










Moulage sous pression médical
Boîtiers de précision et boîtiers d'appareils nécessitant une stabilité dimensionnelle et une finition de surface propre.
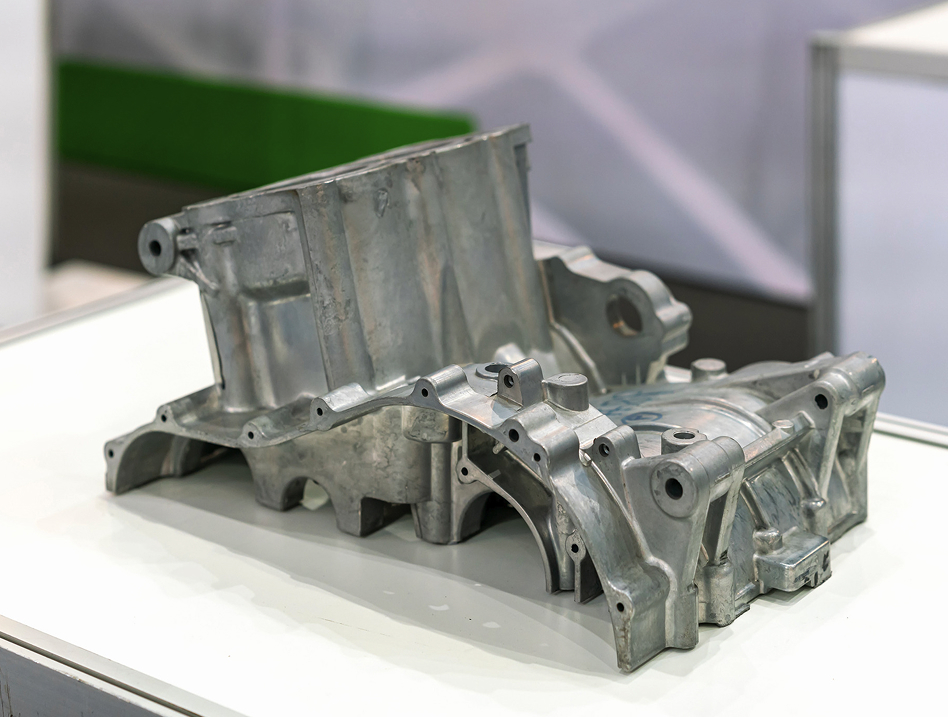
Moulage sous pression de véhicules automobiles
Carters de moteur, boîtiers de transmission, supports de moteur et supports structurels nécessitant une grande solidité et une résistance thermique élevée.

Robotique
Supports de précision, boîtiers de boîtes de vitesses, composants d'actionneurs et pièces structurelles porteuses.

Produits de consommation
Boîtiers en aluminium, dissipateurs de chaleur pour LED, cadres internes et boîtiers de protection pour appareils électroniques compacts.