








准备进行磁磨处理的高精度数控零件
高精度制造标准对每一件机加工工件都提出了更高的要求。即使尺寸公差完全合格的零件,如果表面处理未达标,也会面临性能瓶颈。锋利的残余棱边、通孔内的微小毛刺以及明显的刀具加工痕迹都会形成应力集中点,从而缩短精密零件在长期运行中的使用寿命。.
磁力研磨(MAF)已成为受表面缺陷困扰的制造商的理想针对性解决方案。与传统的刚性工具抛光或化学浸渍处理不同,该技术利用可控磁场驱动研磨介质,可实现微米级均匀的表面处理,并能处理其他工艺无法触及的微小复杂结构。.
磁力研磨抛光的核心竞争优势
- 磁场驱动研磨颗粒,并可调节超精细的加工压力
- 彻底去除微小毛刺,同时不会划伤或变形工件表面
- 适用于内孔、弯曲滑道、相交孔以及不规则的复杂轮廓
- 广泛应用于医疗植入物、航空航天零部件及精密五金加工领域
- 通过调整磨料和磁场参数,可以精确调节最终表面粗糙度
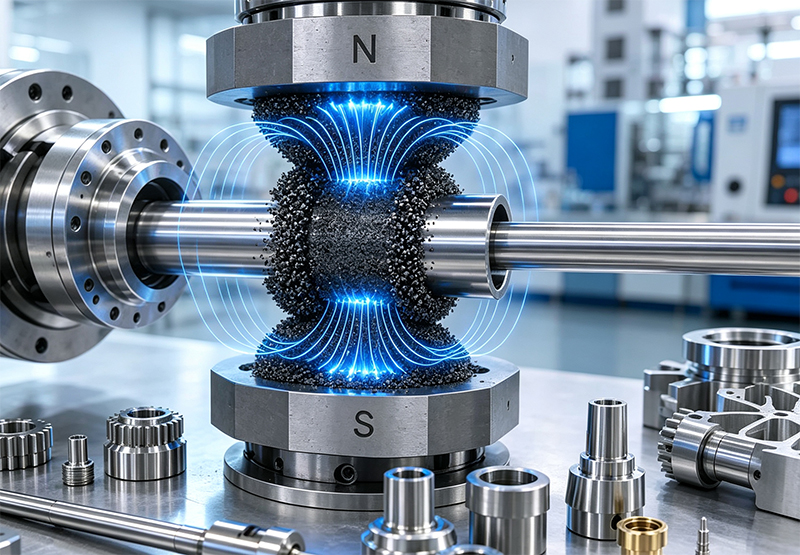
磁力研磨抛光的工作原理
说明磁力研磨抛光工作原理的技术示意图
MAF的核心竞争力在于其灵活的接触抛光模式,这与固定式磨削工具有着根本性的区别。整个加工周期可分为四个核心步骤:
1. 磁场聚焦
电磁线圈或高性能永磁体可在工件周围形成一个稳定且可调节的磁场。磁通量可将铁磁性磨料介质锁定在目标加工区域周围,且磁力大小可根据零件的硬度和壁厚进行调节。.
2. 柔性磁性研磨刷的成型
介质中的铁基铁磁载体颗粒将沿磁感线排列,形成无数根弹性刷丝。这种磁性刷具有很强的可变形性,能够自动贴合弧形、拐角和狭窄缝隙,且无死角。.
3. 微切割与表面修边
当工件与磁刷之间存在相对旋转或往复运动时,缠绕在载体上的磨料颗粒会持续刮削金属表面的凸起纹理。仅去除表面上的微小凸起,工件的整体轮廓尺寸不会发生过大的变化。.
4. 表面纹理的持续优化
随着加工时间的延长,数控切割留下的刀痕、螺旋线和毛刺根部逐渐被磨平,形成均匀的各向同性哑光或镜面,这大大提高了零件的耐磨性和密封性能。.
所需设备及配套磨料
市场上的MAF设备种类繁多,包括用于小批量单件加工的小型台式旋转机,以及与数控生产线配套、用于批量生产的全自动联动设备。加工质量的稳定性主要取决于两种核心辅助材料:磁场发生系统和复合研磨介质。.
磁性研磨介质的成分分类
该介质是一种由两种功能性原料混合而成的复合颗粒:
- 铁磁载体颗粒:主要为纯铁或合金钢粉末,用于承受磁力牵引并构成研磨刷的骨架
- 硬质研磨颗粒:包裹在载体表面,负责金属的微切削和抛光
颗粒尺寸直接影响加工的可达性。粗颗粒适用于外表面的快速去毛刺,而超细微粉介质则能渗透到微小的微孔和细长的内部通道中。.
磨料材料的选择规则
根据工件材料和抛光目标选择不同的磨料类型:
- 氧化铝:通用磨料,适用于大多数碳钢和不锈钢工件
- 碳化硅:切削力强,适用于去除大块毛刺和粗糙表面的精加工
- 金刚石磨料:适用于高硬度材料,如模具钢、硬质合金和超级合金
磁场强度参数调整
磁场输出直接控制磁刷的硬度:
磁力强 = 磨刷紧固,材料去除效率高,适用于较厚的外部毛刺;;
磁力小 = 柔软弹性刷头,低压加工,适用于薄壁零件和微型精密结构,以避免边缘塌陷。.
MAF处理后的实际表面效应
表面粗糙度对比:粗加工表面(左)与经MAF处理后的精加工表面(右)
标准化磁力研磨处理可同时解决数控加工件的多种表面问题,其加工效果主要体现在以下四个方面:
1. 大幅降低表面粗糙度值
铣削和车削工艺形成的常规进给痕迹及刀具螺旋纹理可被彻底消除。抛光后形成的均匀无序表面能够降低摩擦阻力,避免油污积聚,并有效延长运动部件的疲劳寿命。.
2. 彻底的微去毛刺和边缘均质化
对于孔交点、螺纹开口和台阶边缘处细微的毛刺,磁性刷可在不造成过度倒角的情况下彻底清除残留毛刺。所有边缘均保持一致的微圆角,从而消除应力裂纹的来源。.
3. 针对内部复杂通道的独特处理优势
旋转锉刀和砂带等传统工具无法进入深孔、横向流道和封闭的内部腔体。流体磁性研磨介质可在磁力牵引下在内部腔体内自由流动,从而实现无死角的全面抛光。.
4. 批量生产中尺寸的一致性稳定
在磁力、转速和加工周期参数固定的情况下,每批次的材料去除量可在微米级范围内进行控制,这不会破坏数控精加工所达到的尺寸公差,且产品的一致性远高于手工抛光。.
磁力去毛刺:解决精密加工中长期存在的痛点
毛刺是金属切削、钻孔和攻丝过程中不可避免的副产物。游离毛刺在液压和气动回路运行过程中可能会脱落,从而堵塞管路并导致设备故障;突出的毛刺则会影响装配配合,并划伤密封件。.
外部轮廓去毛刺
弹性磁性刷反复撞击毛刺根部,使较薄的毛刺部分因疲劳而与母材分离。加工力均匀,不会出现手工锉刀抛光造成的倒角不均匀现象。.
内孔交点去毛刺
这是MAF技术的核心价值。对于液压阀体、发动机油道和医疗导管部件等交叉孔,该工艺可使介质到达孔交汇处的隐蔽毛刺位置,而这一位置是其他任何自动去毛刺设备都无法覆盖的。.
可控微边倒圆
去除毛刺后,延长加工时间可将锐利的棱角均匀地打磨成微小的光滑弧面,这不仅能避免划伤装配工人,还能降低零件在交变载荷作用下产生应力集中的风险。.
MAF技术的优点、缺点及适用范围
没有任何一种表面处理工艺能够涵盖所有加工场景。应明确磁力磨料抛光工艺的优势与局限性,以便为不同的工件选择最合适的工艺。.
突出的优势
其最突出的特点是超低的加工接触力。薄壁零件、微型五金件和薄壁叶片结构在抛光过程中不会产生变形或尺寸偏差。柔性磁刷不会因压力过大而在工件表面造成局部划伤。.
主要局限性
如果工件具有深而封闭的腔体,且磁场无法穿透至内部区域,则磨料无法形成有效的研磨刷,导致局部抛光不彻底。复杂的异形零件需要进行多轮参数测试,以稳定加工效果。.
不适用于MAF的情况
对于需要去除大量金属余量的平板状大型工件,或是低成本的标准批量生产零件,振动磨削、砂带抛光等传统工艺具有更高的生产效率和更低的综合成本。.
MAF与其他主流抛光工艺的比较
与传统机械抛光相比
砂盘、砂带和固定式磨头属于刚性接触加工,仅适用于开放的平坦表面,且容易对细小边缘造成过度抛光损伤。MAF柔性接触技术可适应任何复杂的曲面和内孔结构。.
VS 电解抛光
电解抛光依靠化学溶解来去除金属,这需要配制腐蚀性电解液并处理废液。MAF属于纯物理抛光,无化学污染,且对表面凸起的去除更具方向性。.
VS 振动滚筒抛光
振动研磨可以同时批量加工多个零件,单位成本较低,但无法单独对单个零件的关键内孔区域进行抛光,且复杂零件的表面处理均匀性较差。.
VS 磨料流加工(AFM)
磨料流挤出抛光依赖于高压推浆来抛光内孔,但接触压力较大,容易导致薄壁零件变形。MAF通过调节磁力,实现精度控制更高的柔性低压抛光。.
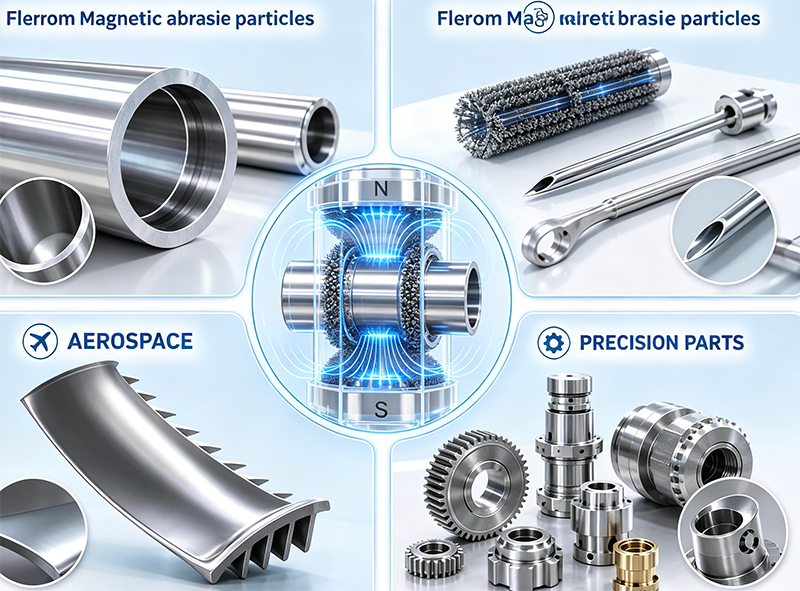
磁性磨料抛光的主要应用领域
液压和气动管路部件
阀体、歧管块、细长管路和燃油喷射通道是典型的应用产品。光滑的内表面可减少流体湍流,防止杂质沉积,并提高液压系统运行的稳定性。.
医疗植入物和手术器械
骨科植入物、微创手术器械和微流体输送部件需要超光滑的表面,以减少细菌附着并提高生物相容性。与化学抛光相比,MAF不会在表面形成残留的化学成分。.
航空航天高性能部件
涡轮叶片、机翼部件和飞机燃油系统部件采用MAF技术,在保持气动外形的同时优化表面粗糙度,从而有效提高部件在高温、高速工作条件下的抗疲劳性能。.
模具与精密机械零件
模具嵌件、微型齿轮、阀芯和切削工具配件采用MAF技术取代了人工去毛刺,从而使批量生产零件的表面质量趋于一致,并大幅降低了人工检测成本。.
关键工艺变量与实施难点
MAF的最终抛光效果由多个相互关联的变量共同决定,而工艺调试是实现稳定量产的关键:
- 工件材料的硬度和初始表面粗糙度:硬质材料需要更长的加工周期或高硬度磨料
- 内部和外部结构:深盲孔和超薄壁需要降低磁场强度以防止变形
- 研磨介质匹配参数:研磨颗粒粒径、铁磁性粉末混合比例直接影响抛光效率
- 动态参数的处理:转速、磁场输出功率、加工间隙距离需要逐一匹配
如何将MAF集成到数控生产线中
对于数控加工厂而言,磁力磨料抛光被设定为车削和铣削后的后处理工序,这解决了仅靠切削工具无法消除的表面缺陷问题。.
1. 在不改变成品尺寸的情况下,去除数控切割留下的刀具进给线和微小凸起;;
2. 有针对性地去除交叉孔、台阶面和螺纹孔处的毛刺;;
3. 打磨任何旋转工具都无法触及的内部流道;;
4. 根据不同产品型号统一加工周期参数,以实现装配线的自动化生产。.
判断标准:何时应选择MAF技术?
如果满足以下条件,建议采用磁力研磨工艺:
- 需要清除精密加工件上的微小毛刺
- 有些孔洞相互交错,还有内侧导轨和隐藏的结构,这些部位很难打磨
- 薄壁和锐边在强力抛光压力下容易变形
- 手工抛光无法保证大批量产品的表面质量始终如一
- 表面处理直接影响产品的使用寿命和安全性能
在以下情况下,应选择其他抛光工艺:
- 需要去除大量金属余量
- 轮廓简单且可批量生产的低成本标准件
- 工件的结构完全阻挡了磁力线的穿透
- 只需对大型平坦的外表面进行粗抛光
结论
磁力研磨工艺填补了数控切割与传统抛光技术之间的加工空白。它既不适用于大规模金属切除,也不取代所有表面处理工艺,但为复杂内孔和微型精密零件的抛光瓶颈提供了可靠的解决方案。.
对于定制化数控精密零件制造商而言,应将MAF工艺评估纳入早期报价和工艺规划环节。毛刺的位置、目标粗糙度标准以及零件结构的可加工性将共同决定磁力磨料抛光是否是最具成本效益的表面处理方案。.