









塑料数控加工
塑料零件的原型设计和小批量生产依赖于数控加工的精度、尺寸、成本和其他优势。了解塑料数控加工可帮助您进一步明确项目是否需要塑料数控加工,以及需要加工哪些塑料材料。为了更好地比较塑料原型和小批量塑料零件,CNCTERMIT 的机械工程师将帮助您快速了解塑料 CNC 加工。.
数控加工塑料材料的指南
定制数控加工材料
ABS
ABS 具有出色的整体物理和机械性能,出色的低温抗冲击性。尺寸稳定性好。电性能、耐磨性、耐化学性、染色性、成品加工和机械加工性能均较好。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差:±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

POM
POM 材料的机械性能接近金属材料,抗蠕变和抗疲劳性能优异,还具有自润滑的特点,非常适合用作工程部件。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

尼龙
尼龙是世界上最早出现的人造合成纤维。它坚固耐磨、密度小、体积轻、弹性好、化学稳定性好、产量大、用途广。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

聚四氟乙烯
聚四氟乙烯材料(PTFE)具有优异的耐热性和耐寒性,可在 -180 至 260ºC 下长期使用。这种材料具有耐酸碱、耐各种有机溶剂的特点,几乎不溶于所有溶剂。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸:200 x 80 x 100 厘米

PEEK
PEEK 材料具有优异的尺寸稳定性,这对某些应用非常重要。温度、湿度和其他环境条件的变化对 PEEK 零件的尺寸影响很小,可以满足在要求高尺寸精度的条件下使用的要求。.
- 价格 $$$$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

聚碳酸酯
聚碳酸酯材料耐热、抗冲击、透明度高。PC 材料必须经过干燥处理,使含水量降至 0.02% 以下,这样才能确保产品在各种环境下都具有良好的机械性能。.
- 价格 $$$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

聚乙烯
聚乙烯材料具有优异的耐低温性能(最低使用温度可达 -100~-70°C)和良好的化学稳定性。常温下不溶于一般溶剂,吸水性小,电绝缘性好。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

Garolite G-10
Garolite G-10 是一种玻璃纤维和树脂层压复合材料,最初是作为航空航天设备材料开发的,可承受巨大的力而不发生损坏变形。它的特点是绝缘、耐腐蚀和耐磨。.
- 价格 $$
- 交货时间: < 10 天
- 壁厚 0.75 毫米
- 公差: ±0.125毫米(±0.005英寸)
- 最大零件尺寸: 200 x 80 x 100 厘米

塑料数控服务优势

部件精确
数控机床加工的塑料零件具有注塑成型或三维打印所不具备的精度。机加工塑料零件也没有三维打印机层线和注塑成型分模线的接缝,这些接缝会改变最终零件的外观。.
无需模具
在原型设计或小批量生产过程中,我们不需要模具来进行塑料加工。与其他方法不同的是,这种工艺允许设计师在不使用模具的情况下制作零件。该工艺由计算机控制,只需要设计的 CAD 文件。.

材料范围更广
各种工程塑料因其优异的性能,包括出色的强度-重量比、出色的绝缘性能、更强的耐腐蚀性、耐化学性和耐磨性、耐强腐蚀性等,成为机加工零件和产品的常用结构材料。.
|
|
立即试用 CNCTERMIT! 阳增工程师支持团队 - 真人报价更有说服力 准确 比软件报价 |
数控塑料加工
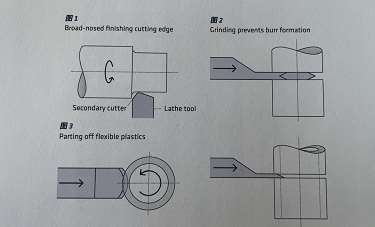
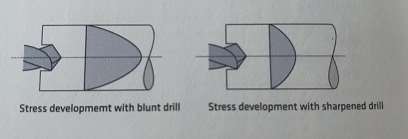
非增强热塑性塑料可使用高速钢进行加工:对于增强级塑料,则需要使用硬质合金钢。在 CNC 加工过程中,刀头应保持一定的峰值锋利度。由于塑料的导热性较差,必须确保散热。最好的办法是通过刀具进行冷却。.
实现塑料零件高尺寸精度的先决条件是使用内应力半成品。加工过程中产生的热量不可避免地会导致内应力的释放,从而导致零件变形。如果要对零件进行大量加工,则要在粗加工完成后进行退火处理,以消除加工过程中产生的应力。我们可以为各种材料提供特定的退火温度和时间。对于吸水性较强的材料(如尼龙),需要在加工前进行除湿处理。塑料的尺寸公差比金属大,而且塑料的热膨胀系数比金属大得多,这一点也很重要。.
塑料数控加工方法
CNCTERMIT 精密加工车间 为您的零件、2D 和 3D 图纸设计以及制造问题提供在线工程客户支持。协助审查项目计划;这包括逐案建议,以帮助您在设计流程的早期降低成本。在线数控精密加工零件,使其成为零件原型设计和小批量至大批量生产运行的绝佳选择,可立即投入生产。 数控零件 报价、准时交货、50 多种材料和 10 多种表面处理,公差小至 0.01 毫米。.
数控塑料服务报价
人们还会问
哪些塑料最适合数控加工?最适合数控加工的塑料有聚乙烯 (PE)、聚丙烯 (PP)、聚氯乙烯 (PVC)、聚苯乙烯 (PS)、丙烯腈-丁二烯-苯乙烯 (ABS) 和聚碳酸酯 (PC)。. 塑料数控加工的成本是多少?塑料数控加工的成本取决于设计的复杂程度、使用的塑料类型以及加工零件的数量。. 塑料加工与 3D 打印?塑料加工是一种减法工艺,包括从塑料块上切削材料,以创建所需的形状。三维打印则是一种添加式工艺,包括建立材料层以创建所需的形状。两种工艺各有优缺点,最佳选择取决于具体应用。. 数控塑料加工的发展趋势?这取决于所用金属的类型和设计的复杂程度。一般来说,3D 打印金属的强度与传统机械加工的金属部件相当,但在某些情况下可能比锻造金属更强。. |