








1. SLM/LPBF : du prototypage à la production en série sur mesure
Pour les équipes d'ingénieurs travaillant sur des pièces aérospatiales, des implants médicaux et des composants automobiles haute performance, la fusion sélective par laser (SLM) – également connue sous le nom de fusion laser sur lit de poudre (LPBF) – a largement dépassé le stade du simple prototypage.
Alors que les premières imprimantes 3D ne permettaient de produire que des maquettes visuelles, la technologie SLM moderne permet de créer des pièces métalliques entièrement denses et fonctionnelles, capables de résister à des charges importantes, à des températures basses et à des environnements corrosifs. Contrairement à l'usinage traditionnel, la technologie SLM ne nécessite ni moules sur mesure ni outillage coûteux.
Grâce à la fabrication numérique par SLM, les cycles de développement des produits passent de plusieurs mois à quelques jours. Les équipes chargées des achats peuvent également remplacer les stocks physiques par des fichiers CAO numériques et produire des pièces à la demande.
2. Comment fonctionne la SLM : le procédé de fusion couche par couche
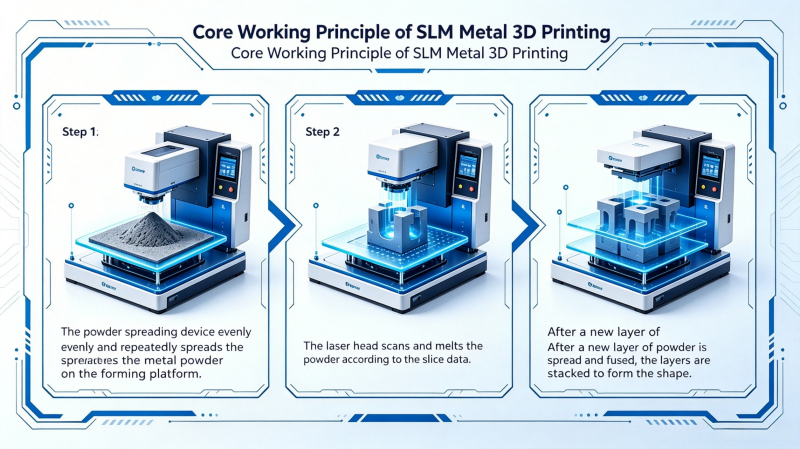
La technologie SLM fabrique des pièces à l'intérieur d'une chambre hermétique remplie de gaz inerte, selon un cycle répétitif en trois étapes :
- Épandage de poudre : Une fine couche de poudre métallique atomisée au gaz (d'une épaisseur de 20 à 50 μm) est répartie uniformément sur le plateau d'impression.
- Fusion par laser : Un laser à fibre optique haute puissance fait fondre la poudre de manière sélective en suivant la section transversale du modèle 3D.
- Empilement des couches : La plate-forme s'abaisse légèrement, puis une nouvelle couche de poudre est déposée. Le processus se répète jusqu'à ce que la pièce soit terminée.
L'atmosphère inerte (argon ou azote) empêche l'oxydation, ce qui permet d'obtenir une densité supérieure à 99,51 % – un niveau équivalent ou supérieur à celui des métaux forgés et moulés. Cependant, le chauffage et le refroidissement rapides génèrent des contraintes internes, rendant indispensable un traitement thermique après impression pour les pièces soumises à des charges.
3. Impression 3D SLM ou usinage CNC : comment faire son choix
3.1 Coût et volume de production
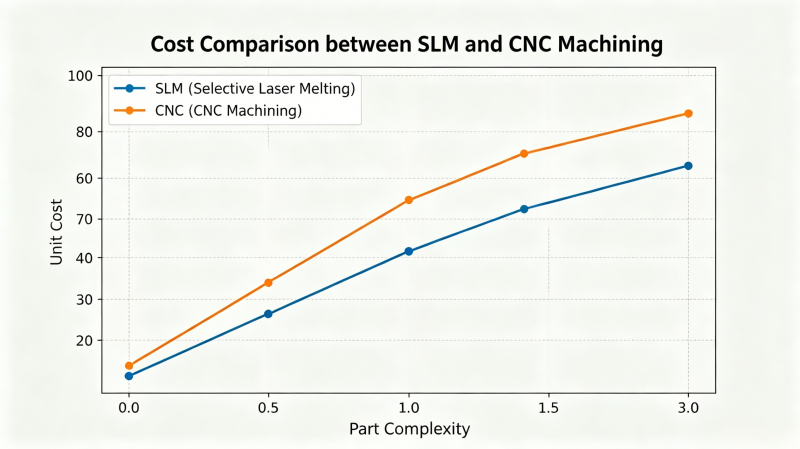
L'usinage CNC est plus rentable pour les pièces simples produites en grande série. Cependant, à mesure que la complexité des pièces augmente, les coûts liés à l'usinage CNC grimpent rapidement en raison des montages sur mesure, de la programmation multiaxiale et des changements d'outils.
Les coûts de la SLM restent stables, même pour des conceptions très complexes. Cette technologie offre des avantages évidents pour les petites et moyennes séries de 1 à 500 pièces. De nombreuses entreprises ont recours à la SLM pour accélérer la mise sur le marché de leurs produits pendant la phase de préparation des moules destinés à la production en série.
3.2 Intégration des pièces et allègement
Les pièces traditionnelles, telles que les collecteurs utilisés dans l'aérospatiale et les sous-ensembles automobiles, nécessitent souvent l'assemblage par soudage de 10 à 30 composants distincts. Chaque joint constitue un point de défaillance potentiel et entraîne des coûts supplémentaires d'assemblage et de contrôle.
La SLM permet une production monolithique, en une seule pièce. Grâce à l'optimisation topologique et aux structures en treillis, les ingénieurs peuvent réduire le poids tout en conservant la résistance, ce qui simplifie l'ensemble de la chaîne d'approvisionnement.
4. Matériaux industriels couramment utilisés pour la fabrication additive par projection de poudre
L'impression 3D industrielle par SLM nécessite des poudres sphériques de haute qualité obtenues par atomisation au gaz pour garantir une impression homogène. Voici les trois matériaux les plus couramment utilisés :
| Matériau | Caractéristiques principales | Applications |
|---|---|---|
| Titane Ti6Al4V | Excellent rapport résistance/poids, biocompatible, résistant à la chaleur | Supports pour l'aérospatiale, implants médicaux, composants de course |
| Acier inoxydable 316L | Solide, robuste, résistant à la corrosion | Collecteurs de fluides, instruments chirurgicaux, pièces pour le secteur maritime |
| AlSi10Mg (aluminium) | Léger, haute conductivité thermique | Dissipateurs thermiques, pièces de refroidissement pour l'automobile, composants pour robots |
5. Post-traitement des pièces SLM
5.1 Traitement thermique de détente
Toutes les pièces SLM soumises à des contraintes doivent subir un recuit sous vide sans être retirées du plateau d'impression. Cela permet d'éliminer les contraintes internes et d'éviter toute déformation ou fissuration après l'impression.
5.2 Finition des surfaces
Les pièces SLM brutes, telles qu'elles sortent de l'imprimante, présentent une rugosité de surface comprise entre 5 et 15 μm (Ra). Pour les surfaces de précision, telles que les roulements ou les joints, des traitements supplémentaires, comme le sablage, le polissage ou l'usinage CNC, sont utilisés afin d'améliorer la qualité.
6. Maîtrise des pièces : solutions SLM en direct d'usine
Parts Mastery exploite un site de production de 20 000 m² équipé de systèmes SLM industriels à lasers multiples. En supprimant les intermédiaires, nous aidons nos clients à réduire leurs coûts d'approvisionnement jusqu'à 30%.
Notre système DFM basé sur l'IA et le cloud analyse automatiquement les fichiers CAO afin d'en évaluer l'imprimabilité avant la production. Nous proposons également des services internes de traitement thermique et de découpe au fil, ainsi qu'une traçabilité complète des matériaux.
Les clients peuvent télécharger des fichiers CAO en ligne pour obtenir des devis instantanés et une analyse DFM gratuite, ce qui permet de réduire les risques liés au développement de nouveaux produits.
Résumé
L'impression 3D métallique par SLM permet de produire de manière rentable des pièces complexes, légères et intégrées, ce qui en fait une solution idéale pour les applications aérospatiales, médicales et automobiles. Le choix judicieux des matériaux, les traitements post-impression standard et les services proposés directement par le fabricant optimisent la valeur technique et économique de la technologie SLM.