









सटीक मशीनरी, एयरोस्पेस और औद्योगिक वाल्व जैसे क्षेत्रों में, इंजीनियर अक्सर एक परिचित सामग्री चयन दुविधा का सामना करते हैं: मानक ऑस्टेनिटिक स्टेनलेस स्टील में उच्च भारों को सहारा देने के लिए पर्याप्त मजबूती नहीं होती, जबकि पारंपरिक मार्टेन्सिटिक स्टेनलेस स्टील में अपर्याप्त संक्षारण प्रतिरोध और कम कठोरता होती है। इस लंबे समय से चली आ रही समस्या का समाधान करने के लिए, इंजीनियरों ने 630 प्रीसिपिटेशन-हार्डनिंग स्टेनलेस स्टील विकसित किया। इसकी विशिष्ट धातुवैज्ञानिक संरचना और अनुकूलित ताप उपचार तंत्रों के साथ, यह मजबूती, संक्षारण प्रतिरोध और मशीनीकरण का एक संतुलित मिश्रण प्रदान करता है।.
इस मार्गदर्शिका में, हम PartsMastery में उच्च-स्तरीय स्टेनलेस स्टील की सटीक मशीनिंग में वर्षों के बड़े पैमाने पर उत्पादन अनुभव का आधार लेकर 630 स्टेनलेस स्टील के संघटन सिद्धांतों, प्रदर्शन सीमाओं, ताप उपचार विनिर्देशों और मशीनिंग सर्वोत्तम प्रथाओं का विश्लेषण करते हैं। परिणामस्वरूप, आपको इंजीनियरिंग डिज़ाइन और सामग्री खरीद दोनों के लिए एक व्यावहारिक संदर्भ प्राप्त होगा।.
1. 630 स्टेनलेस स्टील की मूल परिभाषा और समतुल्य ग्रेड
630 स्टेनलेस स्टील मार्टेन्सिक अवक्षेपण-कठोरता वाले स्टेनलेस स्टील का एक क्लासिक ग्रेड है, जिसे उद्योग में अधिकतर के रूप में जाना जाता है 17-4 पीएच स्टेनलेस स्टील. यह सीधे अंतरराष्ट्रीय मानक ग्रेड EN 1.4542 और UNS S17400 से मेल खाता है, और इंजीनियर इन नामकरणों का उपयोग खरीद दस्तावेज़ों और ड्राइंग कॉलआउट्स में परस्पर करते हैं।.
पारंपरिक स्टेनलेस स्टील के विपरीत, यह मजबूती के लिए कार्बाइड के अवक्षेपण पर निर्भर नहीं करता। इसके बजाय, उम्र बढ़ने के उपचार के दौरान सामग्री के भीतर समान रूप से नैनोस्केल तांबे-समृद्ध चरण बनते हैं और विस्थापन की गति को भौतिक रूप से बाधित करते हैं। यह दृष्टिकोण उच्च कार्बन सामग्री के साथ आने वाली कठोरता या संक्षारण प्रतिरोध में गिरावट के बिना ताकत में नाटकीय रूप से वृद्धि करता है, और यही कारण है कि यह उच्च-प्रदर्शन इंजीनियरिंग स्टेनलेस स्टील की एक प्रमुख श्रेणी के रूप में उभरता है।.
2. रासायनिक संरचना और कोर सुदृढ़ीकरण तंत्र
630 स्टेनलेस स्टील स्टेम के प्रदर्शन लाभ सीधे इसकी सावधानीपूर्वक समायोजित मिश्रधातु संरचना से उत्पन्न होते हैं। नीचे इसके मुख्य मिश्रधातु तत्वों के लिए विशिष्ट द्रव्यमान अनुपात की सीमाएँ दी गई हैं:
- कार्बन (C) ≤ 0.07%: एक निम्न-कार्बन सूत्रीकरण हानिकारक कार्बाइड अवक्षेपण को कम करता है और सामग्री की मूल कठोरता तथा संक्षारण प्रतिरोध को बनाए रखता है।
- क्रोमियम (Cr) 15.0–17.5%: वह मुख्य तत्व जो निष्क्रिय ऑक्साइड फिल्म का निर्माण करता है और आधारभूत जंग संरक्षण प्रदान करता है।
- निकल (Ni) 3.0–5.0%: मार्टेन्साइटिक संरचना को स्थिर करता है और निम्न-तापमान की मजबूती तथा सूक्ष्मसंरचनात्मक एकरूपता को बढ़ाता है।
- तांबा (Cu) 3.0–5.0%: वर्षा-कठोरण के पीछे का प्रमुख तत्व। यह उम्र बढ़ने के दौरान ε-Cu नैनो-चरण बनाता है और ताकत वृद्धि का मुख्य स्रोत है।
- नियोबियम (Nb) 0.15–0.45%: दाने के आकार को परिष्कृत करता है, उम्र बढ़ने के दौरान दाने के विकास को दबाता है, और मजबूती तथा कठोरता के बीच संतुलन को सूक्ष्मता से समायोजित करता है।
धातुशास्त्रीय दृष्टिकोण से, सुदृढ़ीकरण प्रक्रिया दो स्पष्ट चरणों का पालन करती है। सबसे पहले, घोल उपचार स्टील में एक अतिसंतृप्त मार्टेन्साइटिक संरचना बनाता है। इसके बाद, निम्न-तापमान एजिंग नियंत्रित ताकत वृद्धि प्रदान करने के लिए समान रूप से फैले तांबे-समृद्ध चरणों के निर्माण को प्रेरित करता है। साथ ही, क्रोमियम का निष्क्रियकरण प्रभाव स्टेनलेस स्टील के मूल जंग-रोधी गुण को बनाए रखता है, जिससे मजबूती और जंग प्रतिरोध का एक दोहरा प्रदर्शन आधार बनता है।.
3. मुख्य प्रदर्शन विशेषताएँ
3.1 लचीले ढंग से समायोज्य मजबूती और कठोरता
समाधान-एनील्ड अवस्था में, 630 स्टेनलेस स्टील की कठोरता लगभग HRC 28–32 होती है और इसकी तनन मजबूती लगभग 750–850 MPa होती है। एक बार जब इसे चरम एजिंग उपचार से गुजारा जाता है, तो इसकी कठोरता HRC 40–45 तक बढ़ जाती है और इसकी तनन मजबूती 1100–1300 MPa तक पहुँच जाती है — ये मान पारंपरिक ऑस्टेनिटिक स्टेनलेस स्टील्स जैसे 304 और 316 से कहीं अधिक हैं। इसी कारण, निर्माता इसे सीधे तौर पर एक संरचनात्मक भार-वहन करने वाली सामग्री के रूप में उपयोग करते हैं।.
3.2 मध्यम से अच्छी क्षरण प्रतिरोध क्षमता
हल्के क्षरणकारी वातावरण जैसे खुली हवा, ताज़ा पानी, और कमजोर अम्ल में, 630 स्टेनलेस स्टील 304 स्टेनलेस स्टील के बराबर जंग प्रतिरोध प्रदान करता है, और यह स्पष्ट रूप से 410 और 420 जैसे साधारण मार्टेन्साइटिक स्टेनलेस स्टील से बेहतर प्रदर्शन करता है। हालाँकि, उच्च क्लोराइड आयन सांद्रता, प्रबल अम्ल या प्रबल क्षार वाले भारी संक्षारक वातावरण में यह 316 स्टेनलेस स्टील से कम पड़ता है और दीर्घकालिक संपर्क पर पिटिंग क्षरण का जोखिम रहता है। इस कारण, इस सामग्री का चयन करने से पहले आपको परिचालन स्थितियों की सीमाओं को स्पष्ट रूप से परिभाषित करना चाहिए।.
3.3 संतुलित शक्ति और दृढ़ता
जब एक ही कठोरता स्तर पर मार्टेन्साइटिक स्टेनलेस स्टील्स से तुलना की जाती है, तो 630 उचित समय पर किए गए एजिंग उपचार के बाद भी मजबूत प्रभाव टिकाऊपन बनाए रखता है, और यह उच्च-कठोरता वाली सामग्रियों में आम भंगुर दरार दोषों से बचाता है। इसके अलावा, यह वैकल्पिक भार और प्रभाव स्थितियों को विश्वसनीय रूप से संभालता है, जो इसे यांत्रिक संरचनात्मक भागों और शाफ्ट घटकों के लिए एक उत्कृष्ट उम्मीदवार बनाता है।.
3.4 उत्कृष्ट आयामी स्थिरता
630 स्टेनलेस स्टील के एजिंग की प्रक्रिया कम तापमान पर होती है, इसलिए हीट ट्रीटमेंट के दौरान यह भागों में न्यूनतम विकृति पैदा करती है। परिणामस्वरूप, यह उच्च-तापमान क्वेंचिंग से गुजरने वाले पारंपरिक मिश्र धातु स्टील्स की तुलना में कहीं बेहतर आयामी स्थिरता प्रदान करती है। सख्त सटीकता आवश्यकताओं वाले सटीक पुर्जों के लिए, मशीनिस्ट मामूली विकृति की भरपाई के लिए थोड़ी मशीनिंग छूट रख सकते हैं, और वे एजिंग के बाद व्यापक पुनः कार्य किए बिना सहनशीलता लक्ष्यों को पूरा कर सकते हैं।.
4. हीट ट्रीटमेंट विनिर्देश और प्रदर्शन में अंतर
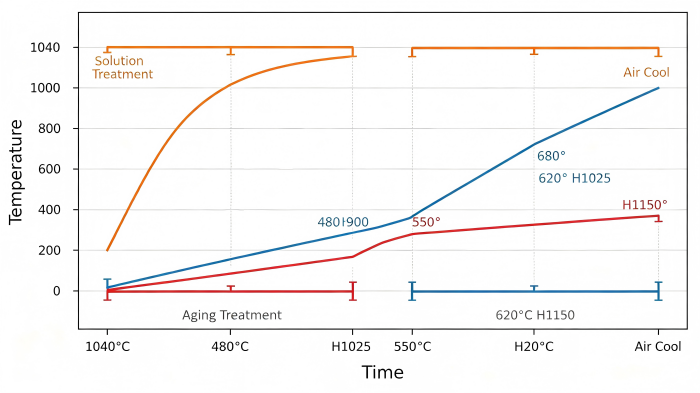
हीट ट्रीटमेंट 630 स्टेनलेस स्टील की पूरी प्रदर्शन क्षमता को उजागर करता है। पूरा वर्कफ़्लो दो मुख्य चरणों में विभाजित होता है: सॉल्यूशन ट्रीटमेंट और एजिंग ट्रीटमेंट। सबसे महत्वपूर्ण बात यह है कि एजिंग शेड्यूल का आपका चयन सीधे अंतिम यांत्रिक गुणों के सेट को आकार देता है।.
4.1 घोल उपचार (तैयारी प्रक्रिया)
मानक प्रक्रिया भागों को 1030–1050°C पर रखती है, फिर हवा या तेल से ठंडा करती है। यह चरण मिश्रधातु तत्वों को धातु मैट्रिक्स में पूरी तरह घोल देता है और एक समान अतिसंतृप्त मार्टेन्साइटिक संरचना उत्पन्न करता है। इस अवस्था में सामग्री में उच्च प्लास्टिसिटी और कठोरता होती है, जो इसे कटिंग ऑपरेशनों के लिए आदर्श बनाती है। इसी कारण, बड़े पैमाने पर उत्पादन सुविधाएँ आमतौर पर कच्चे माल को घोल-उपचारित अवस्था में प्राप्त करती हैं।.
4.2 सामान्य एजिंग प्रणालियों की तुलना
| बुढ़ापा की स्थिति | प्रक्रिया मापदंड | सामान्य कठोरता | प्रदर्शन विशेषताएँ | अनुप्रयोग परिदृश्य |
|---|---|---|---|---|
| H900 (पीक एजिंग) | 480°C पर 4 घंटे तक रखें, फिर हवा में ठंडा करें। | एचआरसी 40–45 | अत्यधिक मजबूती और कठोरता, अपेक्षाकृत कम टिकाऊपन | उच्च-भार घिसाव वाले पुर्जे, वाल्व स्पूल, फास्टनर |
| H1025 (मध्यम-तापमान पर उम्र बढ़ना) | 550°C पर 4 घंटे तक रखें, फिर हवा में ठंडा करें। | एचआरसी 35–40 | संतुलित शक्ति और मजबूती, सर्वश्रेष्ठ समग्र प्रदर्शन | सामान्य संरचनात्मक भाग, शाफ्ट, यांत्रिक संचरण घटक |
| H1150 (अति-वृद्धिकरण) | 620°C पर 4 घंटे तक रखें, फिर हवा में ठंडा करें। | एचआरसी 28–32 | घटी हुई मजबूती, इष्टतम कठोरता, आयामी स्थिरता और तनाव-क्षरण प्रतिरोध | सटीक उपकरण के पुर्जे, प्रभाव-भारित संरचनात्मक घटक |
बड़े पैमाने पर उत्पादन प्रक्रिया योजना के लिए, हम तीन-चरणीय कार्यप्रवाह अपनाने की सलाह देते हैं: समाधान अवस्था में मुख्य मशीनिंग पूरी करें, एजिंग उपचार के माध्यम से लक्षित प्रदर्शन प्राप्त करें, फिर मामूली विकृति को ठीक करने के लिए हल्की फिनिश मशीनिंग करें। यह दृष्टिकोण मशीनिंग की कठिनाई और टूलिंग लागत को काफी कम कर देता है, फिर भी पूर्ण अंतिम प्रदर्शन प्रदान करता है।.
5. सीएनसी मशीनेबिलिटी और प्रमुख प्रक्रिया बिंदु

630 स्टेनलेस स्टील की मशीनिंग कठिनाई इसके ताप उपचार की स्थिति के अनुसार नाटकीय रूप से बदल जाती है। इसलिए आपको प्रक्रिया योजना को सामग्री की अवस्था के अनुरूप बनाना चाहिए; अन्यथा आपको अत्यधिक उपकरण घिसाव और निम्न सतह गुणवत्ता जैसी समस्याओं का सामना करना पड़ सकता है।.
5.1 घुलित अवस्था में मशीनी विशेषताएँ
सॉल्यूशन-एनिल्ड 630 स्टेनलेस स्टील की मशीनिंग मध्यम कठिनाई की होती है, जो 304 स्टेनलेस स्टील से थोड़ी अधिक है। मशीनिस्ट पारंपरिक संचालन — जिसमें मिलिंग, टर्निंग, ड्रिलिंग और टैपिंग शामिल हैं — को सुसंगत परिणामों के साथ पूरा कर सकते हैं। चूंकि इस सामग्री की चिपचिपाहट अधिक है और इसमें मजबूत वर्क-हार्डनिंग प्रवृत्ति होती है, हम कोटेड सीमेंटेड कार्बाइड उपकरणों का उपयोग करने, मध्यम फीड दरों पर काम करने और चिप टूटने की समस्या तथा उपकरण के अत्यधिक गर्म होने से होने वाली घिसावट को रोकने के लिए पर्याप्त कटिंग फ्लूइड लगाने की सलाह देते हैं।.
5.2 जर्जर अवस्था में मशीनिंग के जोखिम और सीमाएँ
चरम एजिंग के बाद, सामग्री की कठोरता HRC 40 से ऊपर चली जाती है और कटिंग प्रतिरोध में काफी वृद्धि होती है। परिणामस्वरूप, मानक सीमेंटेड कार्बाइड उपकरण घुलनशील अवस्था की तुलना में 3 से 5 गुना तेजी से घिसते हैं। इसके अलावा, मशीन की गई सतह पर कंपन के निशान आसानी से बन जाते हैं। इन कारणों से, हम एजिंग के बाद केवल छोटे-अलाउंस फिनिश मशीनिंग और डेबरींग की ही सलाह देते हैं, और इस चरण में बड़े-अलाउंस सामग्री हटाने का शेड्यूल करने से बचना चाहिए।.
5.3 बड़े पैमाने पर उत्पादन मशीनिंग के अनुकूलन के लिए सुझाव
- मशीनिंग द्वारा कुंजी फिटिंग के आयामों और उच्च-सटीकता विशेषताओं को एजिंग से पहले लगभग अंतिम आकार तक लाना, और ताप उपचार विकृति के लिए 0.05–0.15 मिमी की छूट रखना;
- एजिंग के बाद, केवल कड़ी सहनशीलता आवश्यकताओं वाली सतहों पर अंतिम मिलिंग और अंतिम ग्राइंडिंग करें, और कठोर अवस्था में पूरी सतह की मशीनिंग से बचें;
- पतली दीवारों और नाजुक भागों के लिए, मशीनिंग तनाव और ताप उपचार विकृति के संयुक्त प्रभाव को कम करने हेतु वर्कहोल्डिंग सेटअप को अनुकूलित करें।;
- कठोर अवस्था में मशीनिंग के दौरान टूल चिपिंग को रोकने के लिए, जहाँ भी संभव हो, मशीन में गहरे छेद और आंतरिक थ्रेड जैसी सुविधाएँ समाधान अवस्था में शामिल करें।.
6. मुख्यधारा के स्टेनलेस स्टील ग्रेडों के साथ प्रदर्शन की तुलना
| तुलना आयाम | 630 स्टेनलेस स्टील (17-4PH) | 304 स्टेनलेस स्टील | 316 स्टेनलेस स्टील | 410 स्टेनलेस स्टील |
|---|---|---|---|---|
| सामग्री श्रेणी | वर्षा-कठोर मार्टेन्साइटिक | ऑस्टेनिटिक | ऑस्टेनिटिक | परंपरागत मार्टेन्साइटिक |
| आम तनन सामर्थ्य | 1100–1300 एमपीए (एच900) | लगभग 520 एमपीए | लगभग 520 एमपीए | लगभग 700 एमपीए (क्वेंच्ड और टेम्पर किया हुआ) |
| संक्षारण प्रतिरोध स्तर | मध्यम (304 के समान) | अच्छा | उत्कृष्ट | उचित |
| तापीय उपचार सुदृढ़ीकरण | समर्थित, व्यापक समायोज्य प्रदर्शन सीमा | समर्थित नहीं | समर्थित नहीं | समर्थित, सीमित समायोजन सीमा |
| मशीनिंग कठिनाई | घोल अवस्था में मध्यम, परिपक्व अवस्था में अधिक | मध्यम | मध्यम | बुझाने और टेम्परिंग के बाद उच्च |
| मुख्य लाभ | उच्च मजबूती, संतुलित संक्षारण प्रतिरोध, समायोज्य प्रदर्शन | सामान्य संक्षारण प्रतिरोध, आसान आकार देना, मध्यम लागत | क्लोराइड पिटिंग के प्रति मजबूत प्रतिरोध | कम लागत, सरल प्रक्रिया |
| आम अनुप्रयोग | शाफ्ट, वाल्व, एयरोस्पेस संरचनात्मक भाग | सामान्य शीट धातु, कंटेनर, पाइपलाइनें | समुद्री एवं रासायनिक उपकरण, चिकित्सा उपकरण | कटिंग टूल्स, सरल संरचनात्मक भाग |
| लागत स्तर | मध्यम-उच्च | मध्यम | मध्यम-उच्च | मध्यम-निम्न |
7. लाभ, सीमाएँ और चयन मानदंड
7.1 मुख्य लाभ
- अद्वितीय प्रदर्शन मिश्रण: यह स्टेनलेस स्टील परिवार के भीतर उच्च मजबूती और संक्षारण प्रतिरोध को संतुलित करता है, और यह अधिकांश औद्योगिक परिस्थितियों में अतिरिक्त सतह जंग-रोधी उपचार के बिना काम करता है;
- उच्च प्रक्रिया लचीलापन: आप उच्च घिसाव प्रतिरोध से लेकर उच्च कठोरता तक की आवश्यकताओं को पूरा करने के लिए विभिन्न एजिंग अनुसूचियों के माध्यम से प्रदर्शन को समायोजित कर सकते हैं।;
- सटीक विनिर्माण के लिए आदर्श: यह न्यूनतम ताप उपचार विकृति उत्पन्न करता है और मजबूत आयामी स्थिरता प्रदान करता है, इसलिए यह IT7–IT8 ग्रेड सटीकता वाले सटीक पुर्जों के बड़े पैमाने पर उत्पादन के लिए उपयुक्त है।;
- साधारण मार्टेन्साइटिक स्टेनलेस स्टील्स की तुलना में उत्कृष्ट वेल्डनीयता; वेल्डिंग के बाद स्थानीय एजिंग द्वारा आप जोड़ की मजबूती पुनर्स्थापित कर सकते हैं।.
7.2 आवेदन सीमाएँ
- गंभीर संक्षारण वाले वातावरण में सीमित संक्षारण प्रतिरोध: उच्च-सांद्रता वाले क्लोराइड आयनों, मजबूत अम्लों या मजबूत क्षारों के संपर्क में आने पर यह 316 जैसे उच्च-मिश्र धातु ऑस्टेनिटिक स्टेनलेस स्टील्स से कम प्रदर्शन करता है;
- कम ठंडी प्रसंस्करण क्षमता: यह ऑस्टेनाइटिक स्टेनलेस स्टील्स की तुलना में कम प्लास्टिसिटी प्रदान करता है, इसलिए यह गहरे ड्रॉइंग और जटिल मोड़ने जैसी बड़ी विकृति वाले ठंडे प्रसंस्करण के लिए उपयुक्त नहीं है।;
- सामान्य-उद्देश्यीय स्टेनलेस स्टील्स की तुलना में उच्च सामग्री और प्रसंस्करण लागत, जो तब प्रदर्शन में अनावश्यक अतिरेक उत्पन्न करती है जब अनुप्रयोगों को उच्च ताकत की आवश्यकता नहीं होती।.
7.3 चयन निर्णय मानदंड
जहाँ 630 स्टेनलेस स्टील प्राथमिक विकल्प होता है: पहला, जब पुर्जों को उच्च यांत्रिक भार और मध्यम रूप से संक्षारक वातावरण दोनों का सामना करना होता है, और साधारण स्टेनलेस स्टील में पर्याप्त मजबूती नहीं होती। दूसरा, जब आपको प्रदर्शन समायोजित करने और मशीनिंग सुविधा को अंतिम सेवा मजबूती के साथ संतुलित करने के लिए ताप उपचार की आवश्यकता होती है। तीसरा, जब ऐसे सटीक यांत्रिक पुर्जे बनाने होते हैं जिनमें मजबूत आयामी स्थिरता और थकान प्रतिरोध की मांग होती है।.
जिन परिदृश्यों में हम 630 स्टेनलेस स्टील की अनुशंसा नहीं करते हैं: पहला, भारी संक्षारण वाले वातावरण जो चरम संक्षारण सुरक्षा पर केंद्रित हैं, जैसे समुद्री और रासायनिक उद्योग अनुप्रयोग। दूसरा, पतली प्लेट के हिस्से जिन्हें बड़े विरूपण वाले ठंडे निर्माण की आवश्यकता होती है। तीसरा, सामान्य स्टेनलेस स्टील संरचनाएँ जो लागत-संवेदनशील हैं और जिनकी उच्च-मजबूती की आवश्यकता नहीं होती।.
8. अक्सर पूछे जाने वाले प्रश्न
प्रश्न 1: 630 स्टेनलेस स्टील या 316 स्टेनलेस स्टील में से कौन सा बेहतर है?
ये दोनों अलग-अलग उद्देश्यों की पूर्ति करते हैं, इसलिए कोई भी सार्वभौमिक रूप से बेहतर नहीं है। 630 स्टेनलेस स्टील 316 की तुलना में उल्लेखनीय रूप से अधिक मजबूती और कठोरता प्रदान करता है, इसलिए यह भार वहन करने वाले संरचनात्मक भागों के लिए बेहतर है। दूसरी ओर, 316 स्टेनलेस स्टील बेहतर संक्षारण प्रतिरोध प्रदान करता है — विशेष रूप से क्लोराइड पिटिंग के प्रति — और रासायनिक संयंत्रों तथा समुद्री वातावरण जैसे भारी संक्षारण वाले परिवेशों में बेहतर अनुकूल होता है। अंततः, आपको अपनी मुख्य आवश्यकता के आधार पर निर्णय लेना चाहिए: यदि मजबूती आपकी सर्वोच्च प्राथमिकता है तो 630 चुनें, और यदि संक्षारण प्रतिरोध सबसे अधिक महत्वपूर्ण है तो 316 चुनें।.
प्रश्न 2: क्या 630 स्टेनलेस स्टील को मशीनिंग के बाद हीट ट्रीट किया जा सकता है?
बिल्कुल — वास्तव में, यह बड़े पैमाने पर उत्पादन में सबसे मुख्यधारा की प्रक्रिया मार्ग है। मशीनिस्ट आमतौर पर अधिकांश कटिंग ऑपरेशंस समाधान अवस्था में पूरा करते हैं, फिर भाग को उसकी लक्षित प्रदर्शन क्षमता तक पहुँचाने के लिए एजिंग हीट ट्रीटमेंट चलाते हैं। यह दृष्टिकोण मशीनिंग की कठिनाई और टूल घिसावट को काफी कम कर देता है। इसके अलावा, एजिंग से न्यूनतम विकृति होती है, इसलिए आप उचित मशीनिंग अलाउंस रखकर अंतिम आयामी सटीकता सुनिश्चित कर सकते हैं।.
Q3: क्या 630 स्टेनलेस स्टील सीएनसी सटीक मशीनिंग के लिए उपयुक्त है?
हाँ, लेकिन आपको इसे एक अच्छी तरह से डिज़ाइन की गई प्रक्रिया योजना के साथ जोड़ना होगा। समाधान-उपचारित 630 स्टेनलेस स्टील सीएनसी मशीनिंग में लगातार IT7–IT8 आयामी सटीकता प्रदान करता है। एजिंग के बाद, हम केवल छोटे अलाउंस वाली फिनिश मशीनिंग की ही सिफारिश करते हैं। यदि किसी पुर्जे की सटीकता संबंधी आवश्यकताएँ अत्यंत कड़ी हों, तो आप किसी भी मामूली विकृति की भरपाई के लिए एजिंग के बाद ग्राइंडिंग और होनिंग जैसी द्वितीयक प्रक्रियाएँ जोड़ सकते हैं।.
प्रश्न 4: किन परिदृश्यों में 630 स्टेनलेस स्टील सबसे अच्छा विकल्प नहीं होता?
हम इसे तीन मुख्य परिदृश्य प्रकारों के लिए अनुशंसित नहीं करते। पहला, उच्च क्लोराइड आयन सांद्रता वाले अत्यधिक संक्षारक वातावरण, जहाँ दीर्घकालिक उपयोग अक्सर पिटिंग संक्षारण का कारण बनता है। दूसरा, गहरे ड्रॉइंग और जटिल मोड़ जैसी बड़ी विकृति वाली ठंडी बनाने की प्रक्रियाएँ, जहाँ सामग्री में पर्याप्त प्लास्टिसिटी नहीं होती। तीसरा, सामान्य-उद्देश्यीय भाग जिनके लिए उच्च-मजबूती की आवश्यकता नहीं है, जहाँ 630 का उपयोग अनावश्यक लागत बढ़ा देगा।.
निष्कर्ष
एक क्लासिक वर्षा-कठोरता वाले स्टेनलेस स्टील ग्रेड के रूप में, 630 स्टेनलेस स्टील एक स्पष्ट बाजार अंतराल को भरता है: पारंपरिक स्टेनलेस स्टील में मजबूती की कमी होती है, जबकि मानक मिश्र धातु स्टील में संक्षारण प्रतिरोध की कमी होती है। इसी कारण, यह सटीक मशीनरी, एयरोस्पेस और औद्योगिक वाल्व अनुप्रयोगों में एक शीर्ष लागत-कुशल सामग्री विकल्प बन गया है। इसके पूर्ण लाभों को उजागर करने के लिए, आपको सामग्री चयन और मशीनिंग के दौरान अपने विशिष्ट अनुप्रयोग आवश्यकताओं के अनुरूप एजिंग अनुसूची और प्रक्रिया मार्ग को समायोजित करना होगा।.
PartsMastery उच्च-स्तरीय इंजीनियरिंग स्टेनलेस स्टील्स, जिनमें 630 शामिल है, के साथ वर्षों का सटीक मशीनिंग अनुभव प्रदान करता है। हम DFM विनिर्माण योग्यता विश्लेषण और प्रक्रिया योजना से लेकर बड़े पैमाने पर उत्पादन वितरण तक की संपूर्ण सेवाएँ प्रदान करते हैं, ताकि ग्राहक उच्च-प्रदर्शन पुर्जों का स्थिर और सुसंगत बड़े पैमाने पर उत्पादन हासिल कर सकें।.