





コンセプトの検証
3Dプリンティングを使用して、初期設計を実際の部品に素早く変換。先に進む前に、サイズ、形状、表面仕上げをチェックするのに最適です。この段階ではハードツーリングは必要ありません。.
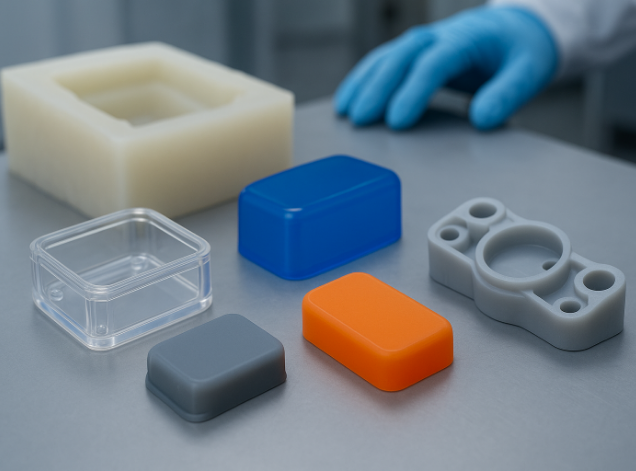
プロトタイピング
フィット感、強度、使いやすさをテストするために、1~100個の機能的な真空鋳造プロトタイプを作成します。材料と公差は最終生産に近い。.
少量生産
少量生産、製品立ち上げ、つなぎ生産に最適です。20~200個以上の部品を安定した品質と短納期で鋳造できます。.

大量生産
大量生産のニーズには、射出成形を提供し、安定した品質と低単価で大量のプラスチック部品を作成します。.