機械加工サービス
成形サービス
製造サービス
もっと見る
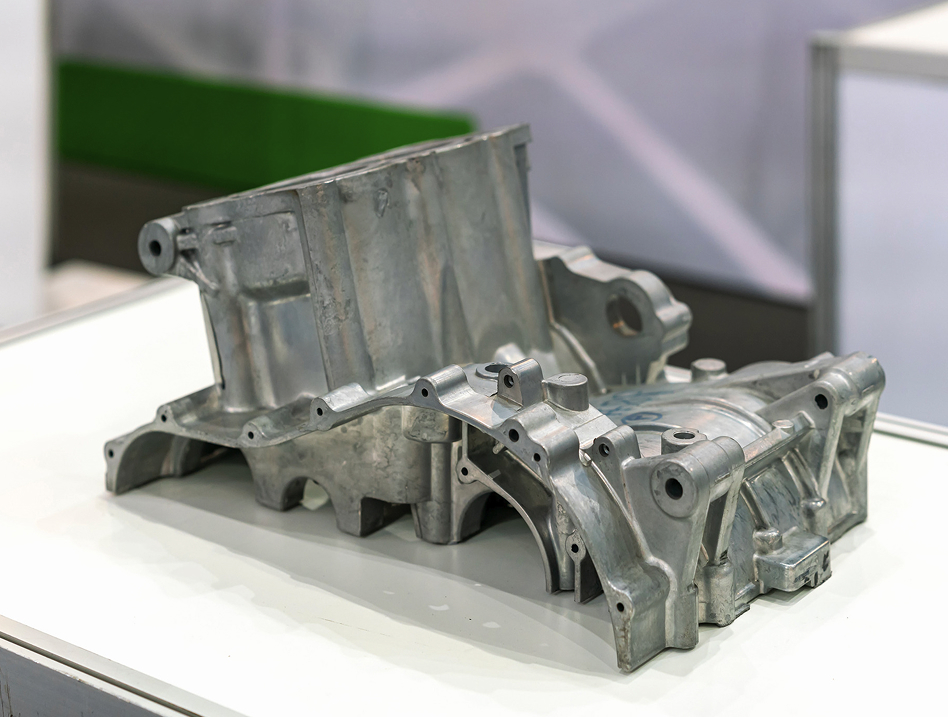
迅速なプロトタイプから大量生産まで、PartsMasteryのダイカスト鋳造サービスはお客様をカバーしています。アルミニウム、亜鉛、マグネシウムを使用し、金型製作から仕上げまで行います。さらに、当社の専門家が、お客様のダイカスト部品がご要望の通りの仕上がりになるようにいたします。.
120以上の国と地域で20,000人以上のお客様がPartsMasteryにカスタムパーツの製造を依頼しています。
PartsMastery社は、60台以上の高度なダイカストマシンを備えた認定ダイカストメーカーであり、自動車、産業、ロボット、エレクトロニクス産業にわたる世界中の顧客にサービスを提供しています。.
中国の深圳にある当社の工場では、ダイカスト金型、高圧ダイカスト製造、CNC機械加工、仕上げを1つの調整されたシステムで統合しており、一貫した品質と迅速な納期を保証しています。.
幅広いプロジェクトのニーズをサポートするため、PartsMastery社は3種類のダイカスト鋳造サービスを提供しています。主にホットチャンバー鋳造とコールドチャンバー鋳造を採用しています。公差が厳しく、構造的に強い要求がある部品には、セミソリッド鋳造のような高度なプロセスを提供しています。.
コールド・チャンバー・ダイカストは、鋳造前に別の炉で金属を溶かす。溶融した金属はコールドチャンバーに注がれ、ピストンが高圧で金属を金型に押し込みます。このプロセスでは、アルミニウムのような高融点金属を扱うことができます。分離することで汚染を防ぎ、金型の寿命を延ばすことができる。この種のダイカスト鋳造では、自動車のエンジン部品、航空機部品、電子機器筐体など、強度と精度が重要な部品が製造されます。
ホットチャンバー、またはグースネック鋳造は、溶解炉と鋳造機を直接接続します。ピストンが溶融炉から溶融金属を引き上げ、そのままダイに注入します。これにより、サイクルタイムが短縮され、金属がプロセス中高温を保つため、無駄が削減される。このプロセスは、亜鉛やマグネシウム合金のような低融点金属に適しています。直接接続により、玩具、金物、装飾品、小型機械部品などの効率的な大量生産が可能になります。.
セミソリッドダイカストでは、液体と固体の中間のペースト状の金属を使用します。金属はこの半固体の状態まで加熱され、液体金属よりも乱流が少ない状態でゆっくりと金型に押し込まれます。このプロセスにより、気孔が減少し、表面仕上げの良い強度の高い部品ができます。セミソリッド鋳造は、アルミニウムやマグネシウム合金に効果的に適用されます。制御された流れにより、自動車部品、航空宇宙部品、および高い強度と品質を必要とする用途が製造されます。.
ダイカストは、寸法安定性、強度、再現性を必要とする構造的・機能的金属部品の製造に広く使用されています。.
PartsMasteryでは、私たちが使用するツールから守るべき基準に至るまで、品質がすべてのステップを後押ししています。当社のISO 9001、ISO 14001、IATF 16949認証は一貫した卓越性を保証しています。.
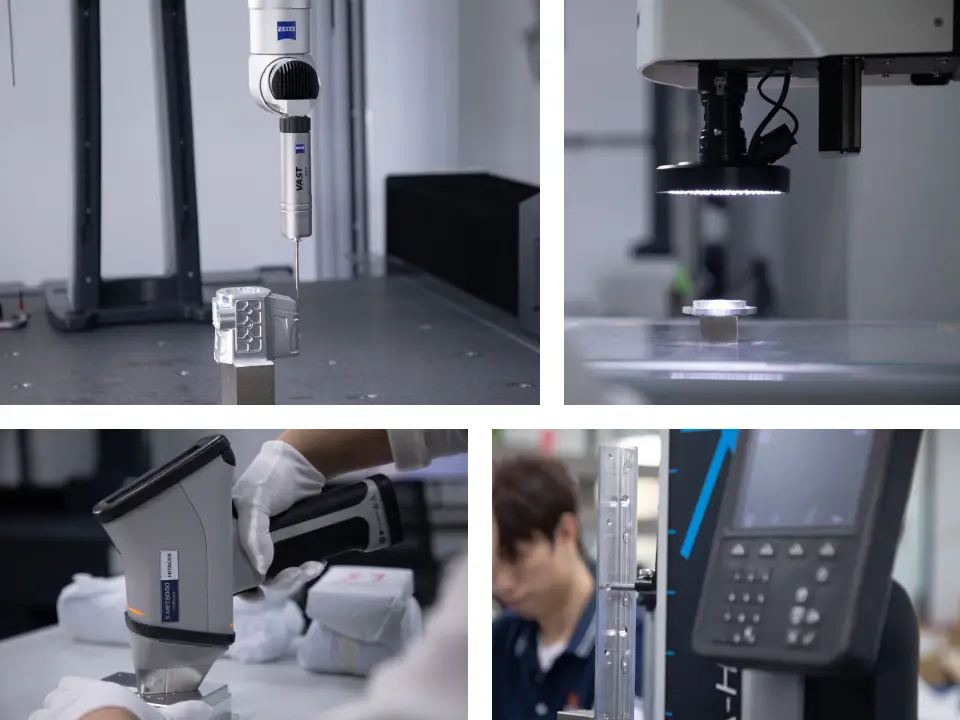
私たちは、精密な測定と検証のために専門的な検査機器を使用しています。分光計は金属組成を分析し、三次元測定機は複雑な3D形状を検査し、2.5D機器は詳細な特徴を検証し、ハイトゲージは基本的な寸法を扱います。.
部品は、材料分析、耐久性試験、腐食試験、機能試験の4つの主要試験を受けます。これらの試験により、部品が成分規格に適合しているか、過酷な条件に耐えられるか、環境損傷に耐えられるか、必要なときに適切に密閉されるかがチェックされます。.
90%以上の部品が一次製品検査に合格しています。また、万が一品質に問題があれば、無料で作り直します。すべての部品は、私たちの施設から出荷される前にチェックされます。.
当社の品質基準を実際にご覧いただく準備はお済みですか?今すぐお見積もりを取り、その違いを実感してください。.
専門家による金型設計と無料のDFM分析により、お客様のダイカスト鋳造コストを削減し、最も効率的な材料使用を保証します。.
社内設備と認定工場ネットワークを活用し、リアルタイムのプロジェクト追跡により、ダイカスト鋳造サンプルを最短1日でお届けします。.
ISO 9001:2015認証取得。各工程で厳格な品質チェックを実施。生産前、生産中、初品検査、納品前の部品検査を行います。0.01mmまでの厳しい公差。.
ダイカスト鋳造には「万能価格」はありません。なぜなら、コストは金型、材料量、部品の複雑さ、生産量という4つの重要な要因に左右されるからです。.生産量: 数量が多ければ多いほど、金型費用はより多くのユニットで償却されるため、部品単価は下がる。.複雑さ: アンダーカット、厳しい公差、薄い壁などの特徴は、設計と工具の複雑さを増す。.
ヒント: 正確なお見積もりをご希望の場合は、今すぐCADファイルをアップロードしてください。当社のエンジニアが無料でDFM(製造のための設計)解析を行い、金型にお金をかける前にコスト削減のための設計最適化を特定するお手伝いをいたします。.
高速生産: 数百から数千の部品に拡張するのに最適です。.
優れた表面仕上げ: 金型から直接、滑らかで小売可能な部品を入手できます。.
厳しい公差: 一貫性保証 ±0.01mm.
複雑な幾何学: 1回の生産工程で複雑なデザインを実現。.
PartsMasteryはどのように最小化するか 多孔性 ダイキャスト部品で?
ダイカスト用の部品を設計する場合、最適な性能と製造性を確保するために、いくつかの重要な考慮事項に対処する必要があります:
ダイカスト部品の後加工は可能であるだけでなく、ダイカストだけでは得られないような要求精度や表面仕上げを達成するために必要な場合も多くあります。後加工により、より厳しい公差と、より滑らかな表面を達成することができ、これは高性能と美観の要求にとって極めて重要です。一般的な後加工には、穴あけ、フライス加工、CNC機械加工などがあり、ダイカスト部品の特徴を正確な仕様に改良します。.
さらに、ポストマシニングは、鋳造工程で発生した気孔や表面の欠陥などの軽微な欠陥を修正することができる。また、鋳造だけでは実現できない複雑な形状や微細なディテールの追加も可能です。ダイカストとポストマシニングを統合することで、メーカーはダイカストのスピードとコスト効率を活用して粗形状を作ることができる一方、重要な寸法や仕上げについてはCNCマシニングの精度を実現することができます。.
ダイカスト鋳造プロセスは、溶融した非鉄金属を精密に設計された鋼鉄製の金型(ダイ)に注入する高圧製造方法です。PartsMasteryでは、全ての部品がお客様の正確な仕様に適合するよう、厳格な5段階の工程を踏んでいます:
準備とクランプ金型キャビティに潤滑剤を塗布し、部品の突き出しと温度管理を容易にします。その後、2つの金型を高圧でしっかりとクランプします。.
射出:溶融金属(アルミニウム、亜鉛、マグネシウム)を高速・高圧(通常1,500~25,000psi)で金型に押し込む。これにより、最も複雑な形状でも金属が確実に充填されます。.
冷却と凝固:金属は金型内で素早く凝固します。当社の高度な冷却システムは、均一な温度分布を確保し、内部応力や反りを最小限に抑えます。.
排出:冷却後、ダイが開き、「ショット」(部品とゲートやランナーのような余分な材料)が油圧ピンを介して排出される。.
トリミングと仕上げ:余分な材料を取り除きます。お客様のニーズに応じて、二次的なCNC機械加工や表面仕上げ(粉体塗装や陽極酸化処理など)を行い、パーツを完成させます。.
あなたの業界
業界を選択 ...業界における提携コンシューマー・エレクトロニクス産業・商業機器自動車・運輸医療機器・ヘルスケア航空宇宙と国防デザイン&カスタムサービス教育・文化その他
2D/3D図面のアップロード
ファイルをアップロードして即座にお見積もり (STEP、IGES、DWG、PDF、STL、ZIPなど、あらゆる形式の2D CAD図面および3D CADモデルを添付してください)。.
最大ファイルサイズ:20MB
プロジェクトの詳細(部品名/数量/材質/色/表面仕上げを含めてください。)