAF Technology
No single surface treatment process can cover all processing scenarios. Clarify the advantages and limitations of magnetic abrasive finishing to match the most appropriate process for different workpieces.
Outstanding Advantages
The most prominent feature is ultra-low processing contact force. Thin-walled parts, micro hardware and thin blade structures will not produce deformation or size deviation during polishing. The flexible magnetic brush will not scratch the workpiece surface locally due to excessive pressure.
Main Limitations
If the workpiece has deep closed cavities and the magnetic field cannot penetrate into the inner area, the medium cannot form an effective grinding brush, resulting in incomplete local polishing. Complex special-shaped parts need multiple rounds of parameter testing to stabilize the processing effect.
Scenarios Not Suitable for MAF
For flat large workpieces that need to remove a large amount of metal allowance, or low-cost standard mass-produced parts, vibration grinding, sand belt polishing and other traditional processes have higher production efficiency and lower comprehensive cost.
Comparison Between MAF and Other Mainstream Polishing Processes
VS Traditional Mechanical Polishing
Sanding discs, abrasive belts and fixed grinding heads are rigid contact processing, only suitable for open flat surfaces, and it is easy to cause over-polishing damage to small edges. MAF flexible contact can adapt to any complex curved surface and inner hole structure.
VS Electropolishing
Electropolishing relies on chemical dissolution to remove metal, which needs to configure corrosive electrolyte and treat waste liquid. MAF belongs to pure physical polishing, no chemical pollution, and the removal amount of surface protrusions is more directional.
VS Vibration Tumbling Finishing
Vibration grinding can process multiple parts in batches at the same time, with low unit cost, but it cannot independently polish the key inner hole area of a single part, and the surface treatment uniformity of complex parts is poor.
VS Abrasive Flow Machining (AFM)
Abrasive flow extrusion polishing relies on high-pressure push paste to polish inner holes, but the contact pressure is large, which is easy to deform thin-walled parts. MAF adjusts the magnetic force to realize soft low-pressure polishing with higher precision control.
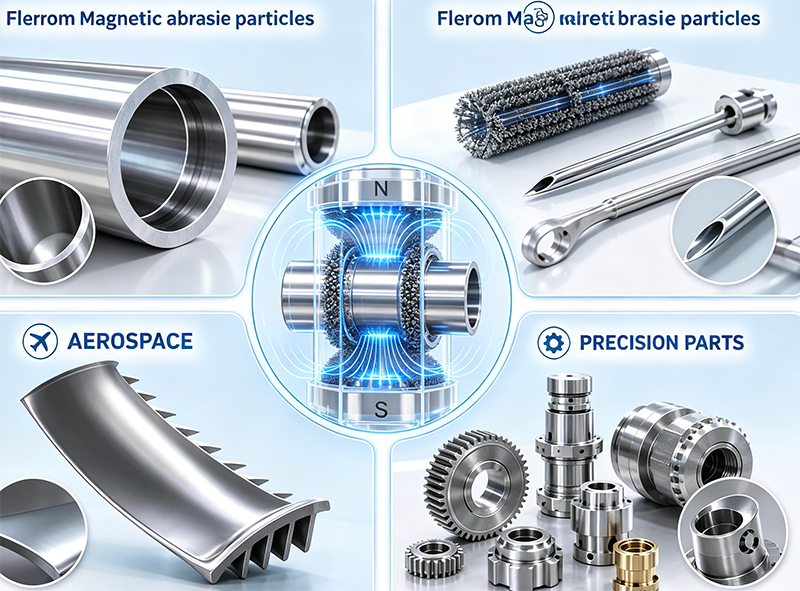
Main Application Fields of Magnetic Abrasive Finishing
Hydraulic and Pneumatic Pipeline Parts
Valve bodies, manifold blocks, slender tubing and fuel injector runners are typical application products. Smooth inner surfaces reduce fluid turbulence, avoid impurity deposition and improve the stability of hydraulic system operation.
Medical Implants and Surgical Instruments
Orthopedic implants, minimally invasive surgical tools and micro fluid delivery parts need ultra-smooth surfaces to reduce bacterial adhesion and improve biocompatibility. MAF will not form residual chemical components on the surface compared with chemical polishing.
Aerospace High-performance Components
Turbine blades, airfoil parts and aircraft fuel system components use MAF to optimize surface roughness without destroying aerodynamic profiles, effectively improving the fatigue resistance of parts under high temperature and high speed working conditions.
Mold and Precision Mechanical Parts
Mold inserts, micro gears, valve spools and cutting tool accessories replace manual deburring with MAF, which unifies the surface quality of mass-produced parts and greatly reduces manual inspection costs.
Key Process Variables and Implementation Difficulties
The final polishing effect of MAF is jointly determined by multiple interrelated variables, and process debugging is the key to stable mass production:
- Workpiece material hardness and initial surface roughness: hard materials need longer processing cycles or high-hardness abrasive media
- Part internal and external structure: deep blind holes and ultra-thin walls need to reduce magnetic field strength to prevent deformation
- Medium matching parameters: abrasive particle size, ferromagnetic powder mixing ratio directly affect polishing efficiency
- Processing dynamic parameters: rotating speed, magnetic field output power, processing gap distance need to be matched one by one
How to Integrate MAF into CNC Production Line
For CNC processing factories, magnetic abrasive finishing is set as the post-processing process after turning and milling, which solves the surface defect problems that cannot be eliminated by cutting tools alone.
1. Remove tool feed lines and micro protrusions left by CNC cutting without changing the finished size;
2. Targeted removal of burrs at cross holes, step surfaces and threaded holes;
3. Polish the inner flow channel that cannot be touched by any rotating tool;
4. Unify processing cycle parameters according to different product models to realize assembly line automatic production.
Judgment Standard: When Should You Choose MAF Technology?
Recommended to adopt magnetic abrasive finishing if you meet the following conditions:
- Need to clean micro burrs on precision finished parts
- There are intersecting holes, inner runners and hidden structures that are difficult to polish
- Thin walls and sharp edges are easy to deform under rigid polishing pressure
- Manual polishing cannot guarantee consistent surface quality of mass products
- Surface finish directly affects product service life and safety performance
Choose alternative polishing processes in the following situations:
- A large amount of metal material allowance needs to be removed
- Low-cost standard parts with simple contour and mass production
- The workpiece structure completely blocks the penetration of magnetic field lines
- Only large flat outer surfaces need rough polishing
Conclusion
Magnetic Abrasive Finishing fills the processing gap between CNC cutting and traditional polishing technology. It is not used for large-scale metal removal, nor does it replace all surface treatment processes, but it provides a reliable solution for the polishing bottleneck of complex inner holes and micro precision parts.
For customized CNC precision parts manufacturers, MAF process evaluation should be included in the early quotation and process planning link. The position of burrs, target roughness standard and part structural accessibility will jointly determine whether magnetic abrasive finishing is the most cost-effective surface treatment scheme.