









精密機械、航空宇宙、産業用バルブなどの分野において、エンジニアはしばしば、お馴染みの材料選定のジレンマに直面します。すなわち、標準的なオーステナイト系ステンレス鋼には高荷重に耐える強度が不足している一方で、従来のマルテンサイト系ステンレス鋼は耐食性が不十分で、靭性も低いという課題があります。 この長年のトレードオフに対処するため、エンジニアたちは630析出硬化型ステンレス鋼を開発しました。特殊な金属組織と最適化された熱処理メカニズムにより、この鋼種は強度、耐食性、および被削性をバランスよく兼ね備えています。.
本ガイドでは、PartsMasteryにおけるハイエンドステンレス鋼の精密加工に関する長年の量産経験を基に、630ステンレス鋼の組成原理、性能限界、熱処理仕様、および加工のベストプラクティスについて詳しく解説します。これにより、設計および材料調達の両面において、実用的な参考資料としてご活用いただけます。.
1. 630ステンレス鋼の基本定義と相当グレード
630ステンレス鋼は、マルテンサイト系析出硬化型ステンレス鋼の代表的なグレードであり、業界ではより一般的に 17-4 PHステンレス鋼. 。これは、国際規格のグレードであるEN 1.4542およびUNS S17400に直接対応しており、エンジニアは調達書類や図面の注記において、これらの名称を互換的に使用しています。.
従来のステンレス鋼とは異なり、この材料は強化のために炭化物の析出に依存していません。 その代わりに、時効処理中に材料内部にナノスケールの銅に富む相が均一に形成され、転位移動に対する物理的な障壁となる。このアプローチにより、高炭素含有量に伴う靭性や耐食性の低下を招くことなく、強度を劇的に向上させることができる。そのため、この材料は高性能エンジニアリング用ステンレス鋼の代表的なカテゴリーとして際立っている。.
2. 化学組成とコア強化のメカニズム
630ステンレス鋼の性能上の利点は、その綿密に調整された合金組成に直接起因しています。以下に、その主要な合金元素の代表的な質量分率の範囲を示します。
- 炭素(C)≤ 0.07%:低炭素配合により、有害な炭化物の析出を抑制し、材料の基本的な靭性および耐食性を維持します。
- クロム(Cr) 15.0~17.5%:不動態酸化皮膜を形成し、基本的な腐食防止効果をもたらす中核元素
- ニッケル(Ni)3.0~5.0%:マルテンサイト組織を安定化させ、低温靭性および組織の均一性を向上させる
- 銅(Cu)3.0–5.0%:析出硬化の主因となる元素。時効処理中にε-Cuナノ相を形成し、強度向上の主な要因となる。
- ニオブ(Nb)0.15~0.45%:結晶粒径を微細化し、時効中の結晶粒成長を抑制し、強度と靭性のバランスを最適化する
冶金学的観点から見ると、この強化プロセスは2つの明確な段階を経て進行します。まず、溶体化処理によって鋼中に過飽和のマルテンサイト組織が形成されます。その後、低温時効処理により、均一に分散した銅に富む相の形成が引き起こされ、制御可能な強度の向上がもたらされます。 同時に、クロムの不動態化効果により、ステンレス鋼の核となる耐食性が維持され、強度と耐食性を兼ね備えた二重の性能基盤が形成される。.
3. 主要な性能特性
3.1 強度と硬度の柔軟な調整
溶体化焼鈍状態において、630ステンレス鋼の硬度はおよそHRC 28~32、引張強度は約750~850 MPaとなります。 ピーク時効処理を施すと、硬度はHRC 40~45まで上昇し、引張強度は1100~1300 MPaに達します。これは、304や316などの従来のオーステナイト系ステンレス鋼をはるかに上回る値です。 このため、メーカーはこれを構造用耐荷重材料として直接使用しています。.
3.2 中程度から良好な耐食性
屋外、淡水、弱酸などの軽度の腐食環境において、630ステンレス鋼は304ステンレス鋼と同等の耐食性を発揮し、410や420などの一般的なマルテンサイト系ステンレス鋼よりも明らかに優れた性能を示します。 とはいえ、塩化物イオン濃度が高い環境や、強酸、強アルカリが存在する強い腐食環境では、316ステンレス鋼には及ばず、長期にわたり曝露されると孔食のリスクがあります。このため、この材料を選定する際には、使用条件の限界を明確に定義しておく必要があります。.
3.3 バランスが取れた強さとタフネス
同じ硬度レベルのマルテンサイト系ステンレス鋼と比較しても、630は適切な時期に行われた時効処理の後も高い衝撃靭性を維持しており、高硬度材料にありがちな脆性破壊の欠点を回避しています。さらに、交互荷重や衝撃条件にも確実に耐えるため、機械構造部品や軸部品に最適な材料と言えます。.
3.4 優れた寸法安定性
630ステンレス鋼の時効処理は低温で行われるため、熱処理中の部品の変形は最小限に抑えられます。その結果、高温焼入れを行う従来の合金鋼に比べ、はるかに優れた寸法安定性を実現します。 精度要件が厳しい精密部品の場合、加工担当者はわずかな変形を補正するために加工余量を少し多めに確保しておけば、時効処理後の大幅な手直しを行うことなく、公差目標を達成することができます。.
4. 熱処理仕様と性能の違い
熱処理を行うことで、630ステンレス鋼の性能を最大限に引き出すことができます。一連の工程は、溶体化処理と時効処理という2つの主要なステップに分かれます。最も重要な点は、時効処理のスケジュール次第で、最終的な機械的特性が直接決まるということです。.
4.1 溶液処理(前処理工程)
標準的な工程では、部品を1030~1050°Cで保持した後、空気または油で冷却します。この工程により、合金元素が金属マトリックスに完全に溶解し、均一な過飽和マルテンサイト組織が形成されます。この状態の材料は、高い塑性と靭性を備えており、切削加工に最適です。 このため、量産施設では通常、溶体化処理済みの状態の原材料を調達しています。.
4.2 一般的なエージングシステムの比較
| 加齢に伴う状態 | プロセスパラメータ | 代表的な硬度 | 性能・機能 | 活用事例 |
|---|---|---|---|---|
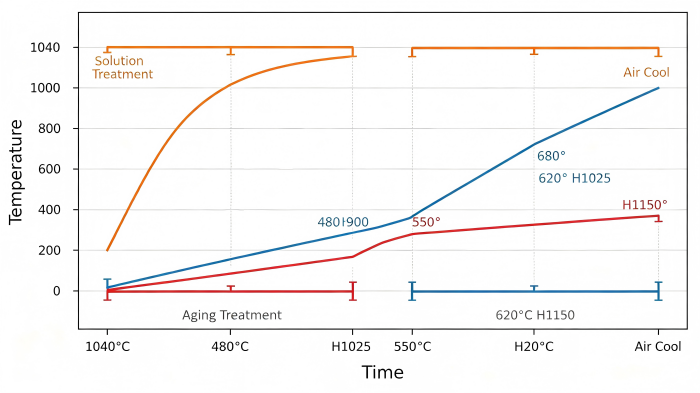
| H900(ピークエイジング) | 480°Cで4時間保持した後、自然冷却する | HRC 40~45 | 最高レベルの強度と硬度、比較的低い靭性 | 高負荷を受ける摩耗部品、バルブスプール、締結部品 |
| H1025(中温エージング) | 550°Cで4時間保持した後、自然冷却する | HRC 35~40 | パワーとタフさのバランスが取れており、総合的なパフォーマンスが最高 | 一般的な構造部品、軸、機械式伝動部品 |
| H1150(過老化) | 620°Cで4時間保持した後、自然冷却する | HRC 28–32 | 強度の低下、最適な靭性、寸法安定性、および応力腐食耐性 | 精密機器部品、衝撃荷重を受ける構造部品 |
量産プロセスの計画においては、以下の3段階のワークフローに従うことをお勧めします。まず、溶体状態で主要な機械加工を完了させ、時効処理によって目標性能を達成し、最後に軽微な変形を修正するための仕上げ加工を行います。このアプローチにより、最終的な性能を十分に確保しつつ、加工の難易度と工具コストを大幅に削減することができます。.
5. CNC加工性と主要な加工ポイント

630ステンレス鋼の加工難易度は、その熱処理状態によって大きく異なります。したがって、工程計画を材料の状態に合わせて調整する必要があります。そうしないと、工具の過度な摩耗や表面品質の低下といった問題が発生する恐れがあります。.
5.1 溶体状態における加工特性
溶体化焼鈍処理を施した630ステンレス鋼は、304ステンレス鋼よりもわずかに高い、中程度の加工難度を示します。 切削加工者は、フライス加工、旋削、穴あけ、タップ加工などの一般的な加工を、安定した結果で完了することができます。この材料は粘度が高く、加工硬化の傾向が強いため、チップの破断不良や工具の過熱による摩耗を防ぐために、コーティングされた超硬工具の使用、適度な送り速度の設定、および十分な切削液の供給をお勧めします。.
5.2 時効処理後の機械加工におけるリスクと制限
最高年齢化後、材料の硬度はHRC 40を超え、切削抵抗が大幅に上昇します。その結果、標準的な超硬合金工具の摩耗速度は、溶体状態の場合に比べて3~5倍速くなります。 さらに、加工面に振動痕が生じやすくなります。これらの理由から、時効処理後は、切削余量が小さい仕上げ加工およびバリ取りのみを推奨しており、この段階での切削余量の大きい材料除去は避けるべきです。.
5.3 量産加工の最適化に向けた提案
- 機械用キーの嵌合寸法および高精度な形状を、時効処理前に最終寸法に近い状態まで仕上げ、熱処理による変形に備えて0.05~0.15 mmの余裕を持たせる;;
- 焼入れ後は、公差要件が厳しい表面に対してのみ仕上げ削りや仕上げ研削を行い、焼入れ状態での全面加工は避けること。;
- 肉厚が薄く、細長い部品については、加工応力と熱処理による変形の複合的な影響を低減できるよう、ワークの固定方法を最適化してください。;
- 硬質状態での加工中に工具の欠けを防ぐため、可能な限り、深穴や内ねじなどの加工箇所は軟質状態で加工するようにします。.
6. 一般的なステンレス鋼種との性能比較
| 比較の基準 | 630 ステンレス鋼(17-4PH) | 304ステンレス鋼 | 316ステンレス鋼 | 410ステンレス鋼 |
|---|---|---|---|---|
| 材料区分 | 降着硬化型マルテンサイト系 | オーステナイト系 | オーステナイト系 | 従来のマルテンサイト系 |
| 代表的な引張強度 | 1100~1300 MPa (H900) | 約520 MPa | 約520 MPa | 約700 MPa(焼入れ・焼戻し処理済み) |
| 耐食性レベル | 中程度(304と同等) | グッド | 素晴らしい | フェア |
| 熱処理による強化 | 幅広い調整範囲に対応した高性能 | 対応していません | 対応していません | 対応、調整範囲は限定的 |
| 加工の難易度 | 溶液状態では中程度、熟成状態ではより高くなる | 中程度 | 中程度 | 焼入れ・焼戻し後の硬度上昇 |
| 主な強み | 高い強度、バランスのとれた耐食性、調整可能な性能 | 一般的な耐食性、成形が容易、適度なコスト | 塩化物による孔食に対する高い耐性 | 低コストで、工程も簡単 |
| 代表的なアプリケーション | シャフト、バルブ、航空宇宙用構造部品 | 一般板金、コンテナ、配管 | 海洋・化学機器、医療機器 | 切削工具、単純な構造部品 |
| コストレベル | 中高 | ミディアム | 中高 | 中~低 |
7. 利点、限界、および選定基準
7.1 主な強み
- 独自の性能バランス:ステンレス鋼の中でも高い強度と耐食性を両立しており、追加の表面防食処理を施すことなく、ほとんどの産業環境で使用可能です。;
- 高い加工の柔軟性:さまざまなエージングスケジュールを用いて性能を調整し、高い耐摩耗性から高い靭性に至るまで、さまざまな要件に対応することができます。;
- 精密製造に最適:熱処理による変形が最小限に抑えられ、高い寸法安定性を発揮するため、IT7~IT8グレードの精度を要する精密部品の量産に適しています。;
- 通常のマルテンサイト系ステンレス鋼に比べて溶接性が優れており、溶接後に局所的な時効処理を行うことで接合部の強度を回復させることができます。.
7.2 アプリケーションの制限事項
- 腐食が激しい環境下での耐食性は限定的である:高濃度の塩化物イオン、強酸、または強アルカリにさらされた場合、316などの高合金オーステナイト系ステンレス鋼に比べて性能が劣る;;
- 冷間成形性が低い:オーステナイト系ステンレス鋼に比べて塑性が低いため、深絞りや複雑な曲げ加工などの大変形を伴う冷間加工には適さない;;
- 汎用ステンレス鋼に比べて材料費や加工コストが高いため、高い強度が求められない用途では、性能の過剰が生じることになる。.
7.3 選定の判断基準
630ステンレス鋼が推奨される用途: 第一に、部品が高い機械的負荷と中程度の腐食環境の両方に耐える必要があり、通常のステンレス鋼では十分な強度が得られない場合です。第二に、熱処理によって性能を調整し、加工のしやすさと使用時の最終的な強度とのバランスを取る必要がある場合です。第三に、高い寸法安定性と耐疲労性が求められる精密機械部品を製造する場合です。.
630ステンレス鋼の使用を推奨しないケース: 第一に、海洋や化学工業などの用途のように、極度の腐食防止が求められる重度の腐食環境。第二に、大幅な変形を伴う冷間成形が必要な薄板部品。第三に、コスト重視であり、高強度が求められない一般的なステンレス鋼構造物。.
8. よくある質問
Q1:630ステンレス鋼と316ステンレス鋼、どちらが優れていますか?
両者は用途が異なるため、どちらが普遍的に優れているというわけではありません。630ステンレス鋼は316よりも著しく高い強度と硬度を備えているため、荷重を支える構造部品にはより適しています。 一方、316ステンレス鋼は、より優れた耐食性(特に塩化物による孔食に対する耐性)を備えており、化学プラントや海洋環境などの腐食が激しい環境に適しています。 最終的には、主要な要件に基づいて選択を行うべきです。強度が最優先であれば630を、耐食性が最も重要であれば316を選びましょう。.
Q2:630ステンレス鋼は、機械加工後に熱処理を行うことは可能ですか?
その通りです。実際、これは量産において最も一般的な工程ルートです。 通常、機械加工担当者は、ほとんどの切削加工を溶体状態で完了させた後、時効処理を施して部品を目標性能に到達させます。このアプローチにより、加工の難易度と工具の摩耗を大幅に低減できます。さらに、時効処理による変形は最小限に抑えられるため、適切な加工余量を確保することで、最終的な寸法精度を保証することができます。.
Q3:630ステンレス鋼は、CNC精密加工に適していますか?
はい、ただし、適切に設計された工程計画と組み合わせる必要があります。溶体化処理を施した630ステンレス鋼は、CNC加工において一貫してIT7~IT8の寸法精度を実現します。 時効処理後は、余裕を小さくした仕上げ加工のみをお勧めします。部品の精度要件が極めて厳しい場合は、時効処理後に研削やホーニングなどの二次加工を追加し、わずかな変形を補正することができます。.
Q4:どのような状況では、630ステンレス鋼は最適な選択肢とは言えないのでしょうか?
主に以下の3つの使用シナリオについては、本製品の使用をお勧めしません。第一に、塩化物イオン濃度が高く腐食性の強い環境です。このような環境では、長期使用により孔食が生じることがよくあります。第二に、深絞りや複雑な曲げ加工など、大きな変形を伴う冷間成形用途です。これらの用途では、本材料には十分な塑性がありません。 第三に、高強度が要求されない汎用部品です。このような用途で630を使用すると、不必要なコストがかかってしまいます。.
結論
従来の析出硬化型ステンレス鋼の代表的なグレードである630ステンレス鋼は、市場における明確なニーズを満たしています。従来のステンレス鋼には強度が不足しており、一方、標準的な合金鋼には耐食性が欠けているからです。 このため、630ステンレス鋼は、精密機械、航空宇宙、および工業用バルブ用途において、コストパフォーマンスに優れた最有力な材料選択肢となっています。その利点を最大限に引き出すためには、材料選定および加工の段階で、時効処理のスケジュールと工程ルートを、具体的な用途要件に合わせて調整する必要があります。.
PartsMasteryは、630をはじめとするハイエンドのエンジニアリング用ステンレス鋼を用いた長年にわたる精密加工の経験を有しています。当社は、DFM(製造適性)分析や工程計画から量産納品に至るまで、一貫したサービスを提供し、お客様が高性能部品の安定的かつ一貫性のある量産を実現できるよう支援いたします。.