









Em áreas como a maquinaria de precisão, a indústria aeroespacial e as válvulas industriais, os engenheiros deparam-se frequentemente com um dilema familiar na seleção de materiais: os aços inoxidáveis austeníticos padrão não possuem a resistência necessária para suportar cargas elevadas, enquanto os aços inoxidáveis martensíticos convencionais apresentam resistência à corrosão insuficiente e baixa tenacidade. Para resolver este compromisso de longa data, os engenheiros desenvolveram o aço inoxidável 630 de endurecimento por precipitação. Com a sua composição metalúrgica especializada e mecanismos de tratamento térmico personalizados, este aço oferece uma combinação bem equilibrada de resistência, resistência à corrosão e usinabilidade.
Neste guia, recorremos a anos de experiência em produção em série com usinagem de precisão de aço inoxidável de alta qualidade na PartsMastery para analisar os princípios de composição, os limites de desempenho, as especificações de tratamento térmico e as melhores práticas de usinagem do aço inoxidável 630. Como resultado, terá à sua disposição uma referência prática tanto para a conceção de engenharia como para a aquisição de materiais.
1. Definição básica e classes equivalentes do aço inoxidável 630
O aço inoxidável 630 representa uma classe clássica de aço inoxidável martensítico de endurecimento por precipitação, mais conhecido na indústria como Aço inoxidável 17-4 PH. Corresponde diretamente às classes normativas internacionais EN 1.4542 e UNS S17400, e os engenheiros utilizam estas designações de forma intercambiável na documentação de aquisição e nas legendas dos desenhos.
Ao contrário dos aços inoxidáveis tradicionais, este não depende da precipitação de carbonetos para o reforço. Em vez disso, fases ricas em cobre à escala nanométrica formam-se uniformemente no interior do material durante o tratamento de envelhecimento e criam obstáculos físicos ao movimento das deslocações. Esta abordagem aumenta drasticamente a resistência sem a diminuição da tenacidade ou da resistência à corrosão associada a um elevado teor de carbono, razão pela qual se destaca como uma categoria líder de aço inoxidável de engenharia de alto desempenho.
2. Composição química e mecanismo de reforço do núcleo
As vantagens em termos de desempenho do aço inoxidável 630 decorrem diretamente da composição da sua liga, cuidadosamente calibrada. A seguir apresentam-se os intervalos típicos de fração mássica dos seus principais elementos de liga:
- Carbono (C) ≤ 0,07%: Uma formulação com baixo teor de carbono reduz a precipitação prejudicial de carbonetos e preserva a tenacidade e a resistência à corrosão características do material
- Crómio (Cr) 15,0–17,5%: O elemento essencial que forma a película de óxido passiva e proporciona a proteção básica contra a corrosão
- Níquel (Ni) 3,0–5,0%: Estabiliza a estrutura martensítica e melhora a tenacidade a baixas temperaturas e a uniformidade microestrutural
- Cobre (Cu) 3,0–5,0%: O elemento determinante do endurecimento por precipitação. Forma nanofases de ε-Cu durante o envelhecimento e constitui a principal fonte de aumento da resistência
- Nióbio (Nb) 0,15–0,45%: Refina o tamanho dos grãos, inibe o crescimento dos grãos durante o envelhecimento e ajusta com precisão o equilíbrio entre resistência e tenacidade
Do ponto de vista metalúrgico, o processo de reforço segue duas etapas bem definidas. Em primeiro lugar, o tratamento de solução cria uma estrutura martensítica supersaturada no aço. Posteriormente, o envelhecimento a baixa temperatura desencadeia a formação de fases ricas em cobre, uniformemente dispersas, proporcionando ganhos de resistência controláveis. Ao mesmo tempo, o efeito de passivação do crómio mantém a propriedade anticorrosiva fundamental do aço inoxidável, criando uma base de desempenho duplo que combina resistência mecânica e resistência à corrosão.
3. Características essenciais de desempenho
3.1 Resistência e dureza ajustáveis de forma flexível
No estado de recozimento de solução, o aço inoxidável 630 apresenta uma dureza de aproximadamente HRC 28–32 e uma resistência à tração de cerca de 750–850 MPa. Após ser submetido a um tratamento de envelhecimento máximo, a sua dureza sobe para HRC 40–45 e a sua resistência à tração atinge 1100–1300 MPa — valores muito superiores aos dos aços inoxidáveis austeníticos convencionais, como o 304 e o 316. Por este motivo, os fabricantes utilizam-no diretamente como material estrutural de suporte de cargas.
3.2 Resistência à corrosão moderada a boa
Em ambientes levemente corrosivos, como ao ar livre, em água doce e em ácidos fracos, o aço inoxidável 630 apresenta uma resistência à corrosão comparável à do aço inoxidável 304 e supera claramente os aços inoxidáveis martensíticos comuns, como o 410 e o 420. Dito isto, em ambientes altamente corrosivos com elevadas concentrações de iões de cloreto, ácidos fortes ou álcalis fortes, fica aquém do aço inoxidável 316 e apresenta um risco de corrosão por pite em caso de exposição prolongada. Por este motivo, é necessário definir claramente os limites das condições de funcionamento antes de selecionar este material.
3.3 Força e resistência equilibradas
Quando comparado com aços inoxidáveis martensíticos com o mesmo nível de dureza, o 630 continua a apresentar uma elevada tenacidade ao impacto após um tratamento de envelhecimento com duração adequada, evitando as falhas por fratura frágil comuns em materiais de elevada dureza. Além disso, suporta de forma fiável cargas alternadas e condições de impacto, o que o torna uma excelente opção para peças estruturais mecânicas e componentes de eixos.
3.4 Excelente estabilidade dimensional
O processo de envelhecimento do aço inoxidável 630 decorre a baixas temperaturas, pelo que provoca uma deformação mínima das peças durante o tratamento térmico. Consequentemente, proporciona uma estabilidade dimensional muito superior à dos aços-liga tradicionais que são submetidos a têmpera a altas temperaturas. No caso de peças de precisão com requisitos rigorosos de exatidão, os operadores de máquinas podem reservar uma pequena margem de usinagem para compensar pequenas deformações, conseguindo assim cumprir os objetivos de tolerância sem necessidade de retrabalho extensivo após o envelhecimento.
4. Especificações do tratamento térmico e diferenças de desempenho
O tratamento térmico permite explorar todo o potencial de desempenho do aço inoxidável 630. O fluxo de trabalho completo divide-se em duas etapas principais: tratamento de solução e tratamento de envelhecimento. Mais importante ainda, a escolha do programa de envelhecimento determina diretamente o conjunto final de propriedades mecânicas.
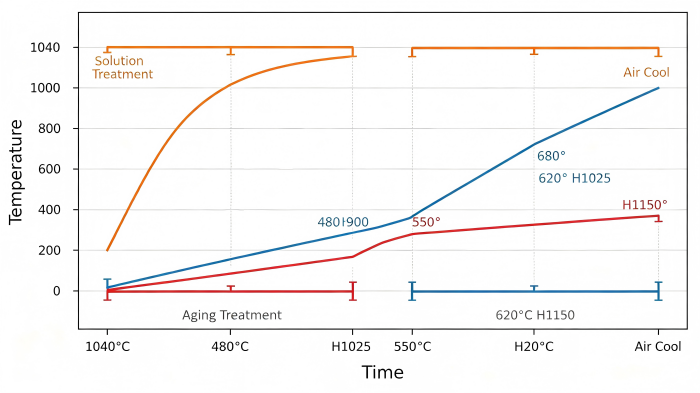
4.1 Tratamento da solução (processo preparatório)
O processo padrão mantém as peças a uma temperatura entre 1030 e 1050 °C antes do arrefecimento a ar ou a óleo. Esta etapa dissolve totalmente os elementos de liga na matriz metálica e produz uma estrutura martensítica supersaturada e uniforme. Neste estado, o material apresenta elevada plasticidade e tenacidade, tornando-o ideal para operações de corte. Por este motivo, as instalações de produção em massa adquirem normalmente a matéria-prima no estado de tratamento de solução.
4.2 Comparação de sistemas de envelhecimento comuns
| Condição de envelhecimento | Parâmetros do processo | Dureza típica | Características de desempenho | Cenários de aplicação |
|---|---|---|---|---|
| H900 (Envelhecimento máximo) | Manter a 480 °C durante 4 horas e, em seguida, deixar arrefecer ao ar | HRC 40–45 | Máxima resistência e dureza, tenacidade relativamente inferior | Peças de desgaste sujeitas a cargas elevadas, corrediças de válvulas, elementos de fixação |
| H1025 (Envelhecimento a temperatura média) | Manter a 550 °C durante 4 horas e, em seguida, deixar arrefecer ao ar | HRC 35–40 | Equilíbrio entre resistência e tenacidade, o melhor desempenho global | Peças estruturais gerais, eixos, componentes de transmissão mecânica |
| H1150 (Envelhecimento excessivo) | Manter a 620 °C durante 4 horas e, em seguida, deixar arrefecer ao ar | HRC 28–32 | Resistência reduzida, tenacidade ideal, estabilidade dimensional e resistência à corrosão sob tensão | Peças para instrumentos de precisão, componentes estruturais sujeitos a impactos |
Para o planeamento do processo de produção em série, recomendamos seguir um fluxo de trabalho em três etapas: concluir a maquinagem principal no estado de solução, atingir o desempenho pretendido através de um tratamento de envelhecimento e, por fim, realizar uma maquinagem de acabamento leve para corrigir pequenas deformações. Esta abordagem reduz drasticamente a dificuldade da maquinagem e os custos com as ferramentas, garantindo, ao mesmo tempo, o desempenho final total.
5. Usinabilidade CNC e pontos-chave do processo

A dificuldade de maquinagem do aço inoxidável 630 varia drasticamente consoante o seu estado de tratamento térmico. Por conseguinte, é necessário adaptar o planeamento do processo ao estado do material; caso contrário, é provável que surjam problemas como desgaste excessivo das ferramentas e qualidade da superfície abaixo do esperado.
5.1 Características de maquinagem no estado de solução
O aço inoxidável 630 submetido a recozimento de solução apresenta uma dificuldade de maquinagem moderada, ligeiramente superior à do aço inoxidável 304. Os operadores de máquinas podem realizar operações convencionais — incluindo fresagem, torneamento, perfuração e rosqueamento — com resultados consistentes. Uma vez que o material apresenta elevada viscosidade e uma forte tendência para o endurecimento por deformação, recomendamos a utilização de ferramentas revestidas de metal duro, a aplicação de velocidades de avanço moderadas e a utilização abundante de fluido de corte, para evitar uma má quebra de limalhas e o desgaste da ferramenta devido ao sobreaquecimento.
5.2 Riscos e limitações da maquinagem em estado envelhecido
Após o pico do envelhecimento, a dureza do material ultrapassa os 40 HRC e a resistência ao corte aumenta substancialmente. Consequentemente, as ferramentas padrão de metal duro desgastam-se 3 a 5 vezes mais rapidamente do que no estado de solução. Além disso, formam-se facilmente marcas de vibração na superfície maquinada. Por estas razões, recomendamos apenas a maquinação de acabamento com pequena margem e a rebarbação após o envelhecimento, devendo evitar-se programar a remoção de material com grande margem nesta fase.
5.3 Sugestões para a otimização da usinagem em produção em série
- Ajustar as dimensões da chave da máquina e as características de alta precisão para um tamanho próximo do final antes do envelhecimento, e reservar uma margem de 0,05–0,15 mm para a deformação resultante do tratamento térmico;
- Após o envelhecimento, aplique apenas a fresagem de acabamento e o retificado de acabamento em superfícies com requisitos de tolerância rigorosos e evite a maquinagem de toda a superfície no estado endurecido;
- No caso de peças de paredes finas e esguias, otimize a configuração do sistema de fixação para reduzir o efeito combinado da tensão de maquinagem e da deformação resultante do tratamento térmico;
- Sempre que possível, realize operações de maquinagem como furos profundos e roscas internas no estado de solução, para evitar a fragmentação da ferramenta durante a maquinagem no estado duro.
6. Comparação de desempenho com as principais classes de aço inoxidável
| Dimensão de comparação | Aço inoxidável 630 (17-4PH) | Aço inoxidável 304 | Aço inoxidável 316 | Aço inoxidável 410 |
|---|---|---|---|---|
| Categoria de material | Martensítico de endurecimento por precipitação | Austenítico | Austenítico | Martensítico convencional |
| Resistência à tração típica | 1100–1300 MPa (H900) | Aprox. 520 MPa | Aprox. 520 MPa | Aprox. 700 MPa (têmpera e revenimento) |
| Nível de resistência à corrosão | Moderado (comparável ao 304) | Bom | Excelente | Feira |
| Reforço por tratamento térmico | Ampla gama de desempenho suportada e ajustável | Não é suportado | Não é suportado | Compatível, intervalo de ajuste limitado |
| Dificuldade de maquinagem | Moderado na forma de solução, mais elevado na forma envelhecida | Moderado | Moderado | Mais elevado após o endurecimento e o revenimento |
| Principais vantagens | Elevada resistência, resistência equilibrada à corrosão, desempenho ajustável | Resistência geral à corrosão, fácil conformação, custo moderado | Forte resistência à corrosão por pite de cloreto | Baixo custo, processo simples |
| Aplicações típicas | Eixos, válvulas, peças estruturais para a indústria aeroespacial | Chapas metálicas em geral, contentores, condutas | Equipamento marítimo e químico, dispositivos médicos | Ferramentas de corte, peças estruturais simples |
| Nível de custos | Médio-alto | Médio | Médio-alto | Médio-baixo |
7. Vantagens, limitações e critérios de seleção
7.1 Principais vantagens
- Combinação única de desempenho: concilia elevada resistência mecânica e resistência à corrosão no seio da família dos aços inoxidáveis, sendo adequada para a maioria das condições industriais sem necessidade de tratamento anticorrosivo adicional da superfície;
- Elevada flexibilidade do processo: é possível ajustar o desempenho através de diferentes programas de envelhecimento, de modo a satisfazer requisitos que vão desde uma elevada resistência ao desgaste até uma elevada tenacidade;
- Ideal para a fabricação de precisão: provoca uma deformação mínima durante o tratamento térmico e proporciona uma elevada estabilidade dimensional, pelo que é adequado para a produção em série de peças de precisão com um grau de precisão IT7–IT8;
- Soldabilidade superior em comparação com os aços inoxidáveis martensíticos comuns; é possível recuperar a resistência da junta através de um envelhecimento local após a soldadura.
7.2 Limitações da aplicação
- Resistência limitada à corrosão em ambientes altamente corrosivos: apresenta um desempenho inferior ao dos aços inoxidáveis austeníticos de alta liga, como o 316, quando exposto a iões de cloreto em alta concentração, ácidos fortes ou álcalis fortes;
- Baixa formabilidade a frio: apresenta menor plasticidade do que os aços inoxidáveis austeníticos, pelo que não é adequado para operações de trabalho a frio com grandes deformações, tais como embutimento profundo e dobragem complexa;
- Custos mais elevados de material e de processamento em comparação com os aços inoxidáveis de uso geral, o que resulta numa redundância de desempenho quando as aplicações não exigem elevada resistência.
7.3 Critérios de avaliação para a seleção
Situações em que o aço inoxidável 630 é a escolha preferida: Em primeiro lugar, quando as peças têm de suportar tanto cargas mecânicas elevadas como ambientes moderadamente corrosivos, e o aço inoxidável comum não apresenta resistência suficiente. Em segundo lugar, quando é necessário recorrer a um tratamento térmico para ajustar o desempenho e equilibrar a facilidade de maquinagem com a resistência final em serviço. Em terceiro lugar, na fabricação de peças mecânicas de precisão que exigem uma elevada estabilidade dimensional e resistência à fadiga.
Situações em que não recomendamos a utilização de aço inoxidável 630: Em primeiro lugar, ambientes com corrosão intensa, com foco na proteção contra corrosão extrema, tais como aplicações na indústria naval e química. Em segundo lugar, peças de chapa fina que requerem conformação a frio com grande deformação. Em terceiro lugar, estruturas gerais em aço inoxidável em que o custo é um fator determinante e que não apresentam requisitos de elevada resistência.
8. Perguntas frequentes
P1: O que é melhor, o aço inoxidável 630 ou o aço inoxidável 316?
Os dois têm finalidades diferentes, pelo que nenhum deles é universalmente melhor. O aço inoxidável 630 apresenta uma resistência e dureza significativamente superiores às do 316, pelo que é mais adequado para peças estruturais que suportam cargas. Por outro lado, o aço inoxidável 316 oferece uma maior resistência à corrosão — especialmente à corrosão por pite de cloreto — e adapta-se melhor a ambientes de forte corrosão, como instalações químicas e ambientes marítimos. Em última análise, deve basear a sua escolha no seu requisito principal: opte pelo 630 se a resistência for a sua principal prioridade e opte pelo 316 se a resistência à corrosão for o mais importante.
P2: O aço inoxidável 630 pode ser submetido a tratamento térmico após a usinagem?
Sem dúvida — na verdade, esta é a via de processo mais comum na produção em massa. Os operadores de máquinas realizam normalmente a maioria das operações de corte no estado de solução e, em seguida, aplicam um tratamento térmico de envelhecimento para que a peça atinja o desempenho pretendido. Esta abordagem reduz drasticamente a dificuldade de maquinagem e o desgaste das ferramentas. Além disso, o envelhecimento provoca uma deformação mínima, pelo que é possível garantir a precisão dimensional final reservando uma margem de maquinagem razoável.
P3: O aço inoxidável 630 é adequado para a maquinagem de precisão CNC?
Sim, mas é necessário combiná-lo com um esquema de processo bem concebido. O aço inoxidável 630 tratado por solução proporciona consistentemente uma precisão dimensional de IT7–IT8 na maquinagem CNC. Após o envelhecimento, recomendamos apenas uma maquinação de acabamento com tolerâncias reduzidas. Se uma peça tiver requisitos de precisão extremamente rigorosos, pode adicionar processos secundários, como retificação e afiação, após o envelhecimento, para compensar qualquer deformação menor.
P4: Em que situações o aço inoxidável 630 não é a melhor opção?
Não o recomendamos para três tipos principais de cenários. Em primeiro lugar, ambientes altamente corrosivos com elevadas concentrações de iões de cloreto, onde a utilização a longo prazo conduz frequentemente à corrosão por pite. Em segundo lugar, aplicações de conformação a frio com grandes deformações, como a estampagem profunda e a dobragem complexa, em que o material não possui plasticidade suficiente. Em terceiro lugar, peças de uso geral sem requisitos de alta resistência, em que a utilização do 630 acarretaria custos desnecessários.
Conclusão
Enquanto tipo clássico de aço inoxidável de endurecimento por precipitação, o aço inoxidável 630 preenche uma lacuna evidente no mercado: os aços inoxidáveis convencionais carecem de resistência, enquanto os aços-liga padrão carecem de resistência à corrosão. Por esta razão, tornou-se uma das melhores opções de material com boa relação custo-benefício em aplicações de maquinaria de precisão, no setor aeroespacial e em válvulas industriais. Para tirar o máximo partido das suas vantagens, é necessário alinhar o calendário de envelhecimento e o percurso do processo com os requisitos específicos da sua aplicação durante a seleção do material e a maquinagem.
A PartsMastery conta com anos de experiência em maquinagem de precisão com aços inoxidáveis de alta qualidade para engenharia, incluindo o 630. Oferecemos serviços completos — desde a análise de fabricabilidade (DFM) e o planeamento de processos até à entrega em produção em série — para ajudar os clientes a alcançar uma produção em série estável e consistente de peças de alto desempenho.