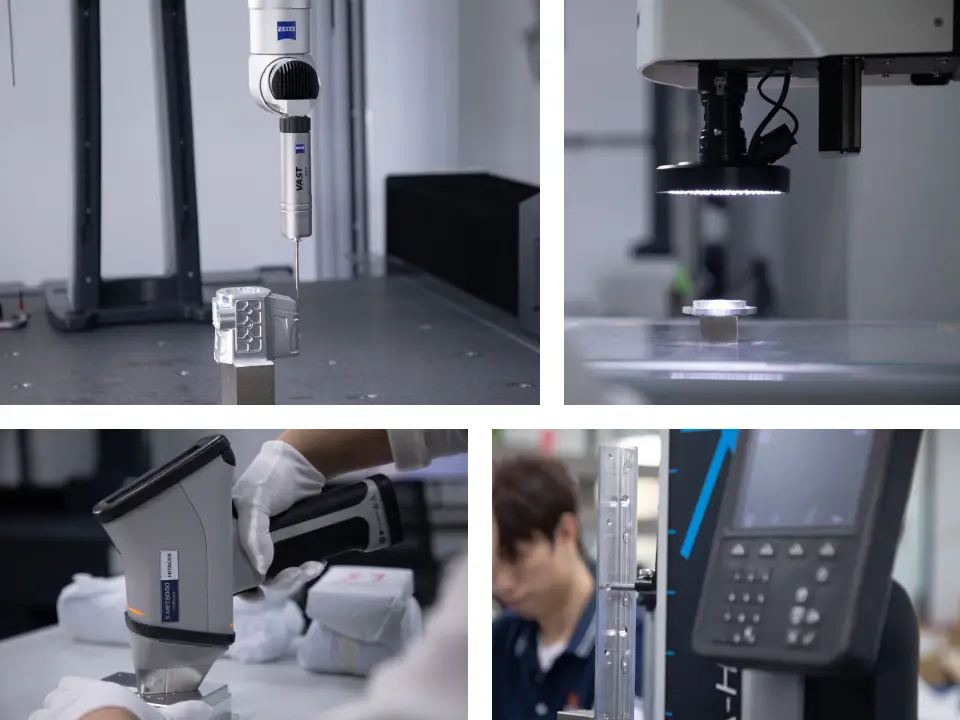
Garantía de calidad
Certificación ISO 9001:2015. Estrictos controles de calidad en cada paso. Inspeccionamos las piezas antes de la producción, durante la producción, en la inspección del primer artículo y antes de la entrega... Tolerancias ajustadas de hasta ±0,01 mm.