








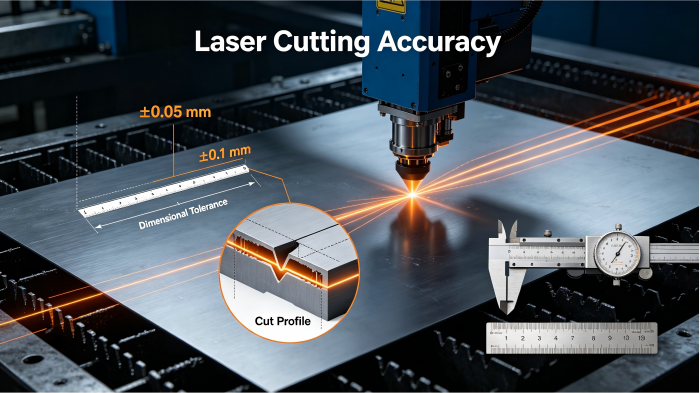
对于机械工程师和采购专业人员而言,判断±0.05毫米的尺寸公差是否能通过光纤激光切割实现——或者是否需要采用数控铣削——始终是在设计要求与生产成本之间寻求平衡的过程。 仅凭经验来估算工艺精度基准往往会导致偏差:公差设定过宽会导致装配间隙过大及配合失效,而公差设定过紧则会使生产成本急剧上升。.
PartsMastery 基于大量精密钣金零部件的批量生产测量数据,汇总了不同材料和板材厚度下的实际尺寸偏差规律。这份全面的激光切割公差参考表和可制造性设计(DFM)指南,可帮助您快速验证 CAD 图纸的可制造性,避免设计与生产之间的脱节。.
激光切割的标准基准公差
如果CAD图纸上未明确标注具体的尺寸公差,制造商将遵循公认的国际标准进行加工。 激光切割领域应用最广泛的一般公差标准是DIN ISO 2768。包括PartsMastery在内的专业钣金加工商,除非另有说明,否则所有激光切割钣金零件均默认采用ISO 2768-1 M级(中级)公差标准。.
以下是符合 ISO 2768-1 m 级要求的激光切割公差值,其中还包含 f 级(精细)精度的参考值:
| 公称尺寸范围(毫米) | 标准等级(m级)公差(mm) | 精度等级(f级)公差(毫米) |
|---|---|---|
| <0.5 | ±0.10 | ±0.10 |
| 0.5 – 3 | ±0.10 | ±0.05 |
| 3 – 6 | ±0.20 | ±0.10 |
| 6 – 30 | ±0.30 | ±0.15 |
| 30 – 120 | ±0.50 | ±0.20 |
| 120 – 400 | ±0.80 | ±0.30 |
| 400 – 1000 | ±1.20 | ±0.50 |
对于常规钣金项目,线性尺寸小于100毫米的激光切割公差通常可稳定控制在±0.1毫米至±0.2毫米之间,满足大多数商用产品的装配要求。 对于超高精度应用场景,精细级公差可将精度控制在±0.05毫米以内,但要达到这一等级,需要配备高端光纤激光设备,并采用最优工艺参数及严格的质量控制。.
材料厚度如何影响切割公差
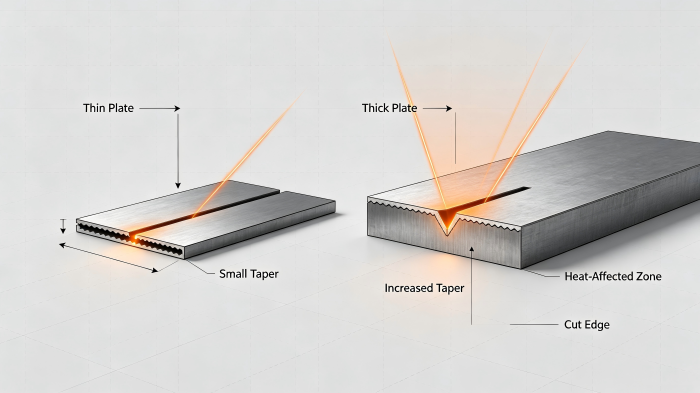
激光切割公差并非一个固定值,而是一个随板材厚度增加而正向扩大的动态范围。材料越厚,激光束的扩散效应就越明显,切割过程中产生的热影响区(HAZ)也就越宽。这会在切边上形成一个微小的角度,业内通常称之为“切口锥度”。.
DIN EN ISO 9013-1 标准规定了不同厚度钢板的热切割公差等级。以光纤激光加工为例,1 毫米厚不锈钢零件的切割公差自然比 15 毫米厚的碳钢板要严格得多。 对于厚度为 0–25 毫米的钢板,其允许的尺寸偏差范围从 ±0.075 毫米逐渐扩大至 ±3.25 毫米。.
因此,在设计阶段,随着材料厚度的增加,必须相应地放宽公差要求。在不考虑板材厚度的前提下规定精度,在工程实践中毫无意义。.
原材料固有的公差:一个常被忽视的精度变量
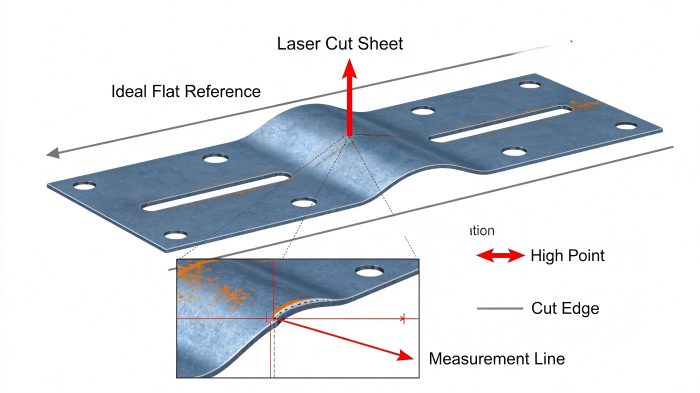
许多工程师在设计过程中往往忽略了一个核心前提:钣金原材料本身就存在物理偏差。甚至在激光加工开始之前,材料就已经存在基准公差——现实中并不存在完全平整的金属板。.
根据DIN EN 10259标准,标准冷轧钢板有明确的平整度公差要求。 例如,厚度为2.0 mm的冷轧钢板其平整度变化自然在±0.10 mm范围内。如果设计中规定的轮廓公差小于原材料固有的平整度公差,那么无论切割工艺多么精密,该零件都将无法通过质量检验。.
激光切割孔公差的DFM设计规则
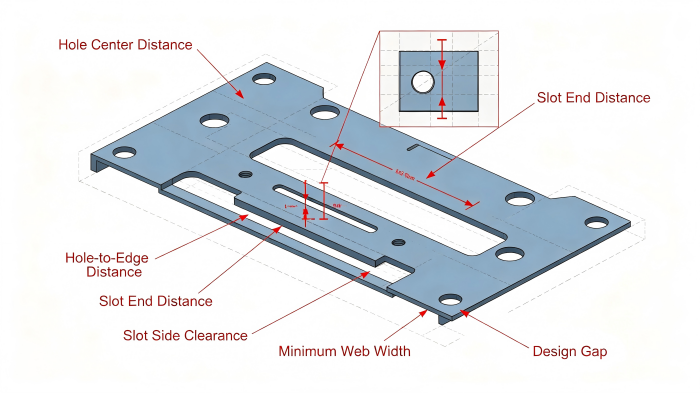
在为激光切割设计孔和槽特征时,必须预留合理的安全间隙,以确保零件的结构稳定性和尺寸精度。如果孔的位置离板材边缘太近,切割过程中产生的集中热量会导致局部材料变形,从而直接影响孔径公差和几何精度。.
以下是设计方面的三条通用经验法则,涵盖了大多数常规处理场景:
- 最小孔径应与材料厚度按1:1的比例匹配。.
- 孔中心到板材边缘的距离应至少为孔径的1倍。.
- 对于开槽特征,距板边缘的距离应至少为槽宽的1.5倍。.
此外,为了保持零件整体公差的稳定性,筋材(两个切削特征之间的材料)的宽度绝不能低于材料厚度的50%。.
您可以将 STEP 或 DXF 格式的图纸上传至 PartsMastery 的 AI 驱动平台。系统将立即生成一份可制造性分析报告,该报告会自动识别上述间距违规问题及其他设计风险。.
在公差与成本之间取得平衡:避免公差设定过宽
在整张图纸上统一采用超紧公差标注,是一种非常常见的工程设计错误。高精度要求会导致切削速度大幅降低,从而直接降低设备产量。此外,这还需要使用坐标测量机(CMM)等专业检测设备来验证位置公差,从而相应地增加了质量控制成本。.
如果一味地、不加区分地收紧公差,可能会使总体生产成本增加300%至500%。 正确的设计方法是:仅对关键配合面和功能性装配点采用严格的公差,而对所有非关键轮廓则采用标准的激光切割公差。这样既能最大限度地控制成本,又能确保功能性能。.
不同切削设备的精度性能
加工设备的类型直接决定了零件的最终精度极限。在设计过程中,必须使精度要求与相应工艺的能力相匹配,以避免提出超出工艺极限的要求。.
- 光纤激光切割机: 这是目前金属板材加工领域的主流设备,其聚焦光斑尺寸极小,切割效率极高。对于铝合金和不锈钢等常见金属,该设备能够稳定地实现±0.05毫米至±0.2毫米的切割公差。.
- CO₂激光切割机: 更适合加工厚碳钢、木材、塑料等材料,材料兼容性更广,但精度略低。其切削公差通常在±0.1毫米至±0.5毫米之间。.
要点总结
设定合理的激光切割公差,既能有效控制生产成本,又能确保零件在装配线上完美契合。对于一般尺寸,应优先依据 ISO 2768-m 级标准进行设计;对于较厚的板材零件,则应相应放宽公差要求。除非功能上确有必要,否则不应要求热切割工艺达到数控加工级别的精度。.
如果您已准备好可用于生产的CAD图纸,可以将其上传至PartsMastery平台。该系统的自动化报价引擎将分析零件几何形状,在几分钟内提供准确的报价,并生成一份完整的DFM分析报告,以确保您的公差设计符合生产要求。.
常见问题解答
激光切割的标准公差是多少?
对于常规结构件和钣金件,行业标准的基准公差为±0.127 毫米(±0.005 英寸),这能够满足大多数金属和塑料制成的商用产品的需求。.
激光切割能否达到±0.05毫米的公差?
是的。在最佳加工条件下,现代大功率光纤激光设备在切割薄金属板时,能够始终保持±0.05毫米的精度。这种精度等级会降低切割速度并提高质量控制要求,因此单件生产成本也会相应增加。.
激光切割与数控加工在公差水平方面有何区别?
数控加工是一种机械减材加工工艺,具有更高的刚性和可控性,可轻松达到±0.01毫米的加工精度。激光切割是一种热加工工艺,侧重于高效、低成本地制造平面零件,其典型精度在±0.1毫米范围内。这两种工艺适用于不同的应用场景。.