









Le polypropylène (PP) figure parmi les thermoplastiques les plus couramment utilisés dans le moulage par injection traditionnel. Il est apprécié pour sa résistance à la fatigue inégalée, même après des millions de cycles de flexion, ainsi que pour sa grande résistance aux produits chimiques industriels agressifs.
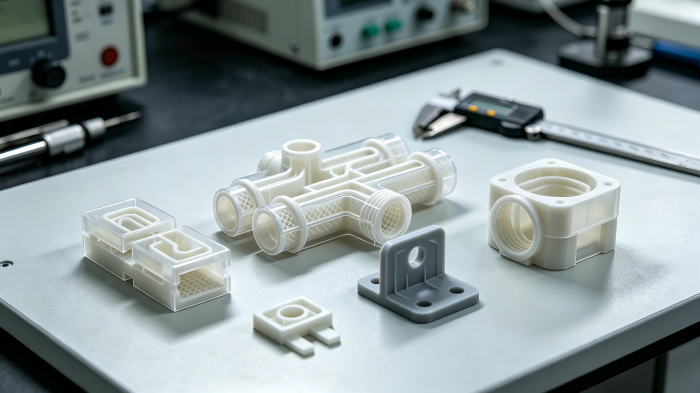
Pour les équipes d'ingénierie matériel et produit, le PP imprimé en 3D permet de valider directement sur banc d'essai des pièces fonctionnelles. Celles-ci vont des charnières souples aux réservoirs de fluides automobiles.
Cependant, la structure moléculaire semi-cristalline de ce matériau entraîne un retrait thermique important lors du refroidissement. Ce retrait provoque souvent une déformation importante lors de l'impression sur des imprimantes de bureau d'entrée de gamme.
Chez PartsMastery, nous proposons des procédés de fusion sur lit de poudre réglés avec précision et spécialement conçus pour le PP. Les équipes d'ingénieurs peuvent ainsi éviter les prototypes déformés et travailler avec des pièces entièrement fonctionnelles, débarrassées de leurs contraintes, prêtes à être testées immédiatement.
Table des matières
- Matrice comparative des procédés d'impression 3D en PP
- Science des matériaux : pourquoi le PP pose des difficultés pour l'impression 3D
- Analyse approfondie des technologies : SLS/MJF, FDM et SLA pour le PP
- Consignes de conception en vue de la fabrication pour l'impression 3D en PP
- Production en direct depuis l'usine pour des pièces traçables et rentables
- Points clés à retenir
- Foire aux questions
Matrice comparative des procédés d'impression 3D en PP
Utilisez ce tableau de référence pour associer vos exigences mécaniques au procédé de fabrication le plus adapté. Vous pourrez ainsi gagner plusieurs semaines en évitant les essais et erreurs coûteux liés aux matériaux au cours du cycle de développement de votre produit.
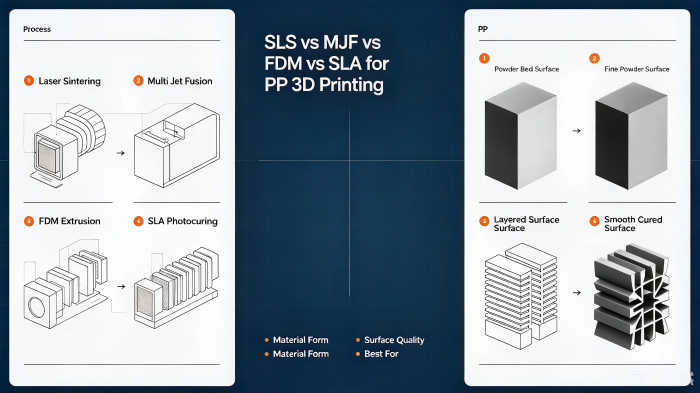
| Technologie additive | Format des données brutes | Avantage principal pour PP | Limitation principale | Cas d'utilisation recommandés |
|---|---|---|---|---|
| SLS / MJF | Poudre de PP vierge | Résistance isotrope exceptionnelle, aucune structure de soutien nécessaire | Porosité superficielle mineure | Charnières souples, réservoirs de produits chimiques, collecteurs de fluides |
| FDM | filament de PP | Faible coût des matériaux, compatible avec les imprimantes de bureau | Risque élevé de déformation, faible adhérence au support, résistance anisotrope | Gabarits de base, supports de fixation à faible charge |
| ALS | Résine photopolymère de type PP | Finition de surface haut de gamme, haute résolution pour les détails les plus fins | Ce n'est pas du véritable thermoplastique PP ; sa résistance à la chaleur et aux produits chimiques est réduite. | Maquettes de produits cosmétiques, assemblages par encliquetage de haute précision |
Science des matériaux : pourquoi le PP pose des difficultés pour l'impression 3D
La structure semi-cristalline du polypropylène est à l'origine de la plupart des difficultés rencontrées en impression 3D.
Au fur et à mesure que le PP fondu refroidit et se solidifie, ses longues chaînes polymères se réorganisent pour former des structures cristallines denses et hautement ordonnées. Ce réarrangement entraîne un retrait volumétrique important sur l'ensemble de la pièce.
Plus précisément, sur les imprimantes FDM de bureau standard utilisant un filament PP classique, ce rétrécissement irrégulier génère des contraintes internes très importantes. Ces contraintes peuvent arracher complètement la pièce du plateau d'impression en cours d'impression.
Au final, cela donne lieu à des pièces présentant des déformations géométriques qui ne se prêtent ni aux essais fonctionnels ni à la validation de la conception.
Analyse approfondie des technologies : SLS/MJF, FDM et SLA pour le PP
Fusion sur lit de poudre (SLS et MJF) : la référence industrielle pour le PP
Heureusement, le frittage sélectif par laser (SLS) et la fusion par jets multiples (MJF) éliminent totalement les problèmes d'adhérence au lit d'impression et de déformation couramment rencontrés avec l'impression par extrusion.
Ces systèmes industriels à lit de poudre constituent la solution la plus fiable pour la fabrication additive en PP. Au cours du cycle de frittage à haute température, la poudre non frittée en vrac qui entoure la pièce sert de support structurel naturel.
Cet environnement thermique rigoureusement contrôlé empêche tout rétrécissement irrégulier. Il permet également d'obtenir des charnières souples présentant des propriétés mécaniques homogènes et isotropes.
La chambre d'impression maintient une température constante légèrement inférieure au point de fusion du PP. Cela permet à la structure semi-cristalline de se former de manière homogène sur l'ensemble de la pièce.
Par exemple, les équipes chargées du lancement de nouveaux produits (NPI) dans le secteur automobile utilisent les systèmes SLS industriels de PartsMastery pour fabriquer des réservoirs de fluide fonctionnels. Ces pièces se montent directement sur des bancs d'essai à moteur en fonctionnement sans présenter de fuite.
Impression 3D FDM : limites et solutions de contournement pour le filament PP
Si la technologie FDM offre une grande accessibilité et des coûts de matière réduits, l'impression avec du filament de PP présente toutefois des difficultés techniques notables.
Le polypropylène présente une énergie de surface extrêmement faible. C'est pourquoi le PP fondu adhère mal aux surfaces d'impression standard telles que le verre, les feuilles de PEI ou les plaques texturées.
Dans la pratique, pour obtenir de bons résultats lors de l'impression FDM en PP, il est nécessaire de disposer d'une chambre de fabrication entièrement fermée et chauffée activement. Cela permet de ralentir la vitesse de refroidissement et de réduire les contraintes liées au retrait.
De plus, les opérateurs doivent appliquer des feuilles adhésives spécifiques au PP ou du ruban d'emballage en PP ordinaire sur la surface d'impression. Cette étape est indispensable pour garantir une adhérence même minimale de la première couche.
Même avec un réglage optimisé, les pièces en PP imprimées par FDM présentent toujours une adhérence intercalaires insuffisante sur l’axe Z. Elles ne sont donc pas adaptées aux applications de charnières souples soumises à des cycles répétés et à des contraintes répétées.
Impression 3D SLA : résines de type PP pour la validation de la forme et de l'ajustement
Certaines conceptions exigent une qualité de surface comparable à celle obtenue par moulage par injection, comme c'est le cas pour les boîtiers cosmétiques emboîtables. Dans ces cas de figure, le PP imprimé par dépôt de poudre peut s'avérer insuffisant en raison de sa finition mate et légèrement poreuse.
Les machines SLA industrielles utilisant des résines photopolymères de type PP constituent en revanche une alternative de haute précision. Elles offrent une finition de surface exceptionnelle et des tolérances dimensionnelles très serrées.
Ces résines techniques présentent des caractéristiques de flexibilité et de dureté Shore très proches de celles du polypropylène. Il s'agit toutefois de matériaux thermodurcissables photopolymérisables, et non de véritables PP thermoplastiques.
De ce fait, leurs performances se détériorent rapidement lorsqu'ils sont exposés à des produits chimiques agressifs ou à des températures élevées, que le PP authentique supporte sans difficulté.
Dans l'ensemble, les résines SLA de type PP sont les plus adaptées à la validation de la forme, de l'ajustement et de l'esthétique dans un environnement de laboratoire contrôlé.
Conseil de pro : Si vous ne savez pas si votre projet nécessite la résistance chimique du PP SLS authentique ou la finition lisse d’une résine de type PP SLA, nous pouvons vous aider. Il vous suffit de demander dès aujourd’hui votre coffret d’échantillons gratuits de matériaux PartsMastery. Vous pourrez ainsi tester et manipuler vous-même nos échantillons de charnières souples imprimées afin de prendre des décisions en toute confiance et sans risque pour votre assemblage.
Consignes de conception en vue de la fabrication pour l'impression 3D en PP
Conception de charnières souples à longue durée de vie
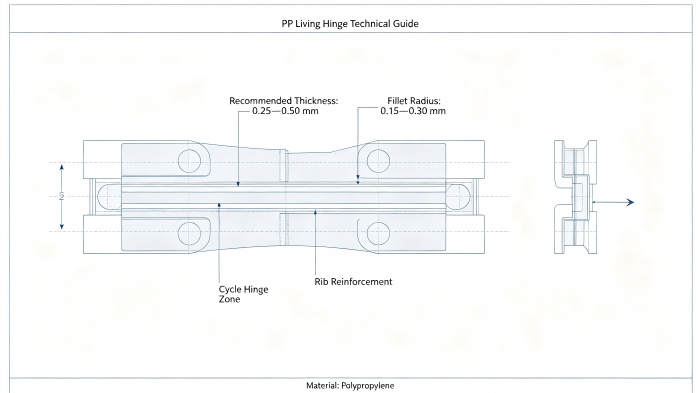
Les charnières souples imprimées en PP sont conçues pour se plier à plusieurs reprises sans rompre les chaînes polymères.
Plus précisément, pour trouver le juste équilibre entre souplesse et résistance à la traction, veillez à ce que l'épaisseur de la charnière soit comprise entre 0,3 mm et 0,5 mm.
Pour les procédés de fusion sur lit de poudre, veillez à toujours orienter la charnière perpendiculairement à l'axe Z de la chambre de fabrication.
Cet alignement précis optimise la durée de vie en fatigue du matériau flexible. Il empêche également le délaminage entre les couches lors du premier cycle de flexion, qui est crucial.
Réduire au minimum le gauchissement des pièces de grande taille
Les sections transversales épaisses et massives refroidissent beaucoup plus lentement que les parois minces. Cela entraîne des déséquilibres thermiques qui génèrent des contraintes internes élevées.
À terme, cette contrainte entraîne une déformation des pièces et un écart dimensionnel par rapport aux spécifications CAO d'origine.
Pour limiter ce risque, évidez les sections pleines volumineuses et veillez à maintenir une épaisseur de paroi uniforme. Vous devez également réaliser des congés généreux au niveau de tous les angles internes.
Une répartition homogène des contraintes de refroidissement sur l'ensemble de la pièce garantit des résultats constants. Ainsi, vos collecteurs, supports et boîtiers imprimés respecteront exactement les dimensions de votre conception.
Production en direct depuis l'usine pour des pièces traçables et rentables
L'approvisionnement en pièces imprimées en 3D via des places de marché numériques tierces peut compromettre la traçabilité de la fabrication.
Lorsque les données CAO circulent entre plusieurs sites de sous-traitants, la boucle de rétroaction directe est rompue. Ce décalage entre les ingénieurs concepteurs et les opérateurs de production augmente le risque d'erreurs dimensionnelles et de problèmes de qualité.
En revanche, PartsMastery intervient en tant que fournisseur direct de fabrication de premier rang, avec un contrôle de la production de bout en bout.
Notre site centralisé de 20 000 m² gère toutes les étapes de production selon des protocoles de qualité internes rigoureux. Cela couvre l'ensemble du processus, depuis le contrôle à la réception des poudres brutes jusqu'à l'usinage de précision.
Nous supprimons également les frais liés aux intermédiaires afin de proposer des tarifs transparents et compétitifs. Cela se traduit par des économies pouvant atteindre 30% pour votre équipe des achats.
Points clés à retenir
La validation des charnières souples et des boîtiers étanches aux fluides nécessite un matériau en PP authentique offrant des performances prévisibles et sans déformation.
Les gammes SLS et MJF de PartsMastery, issues directement de l'usine, s'attaquent à la source aux problèmes liés au retrait thermique. Elles permettent d'obtenir des composants aux dimensions précises et sans contrainte, conçus pour les essais fonctionnels.
Téléchargez dès aujourd’hui vos fichiers CAO sur notre plateforme d’impression 3D pour obtenir un devis DFM instantané. Vous recevrez ensuite vos pièces en PP finies en seulement 3 à 5 jours ouvrés.
Foire aux questions
Pourquoi le filament PP est-il difficile à imprimer sur des imprimantes FDM de bureau standard ?
D'une part, en tant que thermoplastique semi-cristallin, le polypropylène rétrécit considérablement lors de sa solidification. D'autre part, son énergie de surface extrêmement faible empêche une bonne adhérence aux surfaces d'impression autres que celles en PP.
Ces deux facteurs combinés provoquent une déformation thermique importante. Sans chambre d'impression chauffée ni outils d'adhérence spécifiques pour le PP, il est très difficile d'obtenir une impression FDM en PP de haute qualité et constante.
Les pièces en PP imprimées en 3D peuvent-elles être utilisées dans le domaine alimentaire ou médical ?
La résine de polypropylène authentique est chimiquement inerte et intrinsèquement sûre pour un usage général. Cependant, le procédé d'impression 3D couche par couche génère une porosité superficielle à l'échelle microscopique.
Ces minuscules pores peuvent retenir des bactéries et des contaminants. Pour les pièces destinées à entrer en contact direct avec des denrées alimentaires ou nécessitant une stérilisation de qualité médicale, un traitement de finition par lissage à la vapeur est indispensable. Cette étape permet de rendre la surface parfaitement étanche, conformément aux normes réglementaires en vigueur.
À partir de quand le moulage par injection devient-il plus économique que l'impression 3D en PP ?
Pour les séries de 1 à 500 unités, l'impression industrielle par SLS ou MJF avec de la poudre de PP pure s'avère plus rentable. En effet, cela permet d'éviter les coûts initiaux élevés liés à l'usinage d'un moule d'injection en acier.
Dès que le volume dépasse les 1 000 unités, la donne change. Le passage au moulage par injection traditionnel permet alors de réduire considérablement le coût unitaire et devient la stratégie la plus rentable à long terme.