影响设计的因素有几个:
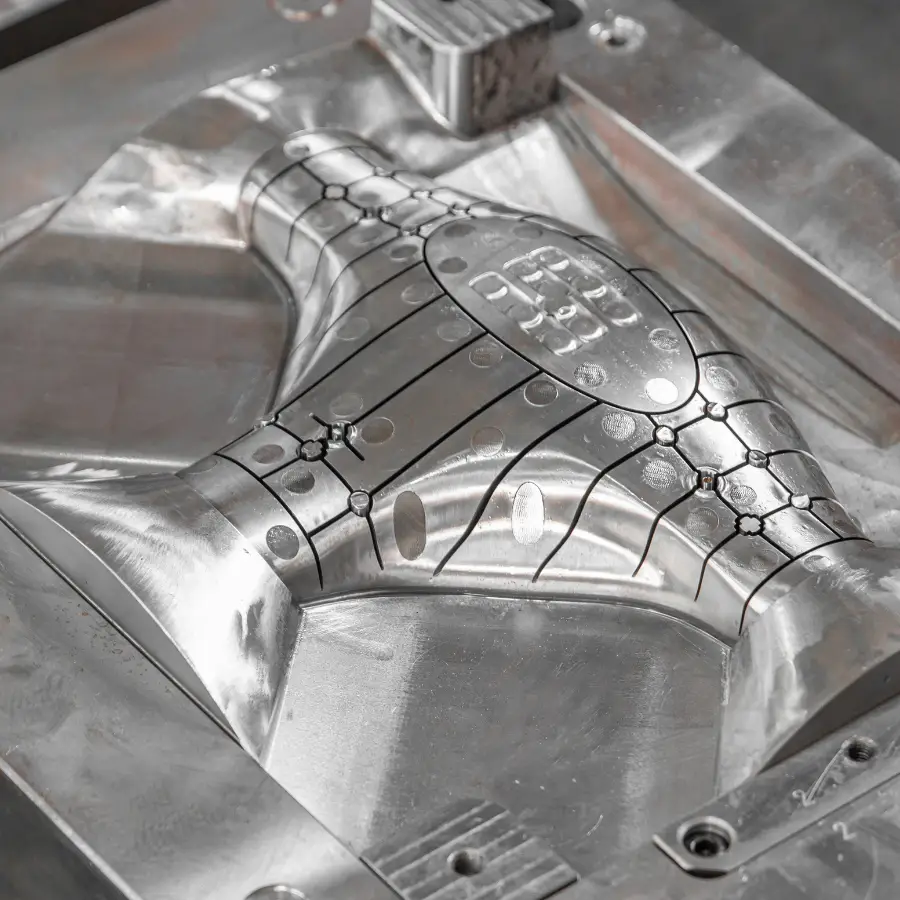
零件设计和几何形状 成型零件的形状、尺寸和复杂程度对模具设计有很大影响。复杂的几何形状、错综复杂的细节和薄壁需要专门的模具特征,如额外的冷却通道或更先进的浇口系统。.
材料选择: 塑料类型对模具设计有很大影响,会影响冷却速度、收缩率和流动性等因素。例如,聚丙烯的收缩率更高,而聚碳酸酯则需要更高的模具温度。模具材料还必须耐磨损或腐蚀性塑料的磨损。.
公差: 公差和精度要求:高精度零件需要公差更小的模具,这会使设计复杂化并增加制造成本。模具设计师必须考虑尺寸精度和一致性,尤其是在汽车和医疗等行业。.
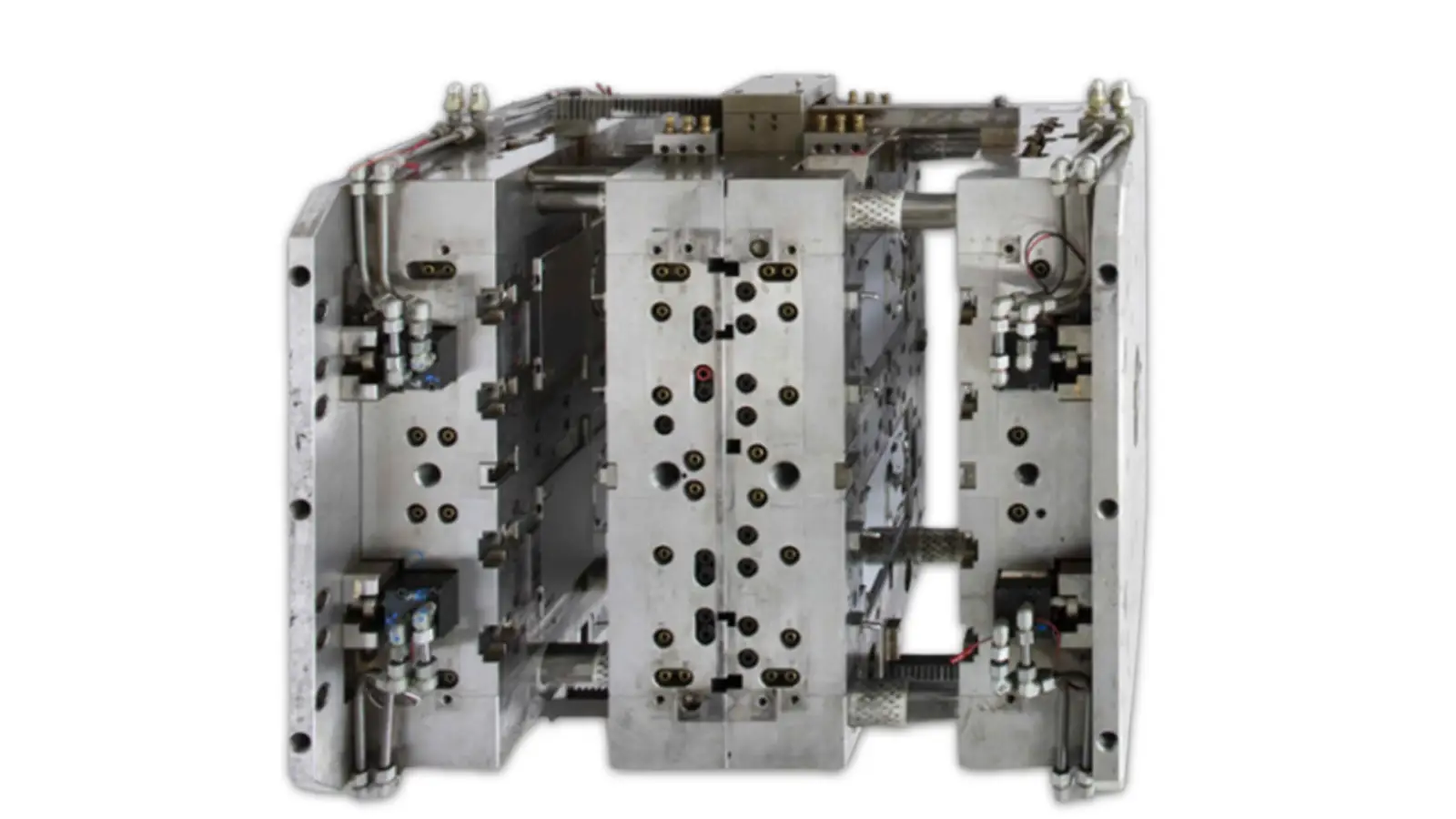
弹射系统: 将零件从模具中顶出的方法会影响模具设计和生产周期。必须将顶针、喷气系统或脱模板等选项小心地集成到模具中,以避免损坏零件。.
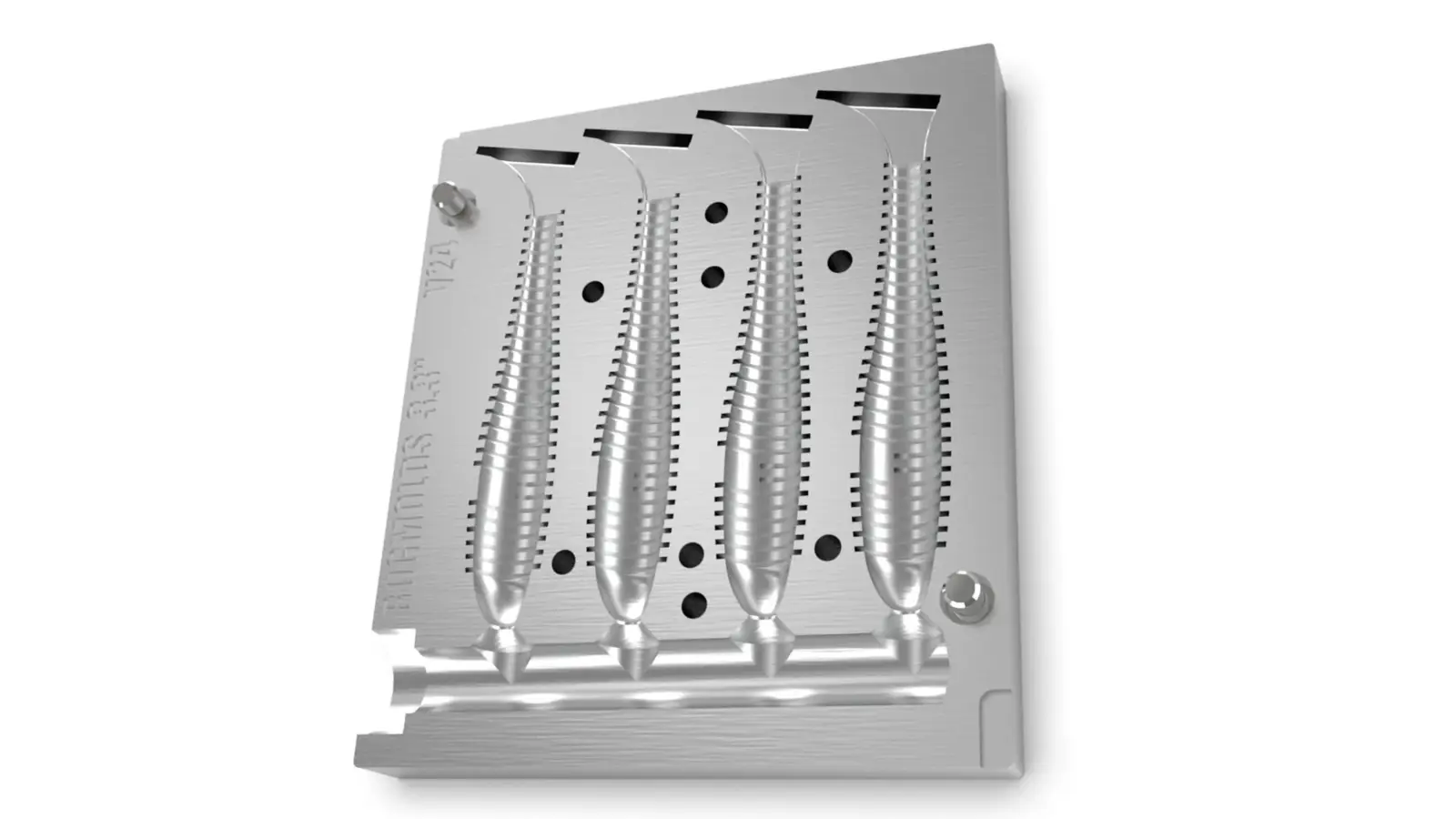
闸门设计: 浇口的位置和类型(直接浇口、销钉浇口或边缘浇口)决定了熔融塑料如何进入模具。浇口设计会影响成品的质量,影响流动特性、表面光洁度和生产周期。.
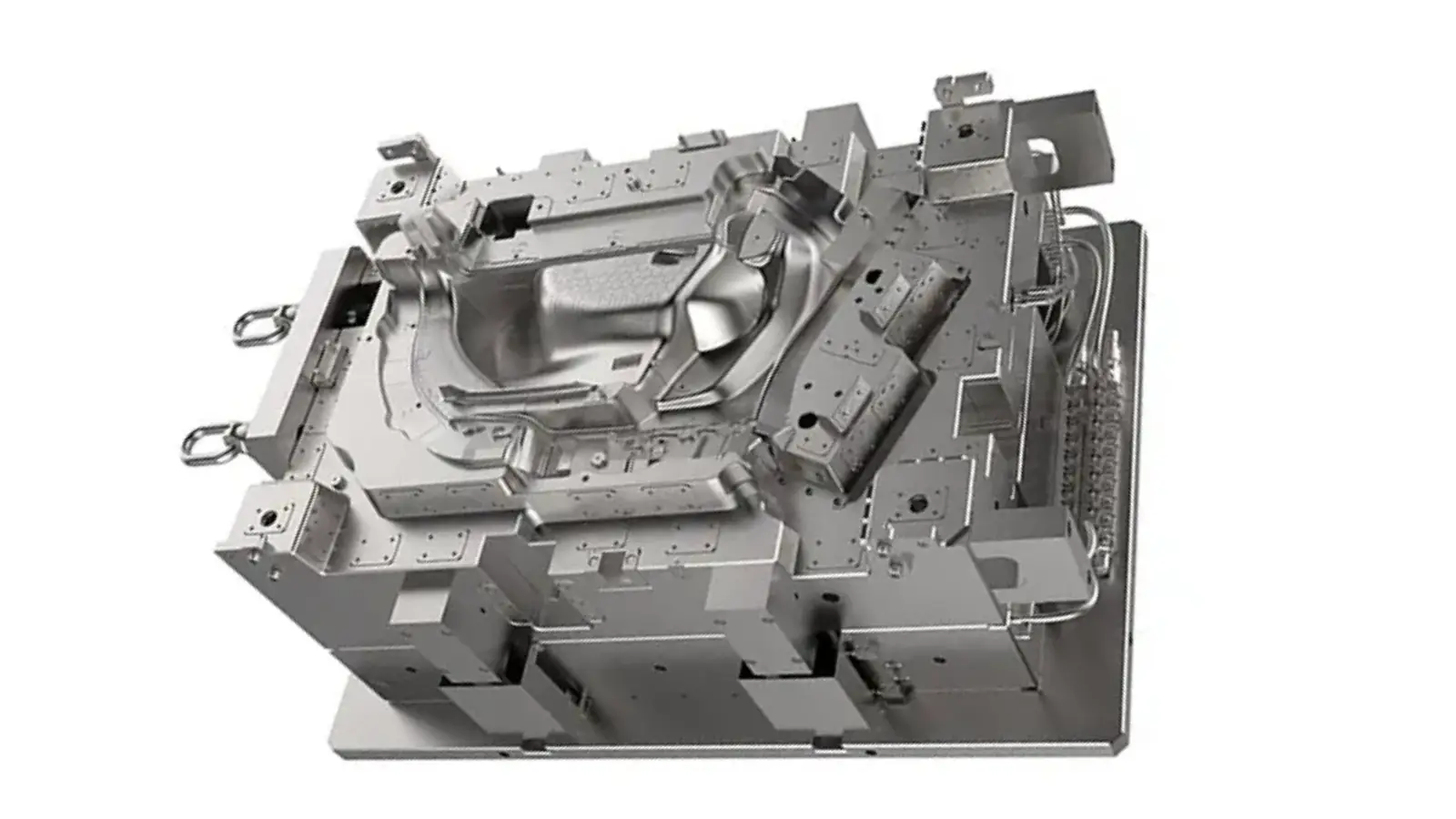
暗槽和分割线 具有底切或复杂几何形状的零件可能需要在模具设计中采用侧向动作或升降器,才能在不损坏零件的情况下脱模。这些特点增加了模具的复杂性和成本。.