








In precision mechanical manufacturing, engineering teams consistently prioritize surface treatment processes that balance surface hardness, corrosion resistance and dimensional accuracy. As a well-established thermochemical surface modification technology, QPQ coating (short for Quench-Polish-Quench, also known as salt bath composite nitriding) addresses this need perfectly. Through a multi-stage coordinated workflow, it delivers enhanced wear resistance, corrosion protection and fatigue strength for steel components, and it controls dimensional deformation far more effectively than traditional coating methods. As a result, manufacturers widely adopt it for high-reliability scenarios across the automotive, hydraulic and tooling industries.
In this guide, we systematically break down the process logic, performance boundaries, material compatibility and industrial use cases of QPQ coating, and we provide a complete technical reference for component selection and process solution design.
1. Technical Essence of QPQ Coating
QPQ stands for Quench-Polish-Quench, an advanced process system evolved from salt bath nitrocarburizing. Unlike single-stage nitriding, QPQ follows a three-step workflow — diffusion layer strengthening, surface finishing and oxidation sealing — to form an in-situ compound layer and diffusion zone on steel surfaces. In this way, it achieves synchronous upgrades in hardness, corrosion resistance and tribological performance.
Notably, QPQ acts as a diffusion-based surface modification process rather than an applied coating, so its performance stems from compositional and microstructural changes in the substrate surface. Since the strengthened layer bonds metallurgically with the base material, it carries no risk of coating delamination; furthermore, manufacturers can control dimensional deformation at the micron level. For these reasons, it has become one of the mainstream solutions for surface strengthening of precision parts.
2. Full Process Flow and Working Mechanism
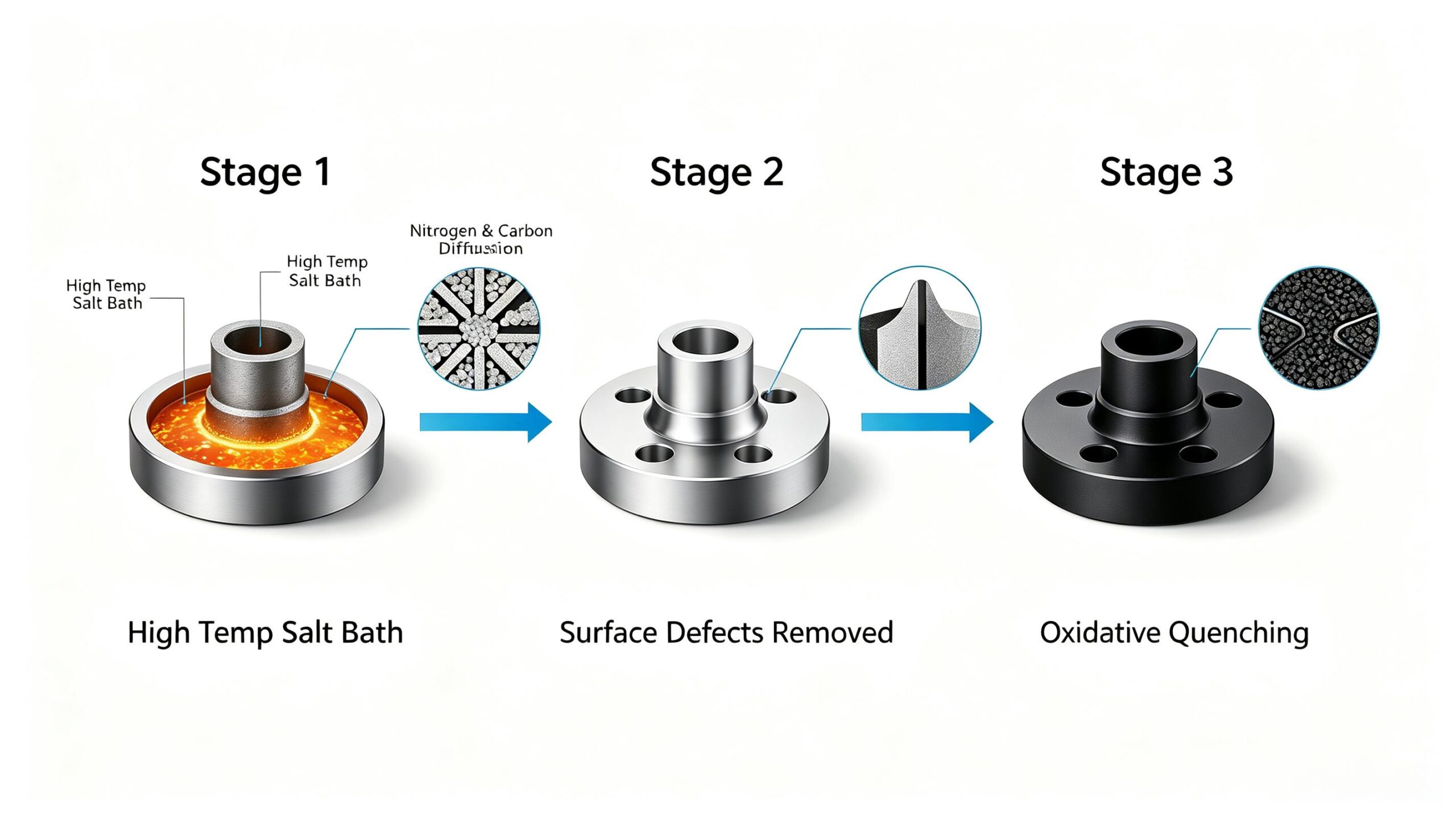
QPQ is not a single operation, but a multi-stage coordinated thermochemical treatment system consisting of three core stages: nitrocarburizing, surface polishing and oxidative quenching. Importantly, the process parameters of each stage directly shape the final performance output.
2.1 Nitrocarburizing: Surface Microstructure Strengthening
As the core hardening step, operators perform nitrocarburizing in a molten salt bath held at 560–580°C. Active nitrogen and carbon atoms diffuse into the steel surface under high temperature, and they form two distinct microstructures in situ:
- Surface compound layer: This layer consists mainly of ε-phase carbonitride (ε-Fe₂₋₃(N,C)) with a typical thickness of 10–25 μm. It serves as the core structure that delivers surface hardness and wear resistance, reaching 900–1200 HV after full treatment.
- Subsurface diffusion zone: Nitrogen atoms dissolve into the substrate lattice, creating solid solution strengthening and residual compressive stress that extends 0.1–0.5 mm deep. This layer primarily drives the improved fatigue strength of treated parts.
Manufacturers can implement this stage via either salt bath or gas methods. In practice, the salt bath process delivers more uniform layer formation, so it serves as the dominant route for industrial mass production.

2.2 Surface Polishing: Friction Reduction and Pore Refinement
After nitrocarburizing, the part surface naturally carries micro-pores and roughness peaks. For this reason, technicians apply mechanical polishing or chemical finishing to reduce surface roughness to Ra ≤ 0.4 μm.
This step fulfills two core functions. First, it lowers the coefficient of friction to below 0.2 under dry conditions, while at the same time improving lubricant retention and cutting adhesive wear risk. Second, it trims the surface pore structure to create a dense base for subsequent oxidation sealing, which in turn ensures stable, consistent corrosion resistance.
2.3 Oxidative Quenching: Sealing and Corrosion Enhancement
The final stage is oxidative quenching, which typically uses an aqueous oxidizing salt bath followed by controlled cooling. This process forms a dense black Fe₃O₄ oxide film on the surface and seals the micro-pores in the compound layer.
Most notably, this step is the defining feature that sets QPQ apart from conventional nitriding. The dense oxide layer boosts salt spray resistance from dozens of hours (standard nitriding) to 200–500 hours without red rust. In addition, it imparts a uniform matte black finish that offers mild decorative and anti-glare benefits.
3. Substrate Compatibility and Material Suitability
The performance of QPQ relies on the diffusion of nitrogen and carbon atoms within iron-based matrices, so engineers primarily design it for ferrous metals. That said, treatment results vary noticeably across different substrate materials:
- Optimal compatible materials: Low carbon steel, medium carbon steel, Cr-Mo alloy steel, Ni-Cr structural steel, tool steel, high-speed steel, cast iron and sintered iron-based materials. Low carbon steel forms a uniform, continuous compound layer that delivers the most significant hardness and corrosion improvements. Alloy steels, by contrast, benefit from alloy nitride precipitation for superior wear and fatigue performance.
- Limited compatible materials: Technicians can process select stainless steel grades with strict parameter control. However, chromium nitride formation during nitriding consumes chromium in the matrix and may reduce the native corrosion resistance of stainless steel. For this reason, teams must conduct process optimization and pre-testing to balance hardness and corrosion performance.
- Unsuitable materials: Non-ferrous metals such as aluminum and copper cannot form an effective strengthening layer via nitrocarburizing, so they do not work with QPQ processing at all.
4. Core Performance Indicators and Modification Effects
The core value of QPQ lies in its balanced improvement across multiple properties, rather than extreme optimization of a single metric. Specifically, its performance enhancements cover five key dimensions:
4.1 Surface Hardness and Wear Resistance
The surface ε-phase carbonitride delivers 900–1200 HV surface hardness, equivalent to approximately HRC 60–70 — a 3–4 fold increase over untreated steel.
In practical service, this hardness level effectively resists adhesive wear, abrasive wear and fretting wear. For typical transmission components and tooling, manufacturers can extend service life by 2–10 times compared to untreated parts, and exact gains depend on substrate grade and specific operating conditions.
4.2 Corrosion Resistance
Through the combined effect of oxide sealing and the compound layer, QPQ-treated parts achieve 200–500 hours of neutral salt spray resistance without red rust, and they far outperform conventional black oxide and standard nitriding. As a result, the process works well for humid, coastal and mildly corrosive environments, and it fully meets the durability requirements of outdoor equipment and hydraulic components.
4.3 Fatigue Strength Improvement
Nitrogen solid solution in the diffusion zone introduces residual compressive stress at the surface, which effectively offsets tensile stress peaks under cyclic loading and suppresses fatigue crack initiation. According to test data, QPQ treatment improves fatigue strength of shafts and gears by 30%–100%, and it delivers particularly pronounced benefits for alternating load conditions.
4.4 Friction and Lubrication Performance
The low-roughness polished surface, combined with the dense compound layer, effectively reduces the sliding friction coefficient, lowers heat generation and cuts adhesion failure risk. Furthermore, the micro-surface improves oil retention, which supports stable lubricant film formation — especially for high-speed sliding and boundary lubrication scenarios.
4.5 Dimensional Stability
As a diffusion-driven process, QPQ causes only 5–10 μm of dimensional growth per surface, and manufacturers can control total deformation within ±0.01 mm — far less than electroplating or thermal spray coatings. For precision parts with tolerances above 0.01 mm, it can serve as a final process without requiring additional finishing operations.
5. Technical Advantages and Application Limitations
As a mass-production surface treatment solution, QPQ offers an outstanding balance between performance and cost. Even so, it also has clear application boundaries that teams must evaluate against specific service conditions.
5.1 Core Technical Advantages
- Multi-property synergy: A single process delivers simultaneous upgrades in wear resistance, corrosion resistance, fatigue strength and low friction. This eliminates the need for multiple sequential processes and directly reduces production logistics costs.
- Uniform coverage on complex geometries: Since QPQ relies on chemical diffusion rather than line-of-sight deposition, it delivers consistent treatment on internal holes, grooves, threads and complex cavities. In turn, this resolves coverage gaps that commonly appear with PVD and electroplating on deep holes and blind bores.
- Controlled deformation for precision parts: Micron-level dimensional change meets the tolerance requirements of most precision machined components. This removes the need for post-process grinding and shortens overall production cycles.
- Cost-effective mass production: Compared with hard chromium plating or PVD coatings, QPQ offers lower per-unit cost and higher throughput, so it works ideally for medium-to-high volume industrial component strengthening.
- No delamination risk: The strengthened layer bonds metallurgically with the substrate and achieves far higher adhesion than externally applied coatings. It will not chip or peel, which makes it highly suitable for high-impact and high-load applications.
5.2 Application Limitations
- Restricted material compatibility: The process only works for ferrous materials. Aluminum, copper and titanium alloys do not respond effectively to treatment, which limits uniform application across multi-material assemblies.
- Constraints for ultra-high precision: Despite its minimal deformation, the process still causes 5–15 μm of growth per surface. For parts with tolerances tighter than ±0.005 mm, teams must apply additional post-grinding or adopt alternative thin-film coating solutions.
- Surface brittleness risk: The high-hardness compound layer is inherently brittle. Microcracking may occur under high impact loads or at sharp corners with high stress concentration; however, engineers can mitigate this effect through design optimization and process tuning.
- Limited aesthetic versatility: The process produces a uniformly matte black finish. If teams need decorative colors, high-gloss or cosmetic effects, they must add secondary coating operations.
- Elevated temperature performance degradation: At sustained temperatures above 500–550°C, surface nitrides begin to decompose and diffuse, which causes rapid loss of hardness and wear resistance. For this reason, we do not recommend it for high-temperature aerospace or turbine applications.
- High environmental compliance threshold: Conventional salt bath systems contain cyanate compounds, so they require rigorous hazardous waste management and environmental controls. Compliant production lines carry higher setup and operating costs, which results in a more concentrated supplier base.
6. Comparative Analysis: QPQ vs. Similar Surface Treatments
During practical material selection, engineering teams frequently compare QPQ with conventional nitriding, DLC coating and black oxide. For easy reference, the key differences across major performance dimensions are summarized in the table below:
| Performance Dimension | QPQ Composite Coating | Conventional Salt Bath Nitriding | Diamond-Like Carbon (DLC) | Black Oxide |
|---|---|---|---|---|
| 工艺类型 | Thermochemical nitrocarburizing + polishing + oxidation | Thermochemical nitriding diffusion | PVD/CVD thin film deposition | Chemical conversion coating |
| 核心功能 | Combined wear, corrosion and fatigue improvement | Surface hardening and wear enhancement | Ultra-low friction and extreme wear resistance | Basic rust protection and aesthetic finish |
| 典型硬度 | 900–1200 HV (HRC 60–70) | 500–1100 HV | 1500–7000 HV | No hardness gain |
| Layer / Coating Thickness | 10–25 μm compound layer, 0.1–0.5 mm diffusion zone | 5–20 μm compound layer, 0.1–0.6 mm diffusion zone | 1–10 μm | < 1 μm |
| Treatment Temperature | 560–580°C | 480–570°C | 150–400°C | Ambient – 140°C |
| 耐磨性 | 优秀 | 良好 | Outstanding | 贫穷 |
| Salt Spray Resistance | 200–500 h | 20–50 h | 100–300 h | 10–30 h (with sealer) |
| Coefficient of Friction | ~0.2 (dry) | ~0.4 (dry) | 0.05–0.1 (dry) | No friction reduction |
| Dimensional Change | 5–10 μm per surface | 5–15 μm per surface | < 1 μm | < 1 μm |
| Surface Appearance | Uniform matte black | Dull metallic gray | Gray-black / mirror black | Matte black |
| Compatible Materials | Carbon steel, low alloy steel (primary) | Carbon steel, alloy steel, cast iron | Most metals and some non-metals | Ferrous metals primarily |
| 成本水平 | 中型 | 中型 | 高 | 低 |
7. Key Industrial Application Scenarios
Thanks to its balanced performance and mass-production efficiency, manufacturers deploy QPQ coating across a wide range of industries that demand high component reliability. Below are its most common use cases:
7.1 Automotive and Transportation
Automotive powertrain and transmission systems represent the core application field for QPQ, with common parts including camshafts, valve tappets, transmission gears, synchronizer rings, piston rods and brake pistons. QPQ treatment significantly improves fatigue life and wear resistance under cyclic loading; as a result, it extends transmission component life by 2–3 times while meeting full-vehicle weathering requirements.
7.2 Power Transmission and General Machinery
Gears, spline shafts, bearing bushes and worm gears operate under continuous high contact stress and sliding friction. The low-friction, high-wear properties of QPQ reduce scuffing and micropitting failure, which in turn improves equipment efficiency and cuts maintenance intervals.
7.3 Hydraulic and Pneumatic Systems
Hydraulic valve spools, cylinder piston rods, shock absorber rods and pneumatic cores all demand exceptional surface finish, corrosion resistance and dimensional precision. QPQ maintains tight sealing surface tolerances while delivering superior wear and corrosion performance. Consequently, it extends both seal and component service life for high-pressure, outdoor and humid operating environments.
7.4 Tooling, Dies and Cutting Tools
Forging dies, extrusion dies, die casting accessories, ejector pins, sleeves, drills and milling cutters all benefit from QPQ’s improved surface hardness and adhesive wear resistance. Specifically, it reduces die scoring and material pickup, and it typically extends tool and die life by 30%–50% while lowering production downtime costs.
7.5 Defense and Firearms
Bolts, barrels, trigger assemblies and magazine rails require a combination of outdoor weather resistance, wear durability and dimensional stability. Because QPQ offers a uniform black finish, delamination-free performance and excellent corrosion resistance, it stands as one of the leading surface treatment options in the defense sector.
7.6 Petrochemical and Energy Industries
Valves, pump bodies, pipeline connectors and downhole tools sit exposed to corrosive media and abrasive conditions for extended periods. QPQ coating provides reliable chemical corrosion protection and wear resistance, so it reduces maintenance costs and improves operational safety in harsh environments.
7.7 Medical and Precision Equipment
For select medical, dental and industrial equipment components that need repeated sterilization and wear resistance, engineers can leverage QPQ for stable surface performance. Furthermore, it achieves corrosion protection without thick coatings, which eliminates contamination risks from coating delamination.
8. Safety and Environmental Compliance Requirements
QPQ processing involves high-temperature molten salt and chemical reagents, so it requires rigorous safety and environmental management systems to ensure production compliance and personnel protection.
8.1 Safety Control Measures
Facility managers must enforce full-process safety protection on the production floor. First, operators must wear complete personal protective equipment including heat-resistant gloves, safety goggles and respiratory protection. Second, workshops need dedicated ventilation systems and salt bath gas monitoring to prevent harmful gas accumulation. Finally, teams must establish emergency response protocols for molten salt splashes and thermal burns, and they must conduct regular safety drills.
8.2 Environmental Compliance Standards
Regulators classify waste salt and cleaning wastewater from traditional salt bath systems as hazardous waste, so certified disposal providers must handle these materials. To address this, modern production lines widely adopt closed-loop salt systems, multi-stage filtration and wastewater treatment units to drastically reduce pollutant emissions. When managed properly, QPQ creates a lower environmental impact than conventional hard chromium plating, and it aligns with current industrial environmental upgrading trends.
9. Technology Trends and Future Developments
As surface engineering technology advances, QPQ is evolving toward higher performance, greater sustainability and application-specific customization. Looking ahead, key development directions include:
- Hybrid process systems: Laser-assisted and plasma-assisted QPQ processes are now entering commercial use, and they further improve surface hardness and diffusion control. In addition, hybrid systems that combine QPQ with PVD or electroplating deliver both substrate strength and extreme surface performance, which expands high-end application possibilities.
- Environmentally friendly salt bath formulations: Researchers continue developing low-toxicity, water-based salt bath chemistries to reduce cyanate content and hazardous waste output. This simplifies regulatory compliance and helps manufacturers meet stricter environmental standards.
- Application-specific solutions: Teams are developing tailored QPQ processes for aerospace, new energy and mold manufacturing sectors. By adjusting layer thickness, polishing intensity and oxidation parameters, engineers can optimize QPQ for specific performance priorities in different operating environments.
- Additive manufacturing post-processing: Developers are creating QPQ processes adapted for additively manufactured metal microstructures. These processes can effectively improve surface wear and corrosion resistance of 3D printed parts, and they expand the industrial applicability of additive manufacturing components.
10. Frequently Asked Technical Questions
10.1 Is QPQ surface treatment the same as nitriding?
Both count as thermochemical surface hardening processes, but they differ fundamentally. Conventional nitriding only achieves surface hardening through nitrogen diffusion, and it focuses primarily on wear and fatigue improvement. By contrast, QPQ is an enhanced nitrocarburizing process that adds polishing and oxidative sealing steps. It delivers simultaneous gains in hardness, corrosion resistance and low friction, and its salt spray performance typically runs 5–10 times higher than standard nitriding.
10.2 What is the hardness of QPQ coating?
For standard carbon and low-alloy steels, QPQ typically produces a surface hardness of 900–1200 HV, which corresponds to approximately HRC 60–70. Of course, exact values depend on steel grade, process temperature and holding time. High-alloy tool steels, for example, can achieve even higher surface hardness.
10.3 Will QPQ cause parts to go out of tolerance?
As a diffusion-driven process, QPQ causes very minimal dimensional growth. Manufacturers typically control single-side growth at 5–10 μm, with total dimensional change staying at ≤ 0.01 mm. For standard precision parts at tolerance grade IT7 and above, it can serve as a final operation without causing out-of-tolerance conditions. For ultra-high precision components, on the other hand, teams can apply post-treatment finishing with reserved stock.
10.4 What does QPQ stand for?
QPQ stands for Quench – Polish – Quench, which corresponds to the three core stages of the process: quenching after nitrocarburizing, surface finishing and polishing, and final quenching after oxidation treatment. In short, the three stages work in combination to deliver comprehensive surface performance modification.
结论
All things considered, QPQ salt bath composite coating is a well-established, cost-effective surface modification solution. Through thermochemical diffusion and multi-stage process coordination, it delivers balanced improvements in hardness, corrosion resistance, fatigue performance and friction behavior on steel components, and it offers exceptional dimensional accuracy control. For these reasons, it remains the mainstream choice for surface strengthening of industrial precision parts.
PartsMastery operates standardized QPQ coating production lines with full-process parameter control and in-house quality inspection systems. This setup ensures uniform layer hardness, stable performance and high batch-to-batch consistency. From precision machined prototypes to high-volume production components, we deliver long-lasting, reliable surface treatment solutions under strict dimensional tolerance control — and we optimize the balance between component performance and total lifecycle cost.