








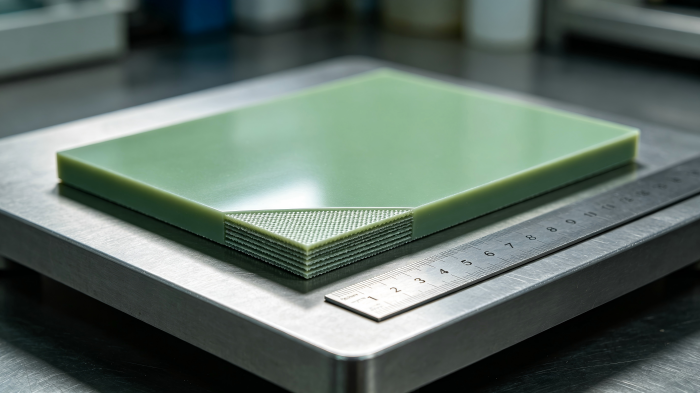
G10 ist ein hochleistungsfähiger, duroplastischer Verbundwerkstoff, der aus gewebtem Glasfasergewebe als Verstärkung und Epoxidharz als Bindemittel besteht. Es zeichnet sich durch ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht, hervorragende elektrische Isolierung, geringe Feuchtigkeitsaufnahme und stabile chemische Beständigkeit aus und dient daher als grundlegender Werkstoff für die Bereiche industrielle Isolierung, Präzisionswerkzeugbau, Luft- und Raumfahrt sowie Schifffahrt. Um Ingenieuren und Herstellern zu helfen, das Potenzial dieses Materials voll auszuschöpfen, hat das technische Team von PartsMastery diesen systematischen Leitfaden zusammengestellt, der alle Aspekte abdeckt – von Standard-Spezifikationen und Kernleistung bis hin zu Bearbeitungsverfahren, der Auswahl geeigneter Werkstoffe und der langfristigen Instandhaltung.
1. Definition und Standard-Spezifikationen
Die Leistungsbeständigkeit und Qualitätszuverlässigkeit von G10 unterliegen strengen internationalen Normen, die die Grundlage für die Materialauswahl in Anwendungen mit hohen Zuverlässigkeitsanforderungen bilden.
1.1 NEMA G-10 und FR-4 als Ausgangsbasis
Die US-amerikanische National Electrical Manufacturers Association (NEMA) legt die Grundstandards für diese Materialklasse fest. Die Güteklasse G-10 bezeichnet nicht flammhemmende Epoxid-Glasfaser-Laminate, während FR-4 das flammhemmende Pendant dazu bezeichnet. Zu den wichtigsten vorgeschriebenen Eigenschaften gemäß dieser Norm gehören eine Durchschlagfestigkeit von 19–50 kV/mm, eine Mindestzugfestigkeit von 310 MPa sowie eine Mindestbiege- und Druckfestigkeit von jeweils 450 MPa.
1.2 Militärspezifikation MIL-I-24768/2
Im Gegensatz zu den Anforderungen für zivile Anwendungen zielt die Militärspezifikation MIL-I-24768/2 auf Anwendungen in der Verteidigungs- und Luftfahrtindustrie ab. Diese US-Norm (Typ GEE) schreibt strenge Vorschriften für die Rückverfolgbarkeit von Chargen, Qualifizierungsprüfungen und die Konsistenz der Leistungsmerkmale vor. Sie verlangt eine Wasseraufnahme von ≤ 0,11 TP3T, einen kontinuierlichen Betriebstemperaturbereich von −60 °C bis +140 °C sowie klar definierte Entflammbarkeitsgrenzwerte.
1.3 Internationale Norm IEC 60893
Um die weltweite Marktkompatibilität zu gewährleisten, veröffentlicht die Internationale Elektrotechnische Kommission die Norm IEC 60893, die industrielle Laminate auf Basis von duroplastischen Harzen abdeckt, darunter sowohl G10- als auch FR-4-Typen. Zu den wichtigsten Kontrollkennwerten zählen eine relative Dielektrizitätskonstante von ≤ 5,4, ein Verlustfaktor von ≤ 0,035 und ein Temperaturindex von ≥ 130 °C, die eine universelle Eignung für elektrische Isolationsanwendungen weltweit gewährleisten.
2. Zentrale Leistungsparameter
Über die formalen Normen hinaus bewerten Ingenieure G10 in erster Linie anhand seiner zentralen Leistungskennzahlen. Es bietet eine ausgewogene Leistung in elektrischer, mechanischer, thermischer und chemischer Hinsicht, wodurch es sich für vielfältige technische Anwendungsszenarien eignet.
| Immobilienkategorie | Typischer Wertebereich | Technische Bedeutung |
|---|---|---|
| Elektrotechnik | Durchschlagfestigkeit: 19–50 kV/mm Volumenwiderstand: 10¹²–10¹⁴ Ω·cm |
Zuverlässige Isolierung bei Hochspannung; minimale Leistungsminderung in feuchten Umgebungen |
| Mechanik | Zugfestigkeit: 250–350 MPa Biegefestigkeit: 300–500 MPa Druckfestigkeit: 400–500 MPa Dichte: 1,8–1,95 g/cm³ |
Hohe spezifische Festigkeit, vergleichbar mit Leichtmetalllegierungen; geeignet für tragende Konstruktionen und Präzisionswerkzeuge |
| Thermisch | Glasübergangstemperatur (Tg): 130–180 °C Dauerbetriebstemperatur: 120–140 °C Wärmeleitfähigkeit: ~0,3 W/m·K |
Stabile Leistung bei moderaten Temperaturen; nicht empfohlen für Anwendungen mit hoher Wärmeabgabe |
| Chemie / Umwelt | Wasseraufnahme: 0,05–0,31 TP3T Beständig gegen Öle, schwache Säuren und gängige Lösungsmittel |
Hervorragende Dimensionsstabilität in feuchten und leicht korrosiven Umgebungen |
| Entflammbarkeit | Norm G10: UL94 HB FR-4-Klasse: UL94 V-0 |
Standard-G10 ist nicht flammhemmend; für Anwendungen mit hohen Brandschutzanforderungen ist FR-4 erforderlich |
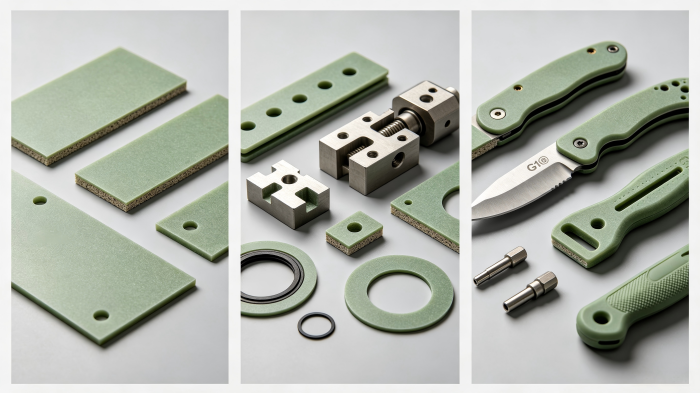
3. Lieferformulare und Ausführungsvorgaben
Neben den Leistungseigenschaften bestimmen die verfügbaren Lieferformate und Gestaltungsmöglichkeiten direkt, wie sich G10 in bestimmte Produktionsabläufe einfügen lässt. Es ist in standardisierten Industrieprofilen mit individuell anpassbaren Gestaltungsmöglichkeiten erhältlich und deckt sowohl industrielle als auch Verbraucheranwendungen ab.
3.1 Wichtigste Lieferformate
Konkret bieten die Hersteller G10 in drei Hauptformaten an:
- Bettwäsche: Die gängigste Ausführung mit einer Dicke von 0,2 mm bis 50 mm; auf Anfrage sind auch besonders dicke Platten mit einer Dicke von über 100 mm erhältlich. Zu den Standardabmessungen gehören 1020 × 1220 mm und 1220 × 2440 mm.
- Stangen: Durchmesser von 6 mm bis 200 mm, Standardlängen von 1000 mm und 2000 mm. Sie werden häufig als Isolierstifte, Passstifte und verschleißfeste Buchsen verwendet.
- Rohre: Innendurchmesser 10–500 mm, Wandstärke 1–20 mm, Länge 1–2 m. Sie eignen sich gut als Isolierhülsen für Motoren und als korrosionsbeständige Auskleidungen.
3.2 Kontrolle des Aussehens und der Toleranzen
Was die optischen und maßlichen Eigenschaften betrifft, zeichnet sich Standard-G10 durch eine natürliche jadegrüne Farbe aus, während schwarze, khakifarbene und graue Varianten in industriellen Anwendungsbereichen weit verbreitet sind. Dekorative Laminatplatten mit Streifen- oder Wellenmustern lassen sich durch das Übereinanderlegen farbiger Glasfasergewebe herstellen, wobei über 20 individuelle Farboptionen zur Auswahl stehen, darunter auch im Dunkeln leuchtende Varianten.
Was die Maßgenauigkeit betrifft, so weisen dünne Platten in der Regel eine Dickentoleranz von ±0,10 mm auf, dicke Platten hingegen von ±0,30 mm. Die Ebenheit liegt bei ≤ 0,5 mm/m, und die Lieferanten bieten die Oberflächenausführungen „frosted“, „matt“ und „glänzend“ an.
4. Bearbeitungsverfahren und Optimierungstechniken
Trotz seiner zahlreichen Leistungsvorteile stellt G10 besondere Herausforderungen bei der Bearbeitung dar, da seine hochharte Glasfaserverstärkung beim Zerspanen starken abrasiven Verschleiß verursacht. Aus diesem Grund sind die richtige Werkzeugauswahl und die optimale Abstimmung der Parameter entscheidend, um die Maßgenauigkeit zu gewährleisten und die Standzeit der Werkzeuge zu verlängern.
4.1 Gängige Bearbeitungsverfahren
CNC-Fräsen
In der Fertigung wird das CNC-Fräsen häufig zum Nutenfräsen, Taschenfräsen und Konturfräsen von G10-Platten eingesetzt. Wir empfehlen Hartmetall- oder diamantbeschichtete Schaftfräser mit einer Schnittgeschwindigkeit von 50–150 m/min, einer Schnitttiefe von 0,2–0,5 mm pro Durchgang und einem Vorschub von 0,05–0,20 mm/U. Die Teams sollten Nebelkühlung oder Flutkühlung einsetzen, um den Werkzeugverschleiß zu verringern und die Freisetzung von Glasfaserstaub zu kontrollieren.
CNC-Drehen
Das CNC-Drehen kommt bei rotationssymmetrischen Teilen aus G10-Stangen und -Rohren zum Einsatz. Die Bearbeitung erfordert hohe Spindeldrehzahlen von 2000–4000 U/min und geringe Schnitttiefen, um Kantenausbrüche zu minimieren. Die Hersteller bevorzugen diamantbeschichtete Hartmetall-Wendeschneidplatten, die bei einer Vorschubgeschwindigkeit von 0,03–0,08 mm/U eine 5- bis 10-mal längere Standzeit bieten als Werkzeuge aus Schnellarbeitsstahl.
CNC-Bohren
Die größte Herausforderung beim Bohren von G10 besteht darin, ein Herausreißen der Fasern und eine Delaminierung am Bohrungsausgang zu verhindern. Anwender sollten Hartmetall-Spiralbohrer mit einer 135°-Spaltpunktgeometrie und einer Schnittgeschwindigkeit von 30–60 m/min verwenden. Das Stanzbohren mit einer Stanztiefe von ≤ 2× Durchmesser reduziert die Wärmeentwicklung und verbessert die Bohrlochqualität. Bei Gewindebohrungen schneiden Gewindeeinsätze aus Metall deutlich besser ab als das direkte Gewindeschneiden.
Sägenschnitt
Die Produktionsteams nutzen das Sägen zur ersten Zuschnittbearbeitung von Platten und für Geradschnitte. Für diese Arbeitsschritte sind feinzahnige Hartmetall-Kreissägeblätter mit 8–12 Zähnen pro Zoll und einer Schnittgeschwindigkeit von 600–1000 m/min erforderlich. Die Bediener müssen die Vorschubgeschwindigkeit kontrollieren, um Harzverbrennungen und Kantenausbrüche zu vermeiden, und ein Staubabsaugsystem ist für die Sicherheit am Arbeitsplatz zwingend erforderlich.
Wasserstrahlschneiden
Das Wasserstrahlschneiden ist die optimale Lösung für dicke Bleche mit einer Stärke von über 10 mm und komplexen Konturen. Das System arbeitet mit einem extrem hohen Druck von 3000–4000 bar, um eine Maßgenauigkeit von ±0,10 mm ohne Wärmeeinflusszone zu erreichen. Im Vergleich zum Laserschneiden verhindert es Kantenverbrennungen und reduziert Delaminationen, weshalb es häufig in der Luft- und Raumfahrt sowie bei Hochspannungsisolierungsprojekten zum Einsatz kommt.

4.2 Tipps zur Optimierung der Bearbeitungsqualität
Über die einzelnen Bearbeitungsverfahren hinaus tragen einige universelle Optimierungsstrategien dazu bei, die Teilequalität nachhaltig zu verbessern und die Produktionskosten zu senken:
- Werkzeugauswahl: Verwenden Sie Hartmetallwerkzeuge für die Kleinserienfertigung; wählen Sie diamantbeschichtete Werkzeuge für die Präzisionsbearbeitung in Großserien, da diese die Standzeit um das 5- bis 10-Fache verlängern.
- Schneidestrategie: Führen Sie mehrere flache Schnitte anstelle eines einzigen tiefen Schnitts durch, um die Wärmeentwicklung zu verringern und eine Zersetzung des Harzes zu verhindern. Die empfohlene Spindeldrehzahl liegt zwischen 6000 und 12000 U/min bei einem Vorschub von 0,02 bis 0,08 mm/U.
- Kantenbearbeitung: Alle bearbeiteten Kanten sollten angefast und entgratet werden, um Koronaentladungen in elektrischen Anwendungen und Spannungskonzentrationen in Bauteilen zu vermeiden.
- Fadenverstärkung: Gewindeeinsätze aus Edelstahl, Messing oder Aluminium verlängern die Lebensdauer der Gewinde um das 3- bis 5-Fache und verbessern die Zuverlässigkeit bei wiederholten Montagen.
5. Klebetechnik und Oberflächenveredelung
Nach Abschluss der Bearbeitung müssen Hersteller G10-Bauteile häufig mit anderen Teilen verbinden. Da G10 ein duroplastischer Verbundwerkstoff mit niedriger Oberflächenenergie ist, lassen sich ohne entsprechende Vorbehandlung keine festen Verbindungen mit herkömmlichen Klebstoffen herstellen. Daher sind spezielle Klebstoffe und eine geeignete Oberflächenvorbereitung für eine zuverlässige strukturelle Verklebung unerlässlich.
5.1 Auswahl des Klebstoffs
- Epoxidklebstoffe: Eignen sich am besten für Konstruktionsfugen, wobei die Überlappungsscherfestigkeit in der Regel im Bereich von 18–25 MPa liegt. Sie sind die bevorzugte Wahl für tragende Industriekomponenten.
- Acrylklebstoffe: Sie härten schneller aus und weisen eine gute Schlagzähigkeit auf, bei einer geringeren Scherfestigkeit von 12–18 MPa. Sie eignen sich ideal für die schnelle Montage von nichttragenden Bauteilen.
- Cyanacrylat-Klebstoffe: Nur für provisorische Reparaturen und Verbindungen mit geringer Belastung geeignet. Aufgrund ihrer geringen Langzeitbeständigkeit raten wir von ihrer Verwendung in tragenden Konstruktionen ab.
5.2 Oberflächenvorbehandlung für die Verklebung
Eine geeignete Oberflächenbehandlung kann die Haftfestigkeit um 30–50% erhöhen. Zu den empfohlenen Verfahren zählen insbesondere die mechanische Aufrauhung durch Schleifen oder Sandstrahlen mit Aluminiumoxid der Körnung 80–120 Mesh zur Vergrößerung der Kontaktfläche, die Plasma- oder Flammbehandlung zur Erhöhung der Oberflächenenergie und zur Verbesserung der Benetzbarkeit durch das Harz sowie eine abschließende Reinigung mit Isopropylalkohol oder Aceton, um Öl- und Staubverunreinigungen vor dem Verkleben zu entfernen.
5.3 Verfahren zur Oberflächenbearbeitung
- Polieren: Erzeugt eine glatte, glänzende Oberfläche mit Ra < 0,8 μm, geeignet für dekorative und ergonomische Bauteile.
- Bürsten / Sandstrahlen: Es sorgt für eine matte, strukturierte Oberfläche mit verbesserter Griffigkeit, weshalb es von Herstellern häufig für Messergriffe und Werkzeuggriffe verwendet wird.
- Dekorlaminierung: Mehrfarbige Glasfaserschichten ergeben nach der Bearbeitung einzigartige Streifenmuster, die funktionale Leistung mit ästhetischem Wert verbinden.
6. Herstellungsprozess von Laminaten
Alle charakteristischen Eigenschaften von G10 lassen sich auf den kontrollierten Laminierungsprozess zurückführen. Der Produktionsablauf umfasst fünf Kernschritte, die die endgültige Leistungsfähigkeit des Materials unmittelbar beeinflussen:
- Epoxidharz-Imprägnierung: Die Hersteller imprägnieren Glasfasergewebe in Elektroqualität mit difunktionellem oder trifunktionellem Epoxidharz, wobei der endgültige Glasfaseranteil bei 55–65 Gew.-% liegt, um ein ausgewogenes Verhältnis zwischen Festigkeit und Isolierfähigkeit zu erreichen.
- Herstellung von Prepregs: Das imprägnierte Gewebe wird einer Teil-Trocknung unterzogen, um einen halbausgehärteten Prepreg-Zustand zu erreichen, wobei der Harzgehalt auf 35–45% geregelt wird.
- Schichtweise Stapelung: Die Techniker schichten die Prepreg-Lagen je nach Leistungsanforderungen in unidirektionaler, kreuzweise (0°/90°) oder mehrachsiger Ausrichtung übereinander.
- Heißpressaushärtung: Die Verfestigung erfolgt bei einem Druck von ≥ 6,9 MPa (1000 psi) und einer Temperatur von 160–180 °C, um die Epoxidmatrix zu vernetzen.
- Nachhärtung: Die Mitarbeiter erhitzen das Laminat mehrere Stunden lang auf 150–170 °C, um die Vernetzungsdichte, die Wärmeformbeständigkeit und die Durchschlagfestigkeit zu erhöhen.
7. Vorteile, Einschränkungen und Materialvergleich
Um das richtige Material für ein bestimmtes Projekt auszuwählen, müssen Ingenieure die Stärken von G10 gegen dessen inhärente Einschränkungen abwägen und es mit gängigen Alternativmaterialien vergleichen.
7.1 Wesentliche Vorteile
- Hohes Verhältnis von Festigkeit zu Gewicht: Es bietet eine Festigkeit, die mit der von Leichtmetalllegierungen vergleichbar ist, bei einer deutlich geringeren Dichte, was den Einsatz von Leichtbauweisen in der Luft- und Raumfahrt sowie im Präzisionswerkzeugbau ermöglicht.
- Hervorragende elektrische Isolierung: Es bietet einen breiten Durchschlagfestigkeitsbereich und einen extrem hohen spezifischen Volumenwiderstand für Hochspannungsanwendungen.
- Hervorragende Dimensionsstabilität: Die extrem geringe Wasseraufnahme verhindert ein Aufquellen und Maßveränderungen in feuchten Umgebungen.
- Gute chemische Beständigkeit: Es ist beständig gegen die meisten Öle, Schmierstoffe sowie schwache Säuren und Laugen und erweist sich daher in chemischen und maritimen Anwendungen als zuverlässig.
- Ästhetische Vielseitigkeit: Die maßgeschneiderte mehrfarbige Laminierung erfüllt sowohl industrielle Leistungsanforderungen als auch die optischen Ansprüche von Endverbrauchern.
7.2 Inhärente Einschränkungen
- Nicht recycelbar: Aufgrund seiner duroplastischen Struktur lässt es sich nach dem Aushärten weder wieder einschmelzen noch umformen, sodass die Recyclingmöglichkeiten am Ende der Lebensdauer begrenzt bleiben.
- UV-bedingter Abbau: Langfristige UV-Einwirkung führt zu Vergilbung, Kreidung und einem Verlust der Durchschlagfestigkeit von 20–30%. Aus diesem Grund ist für den Einsatz im Freien eine Schutzbeschichtung erforderlich.
- Geringe Wärmeleitfähigkeit: Die schlechte Wärmeableitung schränkt den Einsatz in Anwendungen des Wärmemanagements ein.
- Schlagzähigkeit: Eine hohe Härte geht mit einer geringen Zähigkeit einher, sodass plötzliche Stoßbelastungen zu Rissen oder Absplitterungen führen können.
- Gefahr durch Bearbeitungsstaub: Glasfaserstaub, der bei der Bearbeitung entsteht, reizt die Atemwege und die Haut; daher sind bei diesen Arbeiten eine Staubabsaugung und persönliche Schutzausrüstung erforderlich.
7.3 Vergleich mit ähnlichen Materialien
| Material | Wichtigste Merkmale | Typische Anwendungen |
|---|---|---|
| G10 (Referenz) | Ausgewogene Eigenschaften: hohe Festigkeit, Isolierfähigkeit, Feuchtigkeitsbeständigkeit und Wirtschaftlichkeit | Mechanische Halterungen, Dämmplatten, Werkzeuggriffe |
| FR-4 | Ähnliche mechanische Eigenschaften wie G10 mit der Brandschutzklasse UL94 V-0 | Elektronik-Leiterplatten, elektrische Ausrüstung für den Verteidigungsbereich |
| Micarta / Phenolharz-Laminat | Geringere Kosten, geringere mechanische/elektrische Leistungsfähigkeit, höhere Feuchtigkeitsaufnahme | Preisgünstige Messergriffe, einfache Isolierteile |
| Kohlefaserverbundwerkstoff | Höheres Festigkeits-Gewichts-Verhältnis, geringeres Gewicht, aber elektrisch leitfähig und teuer | Luft- und Raumfahrtkonstruktionen, hochwertige Sportartikel |
| Technische Kunststoffe (PEEK, PA usw.) | Leicht zu formen, moderate Kosten, jedoch geringere Dämmleistung und Feuchtigkeitsbeständigkeit | Allgemeine mechanische Bauteile, Gerätegehäuse |
8. Wichtige Spezifikationsmerkmale für die technische Auswahl
Bei der Beschaffung von G10-Materialien sollten sich die Entwicklungsteams auf drei wesentliche Spezifikationsbereiche konzentrieren, um ein Gleichgewicht zwischen Leistung, Konformität und Kosten herzustellen.
8.1 Auswahl von Größe und Dicke
Wählen Sie zunächst je nach Anwendungsanforderungen eine Dicke zwischen 0,2 mm und 50 mm aus. Standardblechgrößen minimieren den Verschnitt, während maßgeschneiderte Zuschnitte die Materialausnutzung weiter optimieren können. Die Teams sollten die Dickentoleranz entsprechend den Präzisionsanforderungen festlegen, wobei für hochpräzise Anwendungen engere Toleranzen gelten.
8.2 Zertifizierung und Einhaltung von Vorschriften
Prüfen Sie als Nächstes die Konformitätsanforderungen für den Zielmarkt und die Anwendung:
– Brandschutz: Für brandkritische Umgebungen ist die Verwendung von FR-4-Material mit UL94-V-0-Zertifizierung vorgeschrieben
– Einhaltung von Umweltvorschriften: Für globale Exportmärkte ist die Einhaltung der RoHS- und REACH-Vorschriften erforderlich
– High-End-Anwendungen: Projekte in der Luft- und Raumfahrt sowie im Verteidigungsbereich erfordern Werkstoffe, die der Norm MIL-I-24768/2 oder gleichwertigen militärischen Spezifikationen entsprechen
8.3 Kostenbeeinflussende Faktoren
Berücksichtigen Sie abschließend die Faktoren, die sich auf die Gesamtkosten auswirken:
– Dicke: Platten mit einer Dicke von über 20 mm verursachen aufgrund des höheren Harzverbrauchs und der längeren Aushärtungszeiten deutlich höhere Kosten
– Flammwidrigkeit: FR-4 und halogenfreie Typen kosten 10–25% mehr als Standard-G10
– Individuelle Optik: Dekorfolien, Sonderfarben und im Dunkeln leuchtende Varianten erhöhen den Stückpreis um 10–30%
– Bearbeitungstoleranz: Enge Maßtoleranzen erhöhen die Komplexität der Bearbeitung und die Produktionskosten
9. Betrieb und Wartung für eine längere Lebensdauer
Die richtige Handhabung und Wartung verlängern die Lebensdauer von G10-Komponenten erheblich, insbesondere wenn die Teile unter rauen Außenbedingungen oder in feuchten Umgebungen eingesetzt werden.
9.1 Anforderungen an die Lagerumgebung
Lagern Sie G10-Materialien in einer trockenen Umgebung mit einer relativen Luftfeuchtigkeit unter 60% und einer Temperatur von 15–25 °C. Schützen Sie sie vor direkter Sonneneinstrahlung und starken UV-Quellen, da eine längere UV-Einwirkung zu einem Verlust der Durchschlagfestigkeit von 20–30% sowie zu einer Vergilbung und Kreidung der Oberfläche führt.
9.2 Kantenversiegelung zur Feuchtigkeitsbeständigkeit
Obwohl G10 eine geringe Wasseraufnahme aufweist, kann eine langfristige Einwirkung von Feuchtigkeit dennoch zu Maßinstabilität und einer verminderten Dämmleistung führen. Das Auftragen von Epoxid-Dichtungsmasse oder einer Polyurethan-Beschichtung auf freiliegende Kanten reduziert das Eindringen von Feuchtigkeit um 50–70%, was für Anwendungen im maritimen Bereich und im Außenbereich von entscheidender Bedeutung ist.
9.3 Regelmäßige Prüfung der elektrischen Funktionsfähigkeit
Bei Hochspannungsisolierungen sollten der Isolationswiderstand und die Durchschlagfestigkeit alle 10–12 Monate überprüft werden. Halten Sie den Isolationswiderstand über 10¹² Ω·cm, um Leistungseinbußen frühzeitig zu erkennen und Geräteausfälle zu vermeiden.
9.4 UV-Schutz im Außenbereich
G10-Bauteile, die im Außenbereich eingesetzt werden, sollten mit einer UV-beständigen Beschichtung aus Polyurethan oder Fluorpolymer versehen werden. Felddaten zeigen, dass diese dünne Schutzschicht die Lebensdauer im Außenbereich von etwa 5 Jahren auf fast 10 Jahre verdoppeln kann, indem sie die Oberflächenalterung und den Leistungsabfall verlangsamt.
10. Typische Anwendungsbereiche
Dank seines ausgewogenen Leistungsprofils findet G10 in einer Vielzahl von Branchen und Anwendungsfällen Einsatz. Zu den häufigsten Anwendungsbereichen zählen:
- Elektronik und Elektrotechnik: Leiterplatten-Trägermaterialien, Hochspannungs-Isolierwände, Transformator-Dichtungen, Isolierkomponenten für Schaltanlagen
- Industriewerkzeuge: Präzisionsvorrichtungen, Prüfvorrichtungen, Maschinenunterlegscheiben, verschleißfeste Zahnräder, Dichtungsscheiben
- Luft- und Raumfahrt sowie Verteidigung: Innenverkleidungen für Flugzeuge, nichtleitende Werkzeuge, Radar-Isolierbaugruppen
- Schifffahrt und Chemie: Pumpenhalterungen, Isolierplatten für den Schiffsbau, Einbauten für Chemieanlagen
- Konsumgüter: Messergriffe, Griffe für Schusswaffen, Griffe für Outdoor-Werkzeuge, Komponenten für Sportartikel
- 3D-Druck und Elektronik-Werkzeuge: Beheizte Druckbetten für 3D-Drucker, Wellenlöt- und Reflow-Träger
11. Häufig gestellte Fragen
Frage 1: Welches Material entspricht G10?
FR-4 ist das am ehesten mit G10 vergleichbare Material und weist nahezu identische mechanische und elektrische Eigenschaften auf. Der wesentliche Unterschied besteht darin, dass FR-4 ein flammhemmendes System enthält, um die Einstufung nach UL94 V-0 zu erreichen. In nicht brandkritischen Anwendungsbereichen sind beide Materialien austauschbar; im Gegensatz dazu ist FR-4 für brandschutzrelevante Anwendungen vorgeschrieben.
Frage 2: Ist G10 aus Kunststoff oder aus Metall?
G10 ist weder reiner Kunststoff noch Metall – es handelt sich um einen glasfaserverstärkten, duroplastischen Epoxid-Verbundwerkstoff. Es ist leichter als Aluminium, aber fester als die meisten technischen Kunststoffe. Im Gegensatz zu Metallen ist es elektrisch nicht leitfähig und korrosionsbeständig, sodass es sich hervorragend als Material für Isolierkomponenten eignet.
Frage 3: Kann G10 im Freien verwendet werden?
Ja, aber nur mit einer Schutzbehandlung. Dank seiner geringen Wasseraufnahme und seiner chemischen Beständigkeit hält es Regen und leichter Korrosion gut stand. Eine langfristige UV-Einwirkung führt jedoch zu einer allmählichen Verschlechterung der Eigenschaften. Das Auftragen einer UV-beständigen Beschichtung ist die Standardlösung, da dadurch die Lebensdauer im Außenbereich effektiv verdoppelt wird.
Frage 4: Ist G10 lebensmittelecht?
G10 verfügt über keine Zertifizierung für den Kontakt mit Lebensmitteln. Die Epoxidharzmatrix kann bei hohen Temperaturen oder in sauren Umgebungen kleine Moleküle freisetzen, daher raten wir von direktem Kontakt mit Lebensmitteln ab. Für Anlagen zur Lebensmittelverarbeitung sind von der FDA zugelassene Werkstoffe wie PEEK oder HDPE sicherere und besser geeignete Alternativen.
Frage 5: Was ist der Unterschied zwischen G10-Platten und herkömmlichen Glasfaserplatten?
G10 ist eine spezielle Sorte von Epoxid-Glasfaserplatten, die den NEMA-Normen entspricht und sich durch streng kontrollierte Leistungsmerkmale sowie gleichbleibende Qualität auszeichnet. Im Vergleich dazu stellen herkömmliche Glasfaserplatten eine breite Kategorie dar. Sie bestehen häufig aus Polyesterharz, das eine geringere Festigkeit und eine höhere Wasseraufnahme aufweist und für das es keine einheitlichen Leistungsstandards gibt, sodass sie sich nur für einfache, unkritische Anwendungen eignen.
Schlussfolgerung
G10-Epoxid-Glasfaser-Laminat ist ein äußerst ausgewogener technischer Verbundwerkstoff mit herausragenden Eigenschaften hinsichtlich elektrischer Isolierung, struktureller Tragfähigkeit und Umweltbeständigkeit, was es zu einem der grundlegenden Werkstoffe in der modernen industriellen Fertigung macht. Wir bei PartsMastery sind davon überzeugt, dass die Auswahl der richtigen Sorte, die auf die spezifischen Anwendungsanforderungen abgestimmt ist, in Kombination mit standardisierten Bearbeitungsverfahren und Wartungsmaßnahmen die Leistung und Wirtschaftlichkeit von G10 über seinen gesamten Lebenszyklus hinweg maximiert.