








铸造是现代装备制造领域的核心近净成形金属成型技术之一。它通过熔化金属、填充模具、冷却和精加工,实现了大型、复杂结构和多材料金属部件的批量生产。由于工业产品对精度、表面质量、机械性能和制造成本的要求越来越严格,不同的铸造工艺在适用场景上存在显著差异。.
为了帮助工程师、工艺技术人员和研发人员有效地选择铸造工艺,本文系统地回顾了 11 主流工业铸造技术. .每种工艺都从工作机制、核心优缺点和典型应用等方面进行了分析。A 全维定量对照表 以消除流程选择和参数评估中的模糊性。.
1.铸造工艺的一般核心工作流程
所有工业铸造工艺都遵循统一的生产顺序。各种铸造方法的根本区别仅在于 模具材料 和 金属填充驱动力:
样板制作 → 模具准备 → 合金熔化 → 模具填充 → 冷却和凝固 → 甩干和抛光
2.11 种主流铸造工艺的详细分析
2.1 砂型铸造
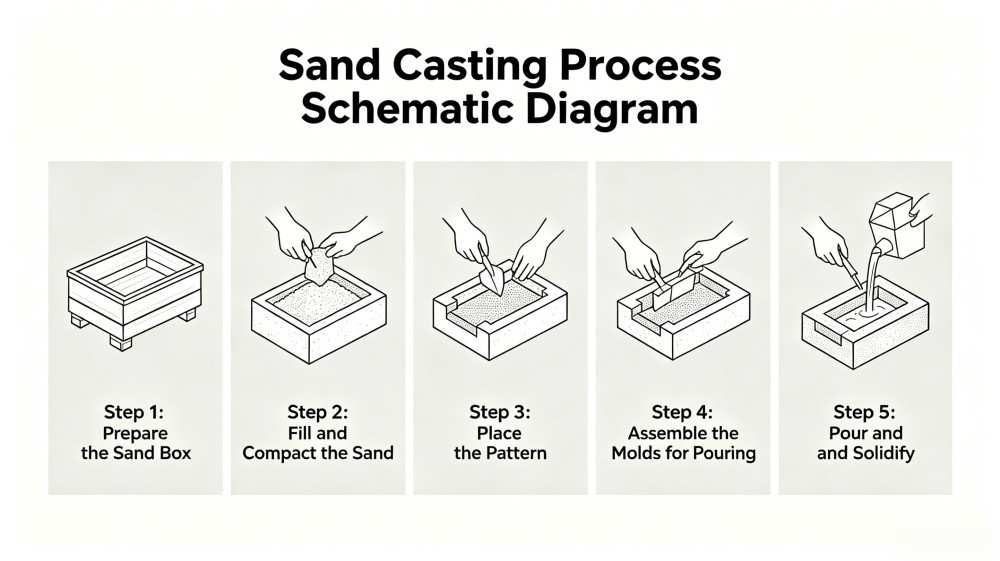
砂模铸造使用硅砂混合粘合剂来制造一次性砂模。熔融金属在重力作用下填充模具。它是用途最广、应用最广泛的传统铸造方法,适用于所有黑色和有色金属合金。.
核心功能:小批量生产成本极低,对铸件尺寸没有限制,能够成型钢和钛等高熔点金属。主要缺点是尺寸精度低、表面粗糙、加工余量大。.
典型应用:发动机缸体、汽缸盖、曲轴、大型机床底座和重型机械结构铸件。.
2.2 永久模重力压铸
这种工艺采用钢或石墨制成的可重复使用的刚性模具。熔融金属完全靠重力填充模腔。作为一种半精密铸造技术,模具可以重复使用,进行循环生产。.
核心功能:与砂型铸造相比,快速凝固可获得致密的微观结构、更好的表面质量和更高的尺寸精度,适合薄壁批量生产。主要局限是模具成本高,无法制造复杂或深腔零件。.
典型应用:铝镁合金活塞、变速箱外壳、管件、轮坯和中型机械结构件。.
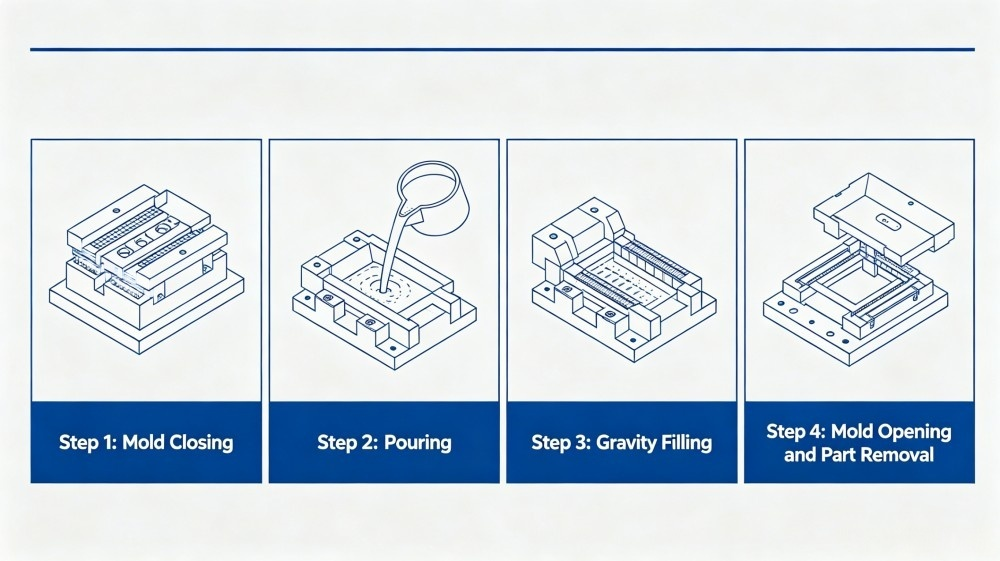
2.3 高压和低压压铸件
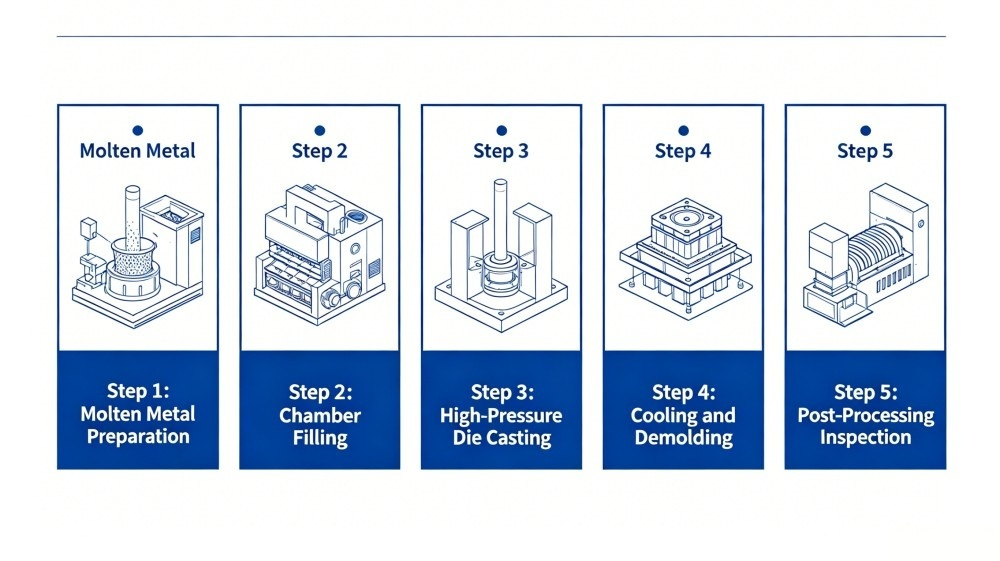
压铸分为高压压铸(HPDC)和低压压铸(LPDC)两个分支:高压压铸(HPDC)以超高速和超高压注入熔融有色金属,用于制造高精度的小型复杂零件;低压压铸(LPDC)以低压稳定地输送金属,用于制造大型简单零件。它只适用于有色金属合金。.
核心功能:超高的尺寸精度、出色的生产效率和最小的后加工余量。然而,它需要在设备和模具上投入大量资金,而且内部气孔限制了它在高负荷结构部件中的应用。.
典型应用:汽车电子外壳、精密五金件和轻型非承重汽车部件。.
2.4 熔模铸造(失蜡铸造)
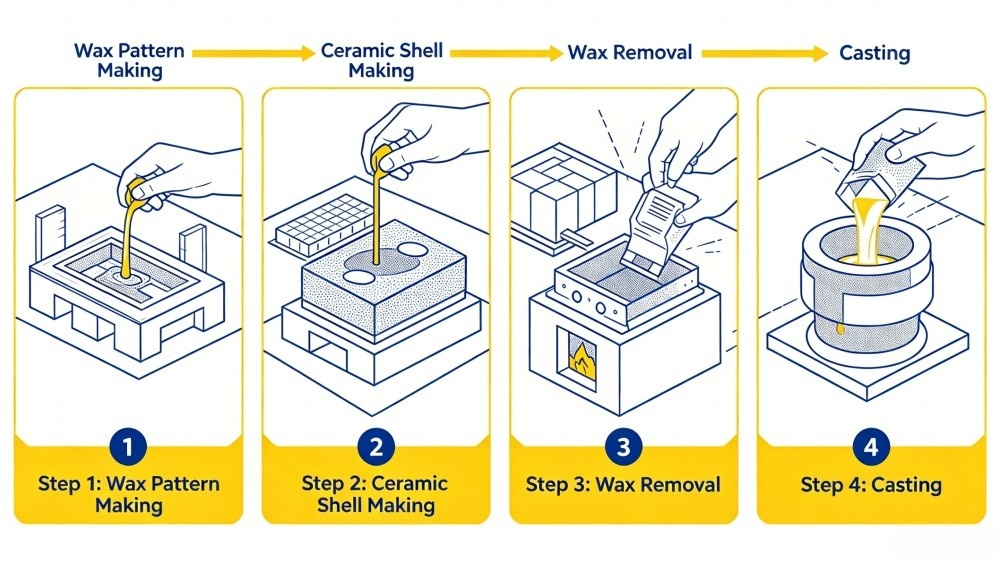
熔模铸造使用涂有耐火浆料的蜡型来形成整体陶瓷壳模。在浇注金属之前,蜡在高温下熔化并排出。这是一种高端的一次性精密铸造工艺。.
核心功能:能够制造超薄壁零件和复杂结构的 90° 直角零件,且无牵伸角。它具有行业领先的表面光洁度和尺寸精度,并支持不锈钢和超级合金等难以铸造的材料。其主要缺点是生产周期长、对劳动力的依赖性大、制造成本高。.
典型应用:航空航天精密部件、摩托车制动盘、精密齿轮和高端机械备件。.
2.5 石膏浇铸
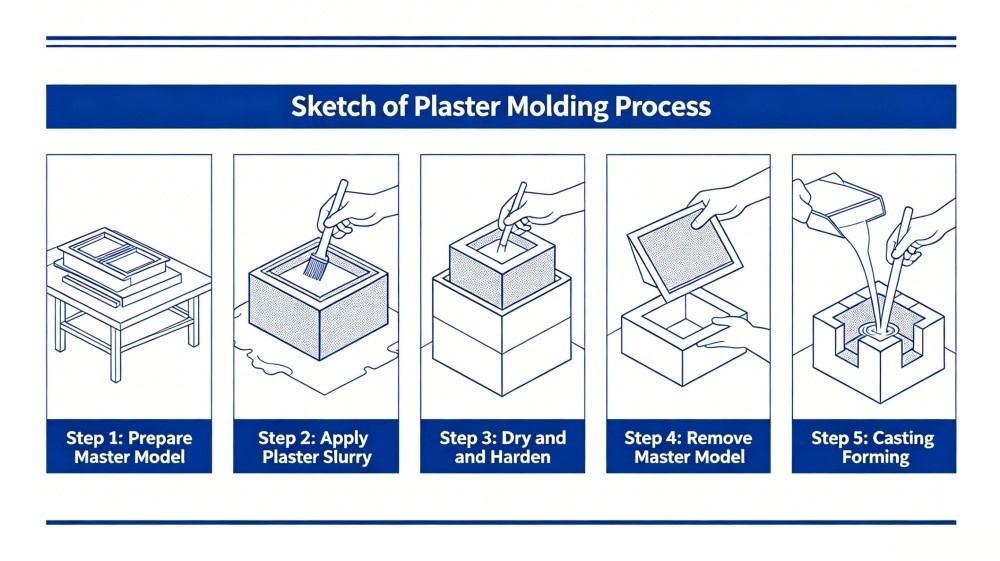
石膏铸造利用巴黎石膏混合物制作模具。石膏具有极低的导热性,可减缓金属凝固速度,使薄壁型腔得到充分填充,从而获得高精度的小型铸件。.
核心功能:与砂型铸造相比,表面光滑度高,尺寸精度高,可形成薄至 1 毫米的超薄断面。受耐热性差的限制,只适用于铝合金和铜合金,生产效率低,成本相对较高。.
典型应用:精密仪器部件、薄壁液压元件和小型高端铸造产品。.
2.6 离心铸造
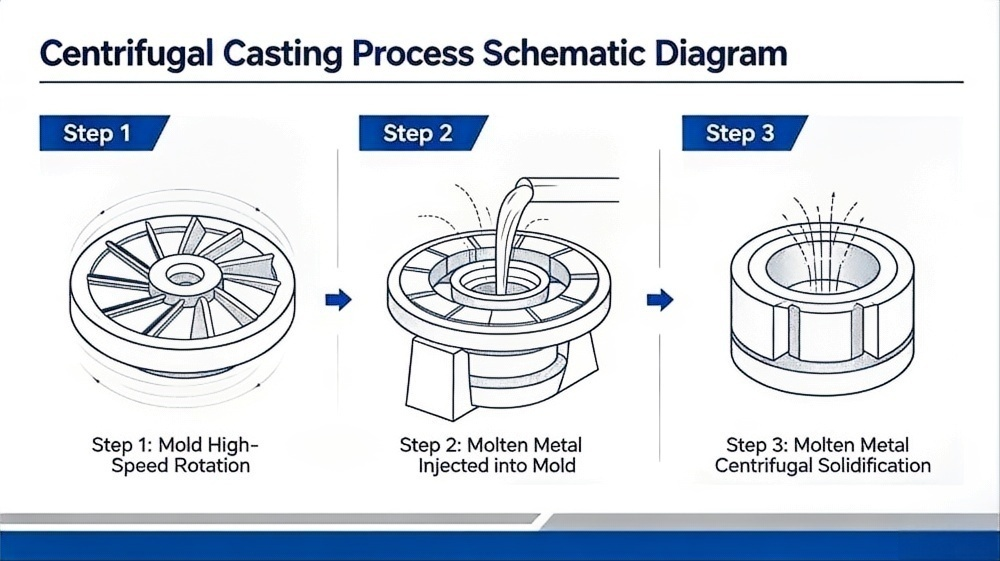
离心铸造依靠高速旋转的模具产生离心力,推动熔融金属沿模具内壁附着并凝固。离心铸造包括真正的离心铸造、半离心铸造和垂直离心铸造。.
核心功能:生产高密度铸件,气孔和收缩缺陷最小,材料利用率高,支持复合金属部件制造。主要局限是只能生产旋转对称部件。.
典型应用:轴承衬套、气缸套、活塞环、离合器盘和其他环形或圆柱形部件。.
2.7 泡沫消失模铸造
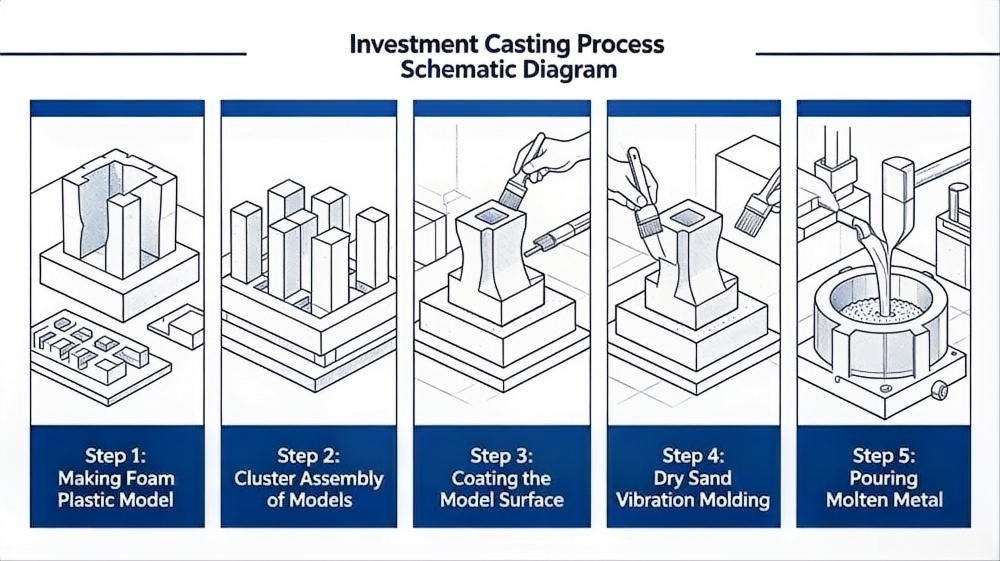
泡沫消失模铸造采用 EPS 泡沫,在干砂中埋入涂有耐火涂层的实心模型。高温熔融金属使泡沫模型气化并占据型腔进行凝固,没有分模线或闪光毛刺。.
核心功能:设计自由度高,环保清洁生产,批量生产成本优势突出。缺点是小批量生产的图案成本高,泡沫图案容易变形。.
典型应用:阀体、消防栓、泵壳和特殊形状的球墨铸铁/钢铸件。.
2.8 真空浇铸
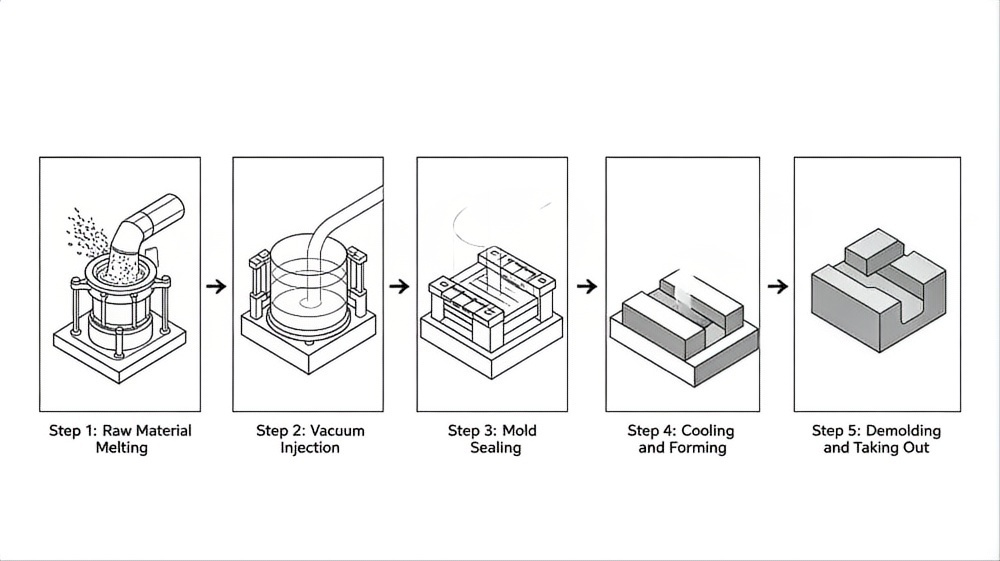
真空浇注在负压室中进行,以抽取模具型腔内的残留气体,从根本上消除气孔和型腔缺陷,从而获得高质量的精密铸件。.
核心功能:孔隙率极低,焊接性和热处理性极佳,适用于超薄壁部件和小批量原型制造。缺点是模具昂贵,真空条件下模具使用寿命较短。.
典型应用:汽车底盘结构件、航空航天轻质部件和精密电子外壳。.
2.9 挤压铸造(液态锻造)
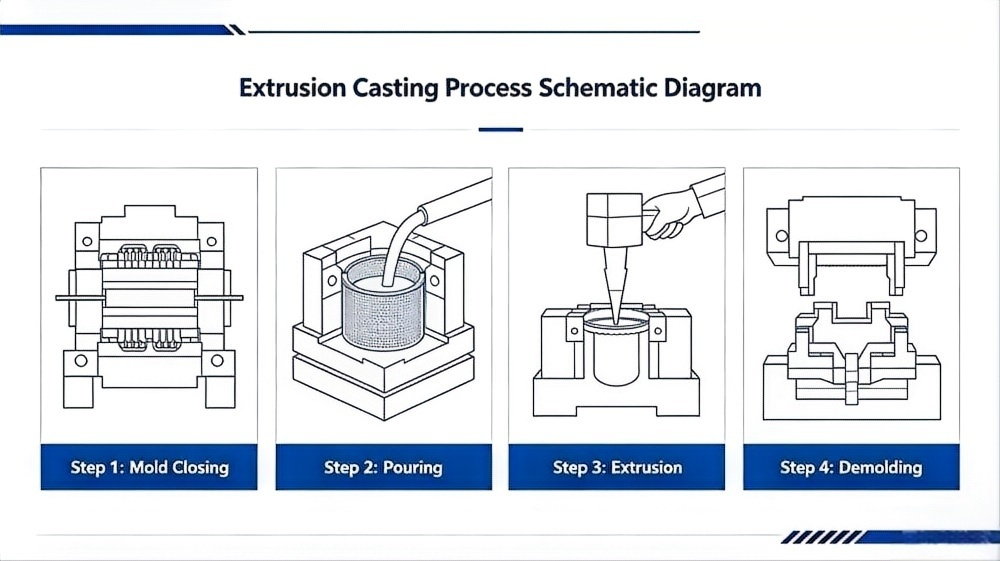
挤压铸造是一种结合了铸造和锻造的混合工艺。将定量的熔融金属注入模具后,在凝固过程中施加高压,从而将铸造的成型柔性和锻造的致密性能融为一体。.
核心功能:彻底消除气孔、收缩和裂纹等内部缺陷,提供具有优异表面质量和零材料浪费的高强度部件。它受到结构灵活性低、生产率低和超高精度工艺控制要求的限制。.
典型应用:汽车安全结构件、转向节、底盘框架和高强度铝合金承重部件。.
2.10 连铸
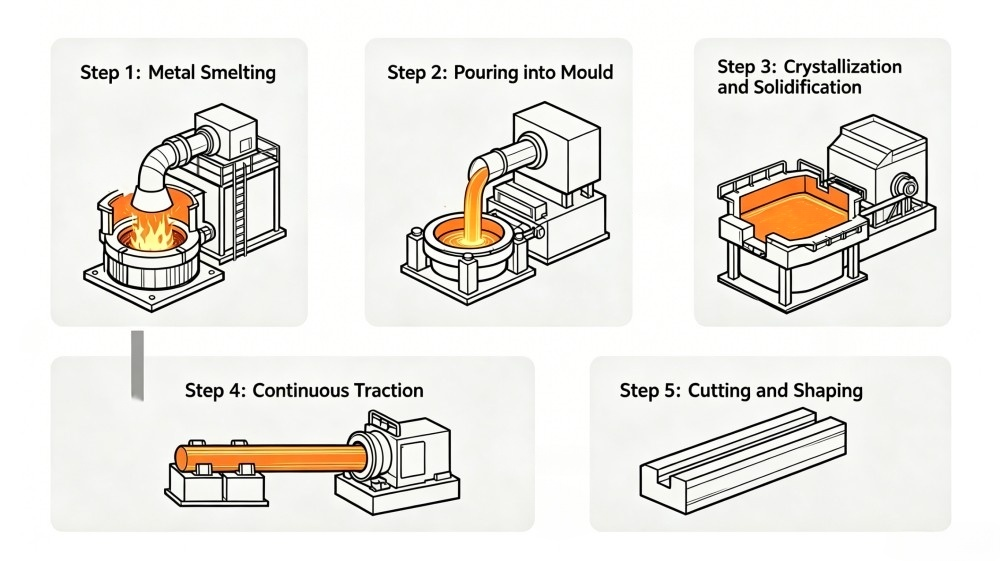
连铸是将熔融金属注入水冷结晶器,使其向外向内连续凝固,从而不间断地生产出截面恒定的金属型材,是钢坯批量生产的核心工艺。.
核心功能:可连续运行,材料浪费极少,批量生产成本超低。它只能制造规则的恒定截面型材,而不能制造不规则的复杂零件。.
典型应用:钢坯、棒材、螺纹钢、钢板和其他标准金属型材。.
2.11 壳模铸造
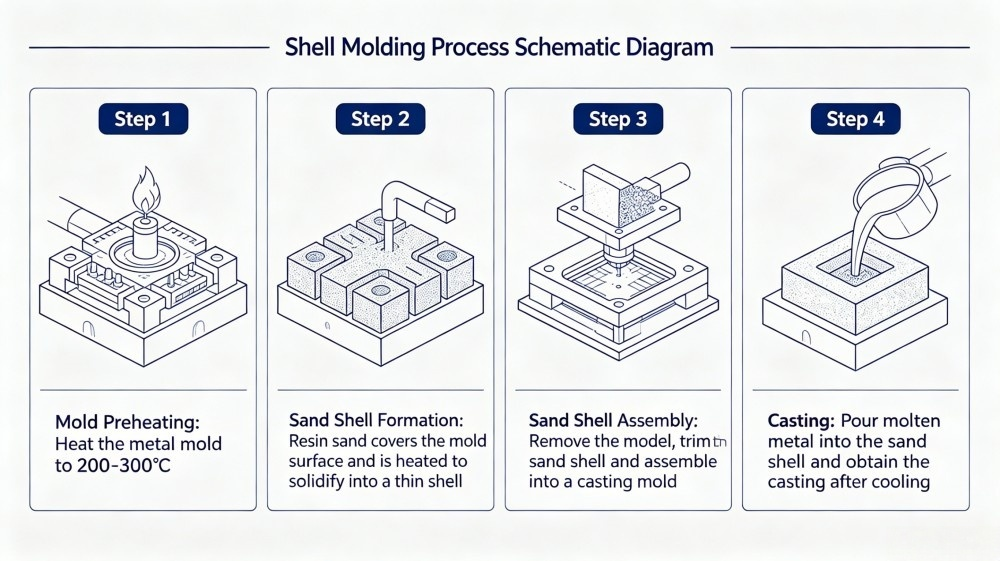
壳模铸造使用涂有树脂的细砂,经加热和硬化后形成薄壳模,是传统砂模铸造的升级改良替代品。.
核心功能:表面光洁度和尺寸精度优于普通砂型铸造,减少了二次加工。受模具规格限制,不适合大尺寸和重型铸件,小批量生产也不经济。.
典型应用:变速箱壳体、连杆、凸轮轴和中型小型阀体。.
3.11 种铸造工艺的全维定量比较
下表量化了所有流程的核心参数、, 可供工艺选择、方案评估和成本核算直接参考:
|
铸造工艺
|
单位成本
|
尺寸精度
|
适用金属
|
最小壁厚
|
生产批次适用性
|
表面质量
|
核心限制
|
|
砂型铸造
|
非常低
|
低
|
所有黑色和有色金属
|
≥5mm
|
最适合小批量生产
|
贫穷
|
精度低、表面粗糙、加工余量大
|
|
重力永久铸模
|
中型
|
中-高
|
铝、镁、青铜合金
|
≥2mm
|
最适合大规模生产
|
良好
|
无法形成复杂的空腔结构
|
|
压力压铸
|
高
|
极高
|
铝、锌、铜和其他有色合金
|
≥0.5 毫米
|
最适合大规模生产
|
优秀
|
内部气孔,不适用于承重结构件
|
|
熔模铸造
|
非常高
|
超高
|
不锈钢、超级合金、特种钢
|
≥0.3 毫米
|
适用于大中型批量生产
|
高级
|
生产周期长,制造成本高
|
|
石膏铸造
|
相对较高
|
高
|
铝和铜合金
|
≥1mm
|
适用于中小批量生产
|
非常好
|
耐热性差、材料限制、效率低
|
|
离心铸造
|
中-高
|
中型
|
铸铁、铜、铝合金
|
≥3mm
|
适合大规模生产
|
良好
|
仅适用于旋转对称部件
|
|
消失模铸造
|
中(大批量)/高(小批量)
|
中-高
|
铸钢、铸铁、铝合金
|
≥3mm
|
最适合大规模生产
|
良好
|
小批量生产图案成本高,图案易变形
|
|
真空铸造
|
高
|
高
|
各种有色金属合金
|
≥0.8 毫米
|
适用于中小批量生产
|
非常好
|
模具投资高,模具寿命短
|
|
挤压铸造
|
非常高
|
高
|
主要是铝合金
|
≥2mm
|
适用于中小批量生产
|
非常好
|
结构灵活性低,生产力有限
|
|
连铸
|
非常低
|
中型
|
碳钢和各种结构钢
|
≥8mm
|
最适合连续生产
|
中型
|
仅适用于横截面恒定的规则剖面
|
|
壳模铸造
|
中型
|
中-高
|
铸铁和中小碳钢部件
|
≥2.5 毫米
|
适用于大中型批量生产
|
良好
|
零件尺寸和重量有限,不适用于大型铸件
|
4.工程方案快速选择指南
为了有效地实际应用,在参数比较的基础上总结出了精确的选择规则:
✅ 大型铸件、多材料适应性、小批量原型制造 → 砂型铸造
✅ 中型铝制/镁制部件,常规部件的批量生产 → 重力永久模塑/压力压铸
✅ 复杂的异形、薄壁、耐高温精密部件 → 熔模铸造
✅ 轴套、轴承和环形旋转部件 → 离心铸造
✅ 批量生产阀门和泵壳等异型铁铸件 → 泡沫浇铸
✅ 汽车承重部件、高强度精密铝结构件 → 挤压铸造
✅ 钢坯和螺纹钢等标准型材 → 连铸
✅ 中型小型高精度箱体和轴部件 → 壳模铸造
5.结论
各种铸造工艺的核心差异主要体现在五个方面: 精度、成本、材料适应性、结构限制和大规模生产能力. .在实际工程选择中,并非总是需要高精度工艺。最佳解决方案需要综合考虑产品结构、材料要求、产量和预算。砂型铸造适用于成本效益高的小批量生产;压铸适用于大批量生产的精密部件;熔模铸造适用于高端复杂部件;挤压铸造适用于高强度结构件。这种匹配策略可同时最大限度地提高产品质量和生产经济性。.