









Polypropylen (PP) zählt zu den am häufigsten verwendeten Thermoplasten im klassischen Spritzgussverfahren. Es wird wegen seiner unübertroffenen Ermüdungsbeständigkeit über Millionen von Biegezyklen hinweg und seiner hohen Beständigkeit gegenüber aggressiven Industriechemikalien geschätzt.
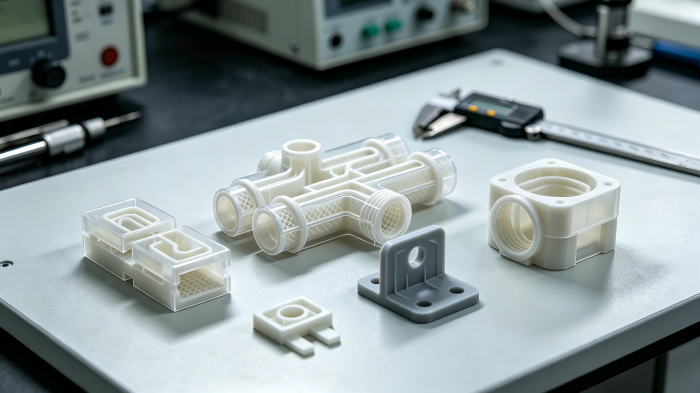
Für Hardware- und Produktentwicklungsteams ermöglicht 3D-gedrucktes PP die direkte Validierung von Funktionsteilen auf dem Arbeitstisch. Diese reichen von „Living Hinges“ bis hin zu Flüssigkeitsbehältern für die Automobilindustrie.
Die teilkristalline Molekülstruktur des Materials führt jedoch beim Abkühlen zu einer erheblichen thermischen Schrumpfung. Diese Schrumpfung führt beim Druck auf Desktop-Druckern der Einstiegsklasse häufig zu starken Verformungen.
Bei PartsMastery bieten wir präzise abgestimmte Pulverbettfusionsverfahren an, die speziell für PP entwickelt wurden. Dadurch können Entwicklungsteams verformte Prototypen vermeiden und mit voll funktionsfähigen, spannungsfreien Bauteilen arbeiten, die sofort getestet werden können.
Inhaltsübersicht
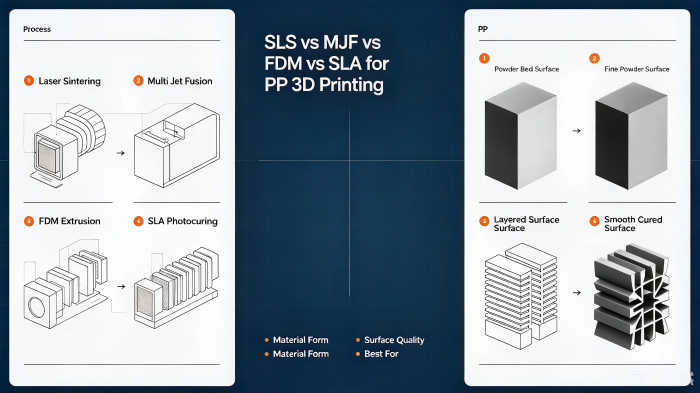
- Vergleichsmatrix für PP-3D-Druckverfahren
- Materialwissenschaft: Warum sich PP nur schwer im 3D-Druck verarbeiten lässt
- Technologiefokus: SLS/MJF, FDM und SLA für PP
- Richtlinien zur fertigungsgerechten Konstruktion für den 3D-Druck mit PP
- Direktfertigung ab Werk für rückverfolgbare, kosteneffiziente Teile
- Die wichtigsten Erkenntnisse
- Häufig gestellte Fragen
Vergleichsmatrix für PP-3D-Druckverfahren
Nutzen Sie diese Referenzmatrix, um Ihre mechanischen Anforderungen dem am besten geeigneten Fertigungsverfahren zuzuordnen. Auf diese Weise können Sie Ihren Produktentwicklungszyklus um mehrere Wochen kostspieliger Materialversuche verkürzen.
| Additive Fertigungstechnologie | Rohdatenformat | Kernvorteil für PP | Wesentliche Einschränkung | Empfohlene Anwendungsfälle |
|---|---|---|---|---|
| SLS / MJF | Neuartiges PP-Pulver | Hervorragende isotrope Festigkeit, keine Stützkonstruktionen erforderlich | Geringe Oberflächenporosität | Scharniere, Chemikalientanks, Flüssigkeitsverteiler |
| FDM | PP-Filament | Geringe Materialkosten, kompatibel mit Desktop-Druckern | Hohes Verformungsrisiko, schwache Haftung am Druckbett, anisotrope Festigkeit | Einfache Vorrichtungen, Halterungen für geringe Belastungen |
| SLA | PP-ähnliches Photopolymerharz | Hochwertige Oberflächenbeschaffenheit, hohe Auflösung für feine Details | Kein echtes PP-Thermoplast, geringere Hitze- und Chemikalienbeständigkeit | Kosmetik-Mockups, hochpräzise Schnappverbindungen |
Materialwissenschaft: Warum sich PP nur schwer im 3D-Druck verarbeiten lässt
Die teilkristalline Struktur von Polypropylen ist die Ursache für die meisten Schwierigkeiten beim 3D-Druck.
Während geschmolzenes PP abkühlt und erstarrt, ordnen sich seine langen Polymerketten zu dichten, hochgeordneten kristallinen Strukturen neu an. Diese Neuanordnung führt zu einer erheblichen Volumenschrumpfung im gesamten Bauteil.
Insbesondere bei handelsüblichen FDM-Desktop-Druckern, die mit einfachem PP-Filament betrieben werden, führt diese ungleichmäßige Schrumpfung zu starken inneren Spannungen. Diese Spannungen können dazu führen, dass sich das Druckteil mitten im Druckvorgang vollständig von der Bauplatte löst.
Letztendlich entstehen dadurch geometrisch verzerrte Teile, die für Funktionstests oder die Konstruktionsvalidierung ungeeignet sind.
Technologiefokus: SLS/MJF, FDM und SLA für PP
Pulverbettfusion (SLS & MJF): Der industrielle Maßstab für PP
Glücklicherweise lassen sich die beim Extrusionsdruck häufig auftretenden Probleme mit der Haftung am Druckbett und dem Verziehen durch das selektive Lasersintern (SLS) und die Multi-Jet-Fusion-Technologie (MJF) vollständig vermeiden.
Diese industriellen Pulverbettsysteme sind die zuverlässigste Lösung für die additive Fertigung mit PP. Während des Hochtemperatur-Sinterzyklus dient das lose, ungesinterte Pulver rund um das Bauteil als natürliche Stützstruktur.
Diese streng kontrollierte thermische Umgebung verhindert ungleichmäßiges Schrumpfen. Außerdem entstehen so „Living Hinges“ mit gleichbleibenden, isotropen mechanischen Eigenschaften.
In der Baukammer herrscht eine konstante Temperatur knapp unterhalb des Schmelzpunkts von PP. Dadurch kann sich die teilkristalline Struktur gleichmäßig über das gesamte Bauteil hinweg ausbilden.
Beispielsweise nutzen NPI-Teams in der Automobilindustrie die industriellen SLS-Systeme von PartsMastery zur Herstellung funktionsfähiger Flüssigkeitsbehälter. Diese Teile lassen sich direkt an aktiven Motorprüfständen montieren, ohne dass Flüssigkeit austritt.
FDM-3D-Druck: Einschränkungen und Lösungen für PP-Filament
Während das FDM-Verfahren eine breite Verfügbarkeit und niedrige Materialkosten bietet, birgt der Druck mit PP-Filament erhebliche prozesstechnische Herausforderungen.
Polypropylen weist eine extrem niedrige Oberflächenenergie auf. Aus diesem Grund haftet geschmolzenes PP nur schlecht auf herkömmlichen Bauoberflächen wie Glas, PEI-Platten oder strukturierten Platten.
In der Praxis erfordert ein erfolgreicher FDM-Druck mit PP eine vollständig geschlossene, aktiv beheizte Baukammer. Dies verlangsamt die Abkühlgeschwindigkeit und verringert die durch Schrumpfung verursachten Spannungen.
Zudem müssen die Anwender PP-spezifische Klebefolien oder einfaches PP-Packband auf die Baufläche aufbringen. Dieser Schritt ist erforderlich, um schon eine grundlegende Haftung der ersten Schicht zu gewährleisten.
Selbst bei einer optimierten Konfiguration weisen FDM-gedruckte PP-Teile nach wie vor eine von Natur aus schwache Schichtenhaftung in der Z-Achse auf. Daher sind sie für Anwendungen mit „Living Hinges“, die einer hohen Zykluszahl und wiederholter Beanspruchung ausgesetzt sind, nicht geeignet.
SLA-3D-Druck: PP-ähnliche Harze zur Form- und Passgenauigkeitsprüfung
Bestimmte Konstruktionen erfordern eine Oberflächenqualität auf Spritzgussniveau, wie beispielsweise ineinandergreifende Gehäuse für Kosmetikprodukte. Für diese Anwendungsfälle könnte pulvergedrucktes PP aufgrund seiner leicht porösen, matten Oberfläche nicht den Anforderungen genügen.
Stattdessen bieten industrielle SLA-Geräte mit PP-ähnlichen Photopolymerharzen eine hochpräzise Alternative. Sie zeichnen sich durch eine außergewöhnliche Oberflächenglätte und enge Maßtoleranzen aus.
Diese technischen Kunststoffe entsprechen in ihrer Flexibilität und Shore-Härte weitgehend denen von Polypropylen. Es handelt sich jedoch um lichthärtende Duroplaste und nicht um echtes thermoplastisches PP.
Infolgedessen verschlechtert sich ihre Leistungsfähigkeit rapide, wenn sie aggressiven Chemikalien oder erhöhten Temperaturen ausgesetzt sind, denen echtes PP problemlos standhält.
Insgesamt eignen sich PP-ähnliche SLA-Harze am besten für die Validierung von Form, Passgenauigkeit und Ästhetik unter kontrollierten Laborbedingungen.
Profi-Tipp: Wenn Sie sich nicht sicher sind, ob Ihr Projekt die chemische Beständigkeit von echtem SLS-PP oder die glatte Oberfläche von SLA-PP-ähnlichem Harz erfordert, können wir Ihnen helfen. Fordern Sie noch heute die kostenlose Materialmusterbox von PartsMastery an. So können Sie unsere gedruckten „Living-Hinge“-Muster selbst testen und biegen, um risikominimierte und fundierte Entscheidungen für Ihre Montage zu treffen.
Richtlinien zur fertigungsgerechten Konstruktion für den 3D-Druck mit PP
Entwicklung langlebiger „Living Hinges“
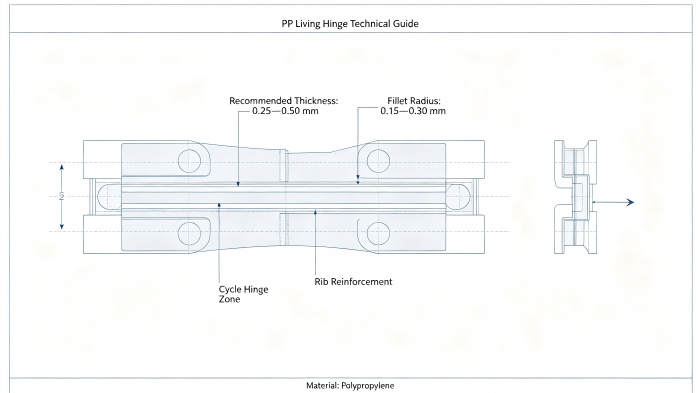
PP-bedruckte „Living Hinges“ sind so konstruiert, dass sie sich wiederholt biegen lassen, ohne dass dabei die Polymerketten brechen.
Um ein ausgewogenes Verhältnis zwischen Flexibilität und Zugfestigkeit zu erreichen, sollte die Dicke der Scharniere zwischen 0,3 mm und 0,5 mm liegen.
Bei Pulverbett-Fusionsverfahren muss das Scharnier stets senkrecht zur Z-Achse der Baukammer ausgerichtet werden.
Diese exakte Ausrichtung maximiert die Ermüdungslebensdauer des Flexmaterials. Außerdem verhindert sie eine Delaminierung zwischen den Schichten während des kritischen ersten Biegezyklus.
Minimierung von Verformungen bei Geometrien mit großen Bauteilen
Dicke, massive Querschnitte kühlen wesentlich langsamer ab als dünne Wände. Dadurch entstehen thermische Ungleichgewichte, die zu hohen inneren Spannungen führen.
Letztendlich führt dieser Stress zu Verformungen der Bauteile und zu Maßabweichungen gegenüber den ursprünglichen CAD-Spezifikationen.
Um dieses Risiko zu minimieren, sollten Sie sperrige massive Abschnitte aushöhlen und eine gleichmäßige Wandstärke beibehalten. Außerdem sollten Sie an allen Innenecken großzügige Verrundungen anbringen.
Eine gleichmäßige Verteilung der Kühlspannung über das gesamte Bauteil gewährleistet konsistente Ergebnisse. Auf diese Weise entsprechen Ihre gedruckten Verteiler, Halterungen und Gehäuse genau Ihren Konstruktionsmaßen.
Direktfertigung ab Werk für rückverfolgbare, kosteneffiziente Teile
Die Beschaffung von 3D-gedruckten Teilen über digitale Marktplätze von Drittanbietern kann die Rückverfolgbarkeit in der Fertigung beeinträchtigen.
Wenn CAD-Daten zwischen mehreren Standorten von Zulieferern ausgetauscht werden, bricht die direkte Rückkopplungsschleife ab. Diese Entkopplung zwischen Konstrukteuren und Produktionsmitarbeitern erhöht das Risiko von Maßfehlern und Qualitätsproblemen.
Im Gegensatz dazu agiert PartsMastery als direkter Tier-1-Zulieferer mit durchgängiger Produktionskontrolle.
In unserer 20.000 m² großen, zentralisierten Produktionsstätte werden alle Produktionsphasen unter Einhaltung strenger interner Qualitätsvorschriften abgewickelt. Dies umfasst den gesamten Prozess von der Eingangskontrolle des Rohpulvers bis hin zur präzisen Nachbearbeitung.
Zudem vermeiden wir die Kosten für Zwischenhändler, um transparente und wettbewerbsfähige Preise anbieten zu können. Dies bedeutet für Ihr Beschaffungsteam Einsparungen von bis zu 30%.
Die wichtigsten Erkenntnisse
Für die Prüfung von Living-Hinges und flüssigkeitsdichten Gehäusen ist echtes PP-Material mit vorhersehbaren, verformungsfreien Eigenschaften erforderlich.
Die direkt ab Werk gelieferten SLS- und MJF-Produktreihen von PartsMastery lösen die Probleme im Zusammenhang mit thermischer Schrumpfung direkt an der Quelle. Sie liefern maßgenaue, spannungsfreie Bauteile, die für Funktionstests ausgelegt sind.
Laden Sie Ihre CAD-Dateien noch heute auf unsere 3D-Druckplattform hoch, um sofort ein DFM-Angebot zu erhalten. Anschließend erhalten Sie Ihre fertigen PP-Teile bereits innerhalb von 3–5 Werktagen.
Häufig gestellte Fragen
Warum lässt sich PP-Filament auf herkömmlichen Desktop-FDM-Druckern nur schwer drucken?
Erstens schrumpft Polypropylen als teilkristalliner Thermoplast beim Erstarren erheblich. Zweitens verhindert seine extrem niedrige Oberflächenenergie eine ordnungsgemäße Haftung auf Bauoberflächen, die nicht aus PP bestehen.
Zusammen führen diese beiden Faktoren zu starken thermischen Verformungen. Ohne eine beheizte Baukammer und spezielle PP-Haftungshilfen ist ein gleichbleibend hochwertiger FDM-PP-Druck nur sehr schwer zu erzielen.
Können 3D-gedruckte PP-Teile für Lebensmittel- oder medizinische Anwendungen verwendet werden?
Echtes Polypropylenharz ist chemisch inert und für den allgemeinen Gebrauch von Natur aus unbedenklich. Das schichtweise 3D-Druckverfahren führt jedoch zu einer Porosität der Oberfläche im Mikromaßstab.
In diesen winzigen Poren können sich Bakterien und Verunreinigungen festsetzen. Bei Bauteilen, die in direkten Kontakt mit Lebensmitteln kommen oder einer Sterilisation nach medizinischen Standards unterzogen werden müssen, ist eine Nachbehandlung durch Dampfglättung erforderlich. Dieser Schritt versiegelt die Oberfläche vollständig, um die gesetzlichen Vorschriften zu erfüllen.
Ab wann ist Spritzguss wirtschaftlicher als der 3D-Druck mit PP?
Bei Produktionsserien von 1 bis 500 Stück ist der industrielle SLS- oder MJF-Druck mit reinem PP-Pulver kostengünstiger. Der Grund dafür ist, dass dadurch die hohen Vorlaufkosten für die Fertigung einer Stahlspritzgussform entfallen.
Sobald die Stückzahl 1.000 Einheiten übersteigt, ändern sich die Kalkulationen. Der Wechsel zum herkömmlichen Spritzguss senkt dann die Stückkosten erheblich und wird zur wirtschaftlichsten langfristigen Strategie.