








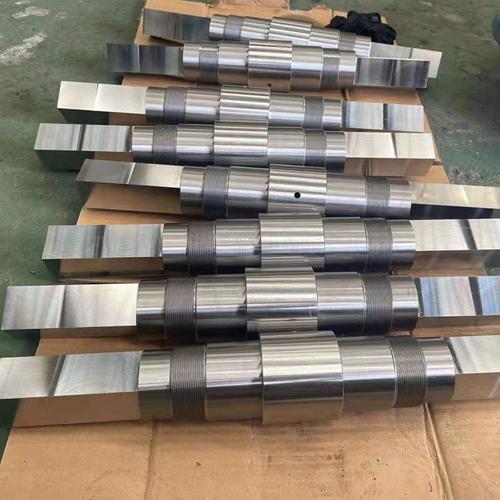
Step turning is one of the most widely used forming processes in CNC turning. Specifically, it creates rotary parts with multiple different diameters along a single central axis. As the cutter travels along the axis in a controlled path, it forms a stepped profile with clean, sharp shoulders. By completing all outer diameter features in one setup, it removes concentricity errors caused by repeated re-clamping. For this reason, it serves as a core machining method for precision shafts, sleeves and similar cylindrical components.
Compared with standard straight turning, step turning requires tighter control over tool paths, shoulder positioning and dimensional accuracy. Thanks to modern CNC systems, it also delivers highly repeatable results for batch production. This guide breaks down the working principles, standard process flow, tool options, real-world applications and quality control rules of step turning. It also offers practical reference for machining teams during process planning and material selection.
1. Step Turning: Definition and Core Principles
1.1 Basic Definition
Step turning belongs to the external cylindrical turning family. On a standard lathe, it cuts a rotating workpiece in separate sections to produce two or more diameter sizes along the same center line. Each shift in diameter creates a flat shoulder perpendicular to the axis, which gives the part its characteristic stepped shape.
The biggest advantage of this process is multi-feature machining in a single setup. Since all diameter sections share the same rotation center, they naturally stay perfectly aligned. This high level of alignment makes the process ideal for power transmission parts with strict tolerance requirements.
1.2 Working Mechanism
At the start of each cycle, the workpiece spins together with the lathe spindle. Simultaneously, the cutting tool travels lengthwise, parallel to the part axis. Machinists control the depth of each radial cut to hit exact target diameters.
Once one diameter section is finished, the tool pulls back and slides to the next position. It repeats the cutting motion until all stepped sections take shape.
In most production environments, the process runs in two separate stages. First, rough turning removes excess material quickly with deep cuts, and leaves 0.2–0.5 mm of stock for finishing. Finish turning, by contrast, uses higher spindle speeds and lighter feed rates. This final pass ensures tight diameter tolerances, clean shoulder edges and smooth surface finish.
 2. Standard Step Turning Process Flow
2. Standard Step Turning Process Flow
A standardized workflow keeps dimensional quality consistent and production efficiency stable. The full process follows five clear stages:
- Workpiece clamping and alignment: First, secure the bar stock in a 3-jaw chuck or collet chuck. Next, align the part to minimize radial runout. For long shafts, add tailstock support to prevent vibration during cutting.
- Programming and tool presetting: Write the CNC program based on the part drawing. Define each diameter, shoulder length and cutting parameter set. Then mount roughing and finishing tools, and set tool offset values.
- Rough turning forming: Remove material layer by layer at higher feed rates and cut depths. Quickly shape the basic stepped profile while balancing cutting speed and tool life.
- Finish turning for precision: Switch to finishing tools or adjust parameters accordingly. Complete all diameters and shoulders in one continuous pass to control tolerance and surface roughness.
- Dimensional inspection and correction: Pause the machine to check each outer diameter, step length and alignment value. Adjust tool offsets to fix any out-of-tolerance readings. Finally, move on to batch production once the first piece passes inspection.
3. Tooling for Step Turning Operations
Final part quality depends heavily on the right tool choice. Based on function, four main tool types support the process:
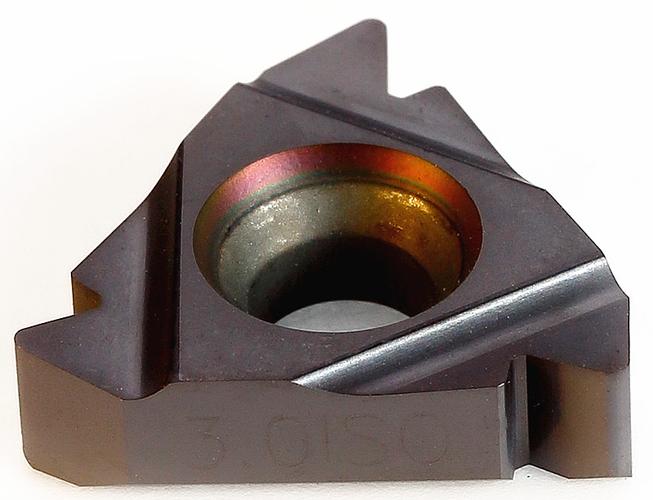
3.1 External Turning Tools
External turning tools form the foundation of step turning. They come in roughing and finishing grades for different production stages. Roughing tools use tougher carbide inserts to handle deep cuts and heavy feed rates. Finishing tools, on the other hand, use inserts with small nose radii for sharp shoulder corners and smooth surface finish.
3.2 Grooving and Forming Tools
When shoulders need root relief grooves, undercuts or sharp inner corners, machinists often add grooving tools to the setup. For high-volume runs, in fact, custom forming tools can cut steps and grooves in a single pass. As a result, this approach improves both production speed and feature consistency.
3.3 CNC Tool Systems
Most modern CNC lathes use indexable inserts and quick-change tool holders. Combined with automatic tool compensation, these systems allow fast tool changes and on-the-fly size adjustments. As a result, setup time drops significantly, and the process fits easily into batch production schedules.
3.4 Dimensional Inspection Tools
During machining, operators use outside micrometers, vernier calipers and depth gauges to verify each diameter and step length. For high-precision parts, additionally, dial indicators check concentricity and face runout to meet all geometric tolerance standards.
4. Core Industrial Applications of Step Turning
Step turning works for almost any rotary part that needs multiple coaxial diameters. Common real-world uses fall into four main categories:

- Power transmission shafts: Motor shafts, drive shafts, gear shafts and more. Each diameter section mounts bearings, gears, couplings or seals. Without a doubt, this represents the most common use case for step turning.
- Bearing housings and locating parts: Stepped bearing sleeves and locating seats. The shoulder face holds bearings in precise axial position. These parts demand very tight control over shoulder runout and diameter tolerance.
- Bushings and sleeve components: Flange bushings, spacers and guide sleeves. The stepped shape controls assembly position and gap width. They appear widely in molds, hydraulic systems and automation equipment.
- Custom precision mechanical parts: Valve spools, fittings, fasteners and other non-standard components. The stepped design combines installation, sealing and connection functions into one single part.
5. Advantages, Limitations and Application Boundaries
5.1 Core Process Advantages
- High geometric accuracy: All features machined in one setup naturally guarantee concentricity. This removes positioning errors caused by multiple clamping operations.
- Faster production output: Continuous cutting across multiple diameter sections reduces process handover time. The efficiency gain grows even larger in batch production.
- Flexible for different jobs: Programming changes can adapt to any number of steps and sizes. The process works equally well for low-volume custom jobs and high-volume production runs.
- Controllable cost: Standard lathes and common off-the-shelf tools can handle the work. No specialized equipment is required, so the process delivers strong cost performance.
5.2 Application Limitations
Even with these benefits, step turning has clear application limits.
- Large jumps between adjacent diameters create high material waste when cutting from solid bar stock. For these cases, forged or cast near-net-shape blanks are a more economical choice.
- The process only handles axisymmetric stepped profiles. For complex curved surfaces or irregular cross-sections, teams use profile turning or milling operations instead.
- Final quality depends strongly on machine rigidity and clamping stability. Parts with very high length-to-diameter ratios face higher risk of vibration and tool deflection.
6. Comparison With Other Turning Processes
Step turning is just one branch of turning technology. The table below shows how it compares to other common turning methods:
| Tipo de processo | Função principal | Formed Profile | Typical Application |
|---|---|---|---|
| Step Turning | Multi-diameter segmented machining on one axis | Stepped cylinder with vertical shoulders | Stepped shafts, bushings, bearing housings |
| Straight Turning | Single-diameter cylindrical machining | Uniform cylindrical surface | Plain shafts, bar stock, simple cylindrical parts |
| Taper Turning | Gradual diameter change machining | Tapered conical surface | Tapered shafts, taper fittings, tool shanks |
| Profile Turning | Complex curved surface forming | Custom curved rotary surface | Special rollers, mold cavities, decorative parts |
| Face Turning | End face planar machining | Flat face perpendicular to the axis | Locating end faces, shoulder finishing |
For a full technical breakdown of all turning variants, you can also reference the Wikipedia overview of turning operations.
7. Compatible Materials and Selection Tips
Nearly all machinable materials work with step turning. Each material behaves differently, however, and requires adjusted process settings:
- Non-ferrous metals (aluminum, brass): Excellent machinability. Works well at high cutting speeds and delivers fine surface finish. Alloys like 6082 aluminum are especially popular for high-efficiency step turning; learn more in our 6082 aluminum alloy material guide. Most often, they are used for lightweight, decorative and precision fitting parts.
- Carbon steel and alloy steel: High strength and broad industrial use. They represent the standard material choice for stepped shafts. Tool grade and cutting parameters must match the material hardness level.
- Aço inoxidável: Strong work hardening effect and low heat conductivity. It requires purpose-built inserts, controlled cutting speed and ample cooling to prevent rapid tool wear.
- Plásticos técnicos: Nylon, POM, PEEK and similar materials can be step turned for insulating and corrosion-resistant parts. For post-processing guidance for plastic parts, see our complete guide to plastic annealing. Importantly, these materials need controlled cutting heat and moderate clamping force to avoid part deformation.
8. Key Factors Affecting Machining Quality
To get sharp shoulders, accurate dimensions and consistent surface finish, pay close attention to the following factors:
- Tool and insert selection: Insert material, nose radius and lead angle directly shape shoulder sharpness and surface roughness. Match them carefully to the workpiece material and accuracy requirements.
- Cutting parameter setup: Excessively high feed rates leave chatter marks on shoulder faces. On top of that, overly fast cutting speeds accelerate tool wear. Always match parameters to the material and to whether the cut is roughing or finishing.
- Clamping and support rigidity: Poorly supported workpieces or weak clamping lead to vibration. For long shafts, steady rests or tailstock support are necessary to keep the cut stable.
- Machine rigidity and precision: Lathe guide play and spindle runout will transfer directly to the finished part. For high-precision stepped parts, always use a rigid, well-maintained CNC lathe.
- In-process quality control: Fully inspect the first piece, then sample parts regularly during production. Catching and correcting dimensional drift from tool wear early is the best way to keep batch quality consistent.
Conclusão
All in all, step turning is a foundational core process for rotary part manufacturing. With single-setup machining, high concentricity and strong efficiency, it remains the preferred solution for shafts and sleeve parts.
The key to good process selection is finding the right balance between speed and accuracy. In practice, this means matching tools, parameters and workflow to the part design, tolerance rules and production volume.
As a precision CNC machining service provider, PartsMastery delivers custom step turning services for all types of parts. Our team works with non-ferrous metals, steel, engineering plastics and more. For both low-volume prototyping and high-volume production, we can tailor the optimal process solution from your part drawings to ensure full dimensional accuracy and geometric tolerance compliance. If you have step turning or general CNC turning requirements, send us your drawings and technical specifications. Our team will provide you with a targeted machining solution and quotation.