








Das Gießen ist eine der wichtigsten endkonturnahen Metallumformungstechnologien im modernen Gerätebau. Durch das Schmelzen von Metall, das Füllen von Formen, das Abkühlen und die Endbearbeitung ermöglicht es die Massenproduktion von großformatigen, komplex strukturierten und aus mehreren Materialien bestehenden Metallteilen. Da bei Industrieprodukten immer strengere Anforderungen an Präzision, Oberflächenqualität, mechanische Eigenschaften und Herstellungskosten gestellt werden, gibt es bei den verschiedenen Gießverfahren erhebliche Unterschiede in den Anwendungsszenarien.
Um Ingenieuren, Verfahrenstechnikern und F&E-Mitarbeitern die Auswahl von Gießverfahren zu erleichtern, gibt dieser Artikel einen systematischen Überblick über 11 gängige industrielle Gusstechnologien. Jedes Verfahren wird im Hinblick auf die Funktionsweise, die wichtigsten Vor- und Nachteile und die typischen Anwendungen analysiert. A volldimensionale quantitative Vergleichstabelle ist vorgesehen, um Unklarheiten bei der Prozessauswahl und der Parameterbewertung zu beseitigen.
1. Allgemeiner Kernarbeitsablauf von Gießverfahren
Alle industriellen Gießverfahren folgen einem einheitlichen Produktionsablauf. Die grundlegenden Unterschiede zwischen den verschiedenen Gießverfahren liegen lediglich in Formmaterialien und Metallfüllung treibende Kraft:
Modellbau → Formvorbereitung → Legierungsschmelze → Formfüllung → Abkühlung und Erstarrung → Ausschütteln und Nachbearbeitung
2. Detaillierte Analyse der 11 gängigsten Gießverfahren
2.1 Sandgießen
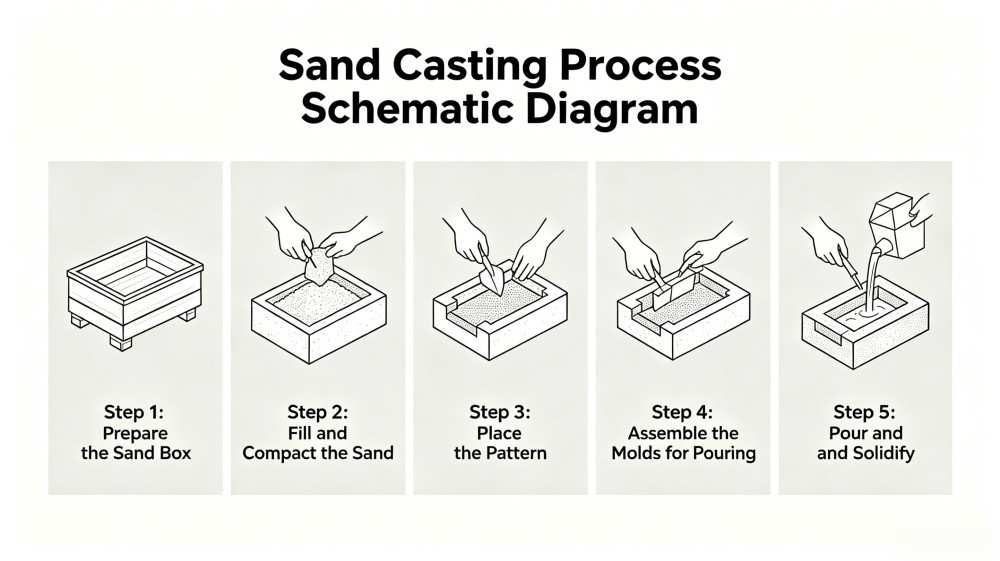
Beim Sandguss wird Quarzsand mit Bindemitteln gemischt, um Einweg-Sandformen herzustellen. Das geschmolzene Metall füllt die Form durch Schwerkraft. Es ist das vielseitigste und am weitesten verbreitete traditionelle Gießverfahren, das mit allen Eisen- und Nichteisenmetall-Legierungen kompatibel ist.
Wesentliche Merkmale: Extrem niedrige Kosten für Kleinserien, keine Größenbeschränkung für Gussteile, geeignet für die Formung von hochschmelzenden Metallen wie Stahl und Titan. Die Hauptnachteile sind die geringe Maßgenauigkeit, die raue Oberflächenbeschaffenheit und die große Bearbeitungszugabe.
Typische Anwendungen: Motorblöcke, Zylinderköpfe, Kurbelwellen, große Werkzeugmaschinensockel und Gussteile für schwere Maschinen.
2.2 Kokillengießen mit Dauerform
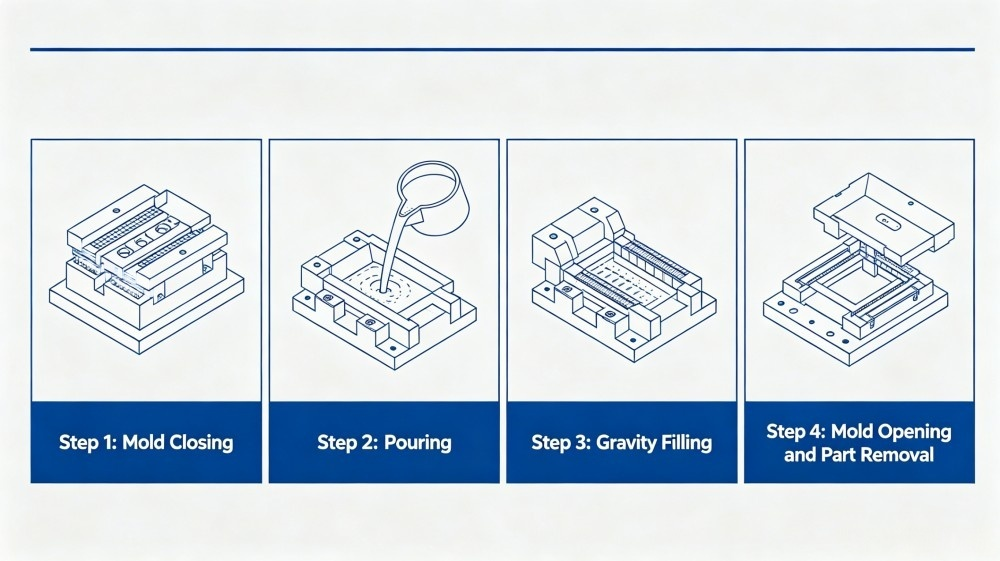
Bei diesem Verfahren werden wiederverwendbare starre Formen aus Stahl oder Graphit verwendet. Das geschmolzene Metall füllt den Formhohlraum allein durch die Schwerkraft. Da es sich um ein Halbpräzisionsgießverfahren handelt, kann die Form für die zyklische Produktion wiederverwendet werden.
Wesentliche Merkmale: Die schnelle Erstarrung führt zu einem dichten Gefüge, einer besseren Oberflächenqualität und einer höheren Maßgenauigkeit als beim Sandguss und eignet sich für die dünnwandige Massenproduktion. Die Haupteinschränkungen sind die hohen Formkosten und die Unfähigkeit, komplexe oder tiefe Hohlräume herzustellen.
Typische Anwendungen: Kolben aus Aluminium-/Magnesiumlegierungen, Getriebegehäuse, Rohrverbindungen, Radrohlinge und mittelgroße mechanische Strukturteile.
2.3 Druckguss und Niederdruckguss
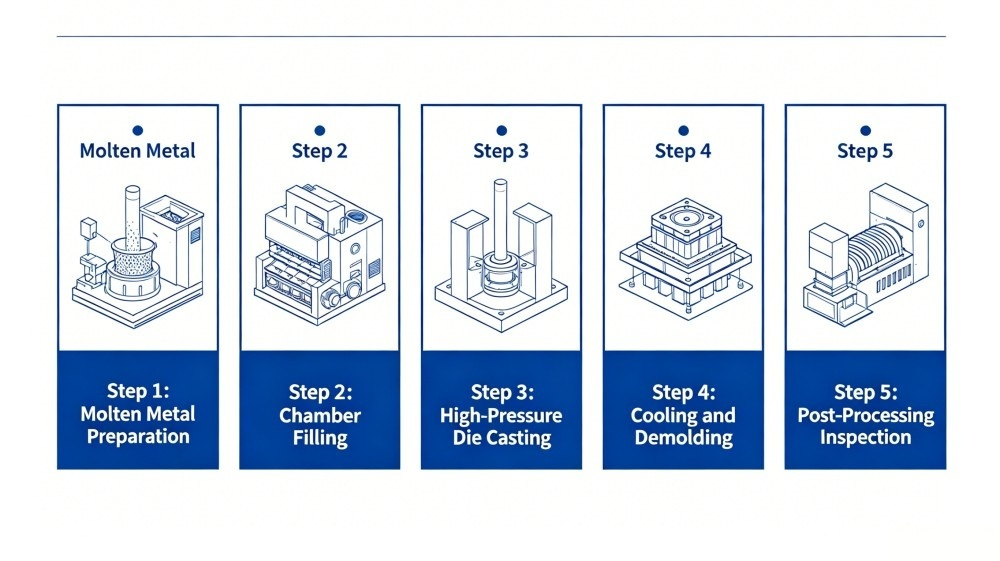
Das Druckgießen wird in zwei Bereiche unterteilt: Beim Hochdruck-Druckgießen (HPDC) wird geschmolzenes Nichteisenmetall mit extrem hoher Geschwindigkeit und hohem Druck für hochpräzise, kleine und komplexe Teile eingespritzt; beim Niederdruck-Druckgießen (LPDC) wird das Metall bei niedrigem Druck gleichmäßig für große und einfache Teile abgegeben. Es ist ausschließlich auf Nichteisenlegierungen anwendbar.
Wesentliche Merkmale: Höchste Maßgenauigkeit, hervorragende Produktionseffizienz und minimale Nachbearbeitungszugabe. Allerdings sind hohe Investitionen in Anlagen und Formen erforderlich, und die innere Porosität schränkt die Verwendung in hochbelasteten Bauteilen ein.
Typische Anwendungen: Gehäuse für Automobilelektronik, Präzisionshardware und leichte, nicht tragende Automobilkomponenten.
2.4 Feinguss (Wachsausschmelzverfahren)
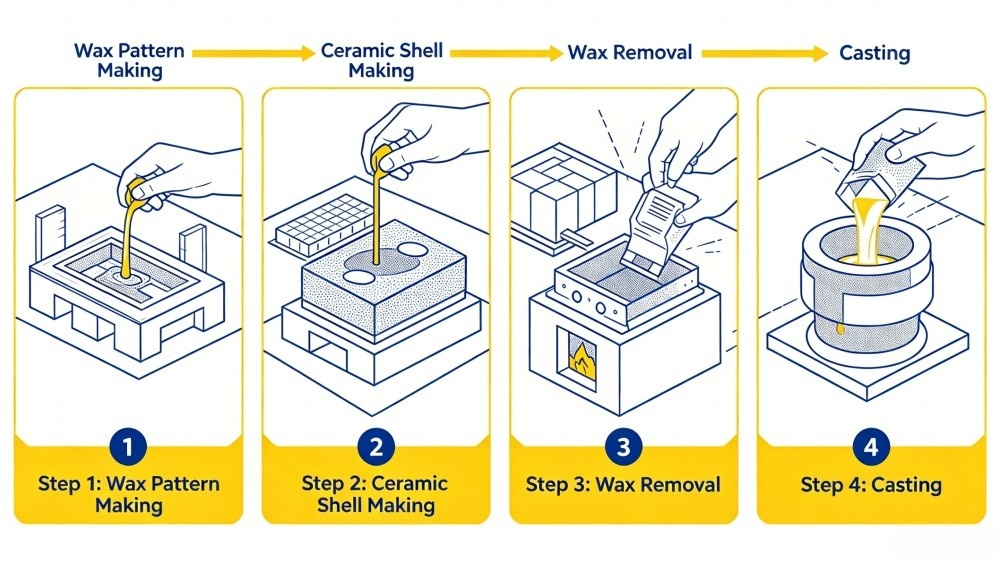
Beim Feinguss werden Wachsmodelle verwendet, die mit feuerfestem Schlamm beschichtet sind, um integrierte Keramikschalenformen zu bilden. Das Wachs wird bei hoher Temperatur geschmolzen und abgelassen, bevor das Metall gegossen wird. Es handelt sich um ein hochwertiges Präzisionsgießverfahren für den Einmalgebrauch.
Wesentliche Merkmale: Sie ist in der Lage, ultradünnwandige Teile und komplexe Strukturen mit rechten 90°-Winkeln ohne Entformungsschrägen herzustellen. Sie bietet eine branchenführende Oberflächengüte und Maßgenauigkeit und eignet sich für schwer zu gießende Materialien wie Edelstahl und Superlegierungen. Die Hauptnachteile sind der lange Produktionszyklus, die hohe Arbeitsabhängigkeit und die hohen Herstellungskosten.
Typische Anwendungen: Präzisionskomponenten für die Luft- und Raumfahrt, Bremsscheiben für Motorräder, Präzisionsgetriebe und hochwertige mechanische Ersatzteile.
2.5 Gipsabdruck
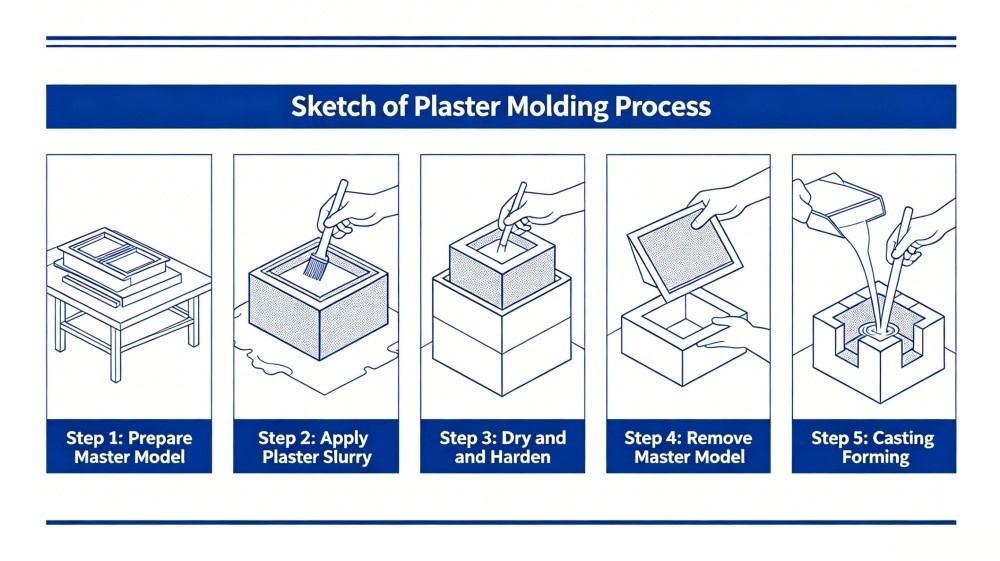
Beim Gipsguss werden Gips-Paris-Gemische zur Herstellung von Gussformen verwendet. Gips weist eine extrem niedrige Wärmeleitfähigkeit auf, was die Erstarrung des Metalls verlangsamt und die vollständige Füllung dünnwandiger Hohlräume ermöglicht, was auf hochpräzise kleine Gussteile abzielt.
Wesentliche Merkmale: Hervorragende Oberflächenglätte und höhere Maßgenauigkeit als beim Sandguss; es können ultradünne Abschnitte mit einer Dicke von bis zu 1 mm geformt werden. Aufgrund der geringen Hitzebeständigkeit eignet sich das Verfahren nur für Aluminium- und Kupferlegierungen mit geringer Produktionsleistung und relativ hohen Kosten.
Typische Anwendungen: Teile für Präzisionsinstrumente, dünnwandige Hydraulikkomponenten und kleine, hochwertige Gussprodukte.
2.6 Zentrifugalguss
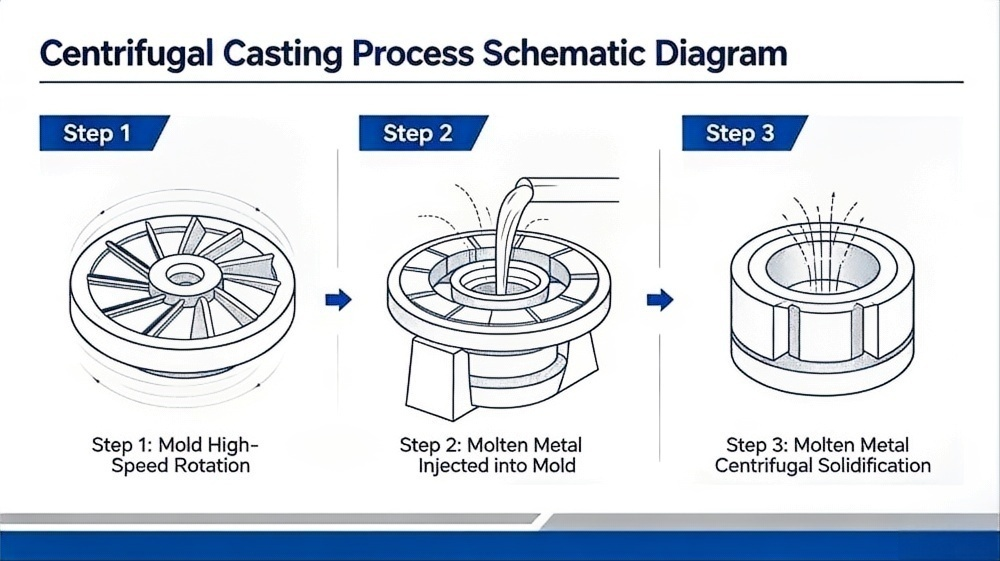
Das Schleudergießen beruht auf hochtourig rotierenden Formen, die eine Zentrifugalkraft erzeugen, die das geschmolzene Metall zum Anhaften und Erstarren entlang der inneren Formwand drückt. Es gibt echte Zentrifugal-, Halbzentrifugal- und vertikale Zentrifugalgussvarianten.
Wesentliche Merkmale: Erzeugt Gussteile mit hoher Dichte, minimaler Porosität und Schrumpfungsdefekten und hoher Materialausnutzung, was die Herstellung von Metallverbundteilen unterstützt. Die größte Einschränkung ist, dass nur rotationssymmetrische Teile hergestellt werden können.
Typische Anwendungen: Lagerbuchsen, Zylinderlaufbuchsen, Kolbenringe, Kupplungsscheiben und andere ringförmige oder zylindrische Bauteile.
2.7 Lost Foam Gießen
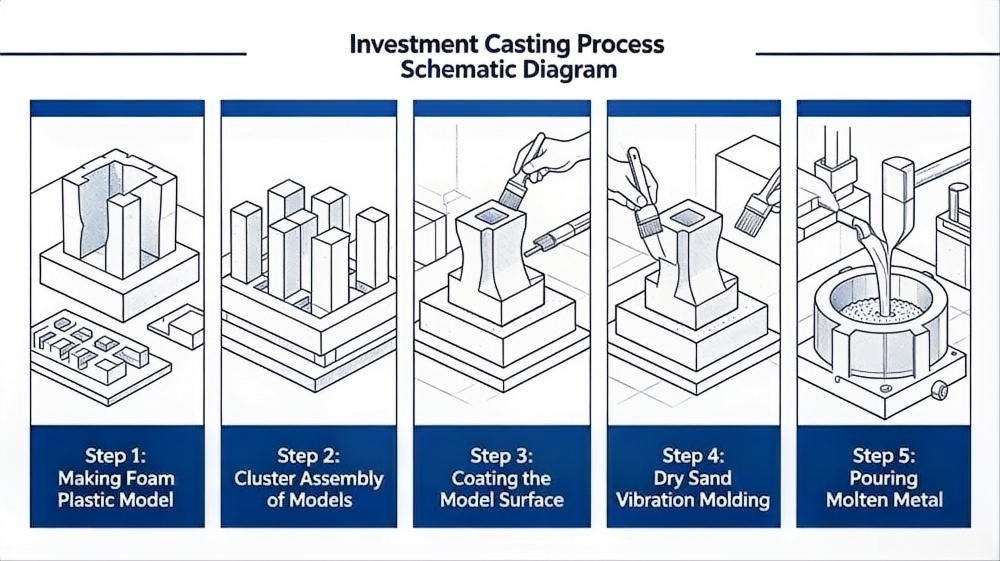
Beim Lost-Foam-Gießen wird EPS-Schaum verwendet, um feste Modelle zu erzeugen, die mit feuerfesten Schlichten beschichtet und in trockenem Sand vergraben werden. Bei hohen Temperaturen verdampft das geschmolzene Metall das Schaumstoffmodell und nimmt den Hohlraum für die Erstarrung ein, ohne Trennlinien oder Grate zu bilden.
Wesentliche Merkmale: Hohe Designfreiheit, umweltfreundliche, saubere Produktion und deutliche Kostenvorteile bei der Massenproduktion. Nachteilig sind die hohen Modellkosten für die Kleinserienproduktion und die leichte Verformung der Schaumstoffmodelle.
Typische Anwendungen: Armaturengehäuse, Hydranten, Pumpengehäuse und speziell geformte Gussteile aus duktilem Eisen/Stahl.
2.8 Vakuumgießen
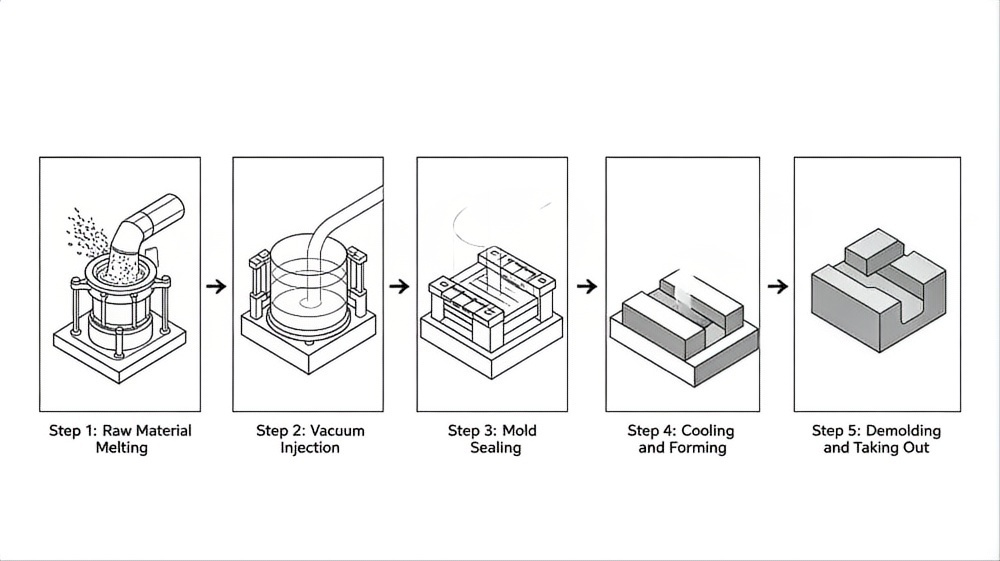
Das Vakuumgießen wird in einer Unterdruckkammer durchgeführt, um eingeschlossenes Gas im Formhohlraum abzusaugen, wodurch Porosität und Hohlraumdefekte für hochwertige Präzisionsgussteile grundlegend beseitigt werden.
Wesentliche Merkmale: Äußerst geringe Porosität, hervorragende Schweißbarkeit und Wärmebehandelbarkeit, geeignet für ultradünnwandige Bauteile und Prototypen in kleinen Stückzahlen. Die Nachteile sind teure Formen und eine kürzere Lebensdauer der Formen unter Vakuumbedingungen.
Typische Anwendungen: Strukturteile für Automobilchassis, Leichtbaukomponenten für die Luft- und Raumfahrt und Präzisionsgehäuse für die Elektronik.
2.9 Squeeze Casting (Flüssigschmieden)
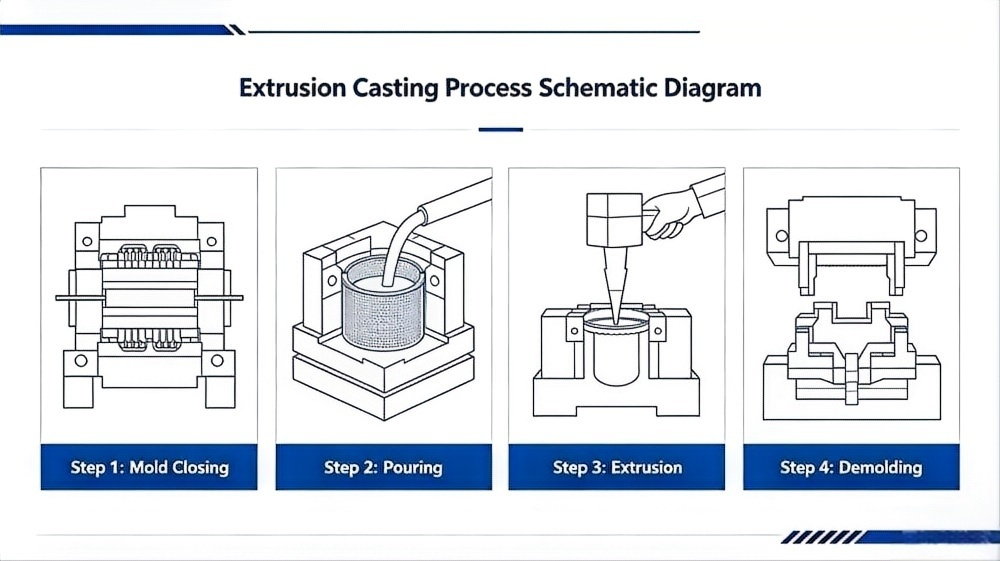
Squeeze Casting ist ein Hybridverfahren, das Gießen und Schmieden kombiniert. Nachdem das geschmolzene Metall in die Form eingespritzt wurde, wird während der Erstarrung ein hoher Druck ausgeübt, der die Flexibilität des Gießens und die Verdichtungsleistung des Schmiedens vereint.
Wesentliche Merkmale: Innere Defekte wie Porosität, Schrumpfung und Risse werden vollständig beseitigt, so dass hochfeste Bauteile mit hervorragender Oberflächenqualität und ohne Materialabfall entstehen. Das Verfahren wird durch die geringe strukturelle Flexibilität, die niedrige Produktivität und die Anforderungen an eine hochpräzise Prozesssteuerung eingeschränkt.
Typische Anwendungen: Strukturteile für die Automobilsicherheit, Achsschenkel, Fahrgestellrahmen und tragende Teile aus hochfesten Aluminiumlegierungen.
2.10 Strangguss
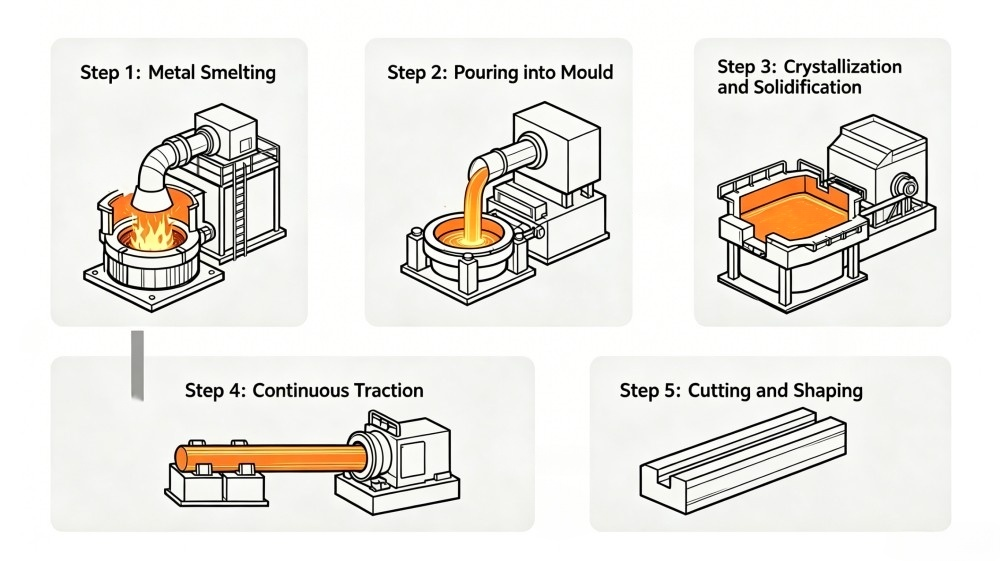
Beim Stranggießen wird geschmolzenes Metall in wassergekühlte Kristallisatoren eingespritzt, wo es kontinuierlich von außen nach innen erstarrt. Dabei werden Metallprofile mit konstantem Querschnitt ohne Unterbrechung hergestellt, was das Kernverfahren für die Massenproduktion von Stahlknüppeln darstellt.
Wesentliche Merkmale: Kontinuierlicher Betrieb, minimaler Materialabfall und extrem niedrige Kosten für die Massenproduktion. Es können nur regelmäßige Profile mit konstantem Querschnitt und keine unregelmäßigen, komplexen Teile hergestellt werden.
Typische Anwendungen: Knüppel, Stabstahl, Betonstahl, Stahlplatten und andere Standardprofile aus Metall.
2.11 Schalenformguß
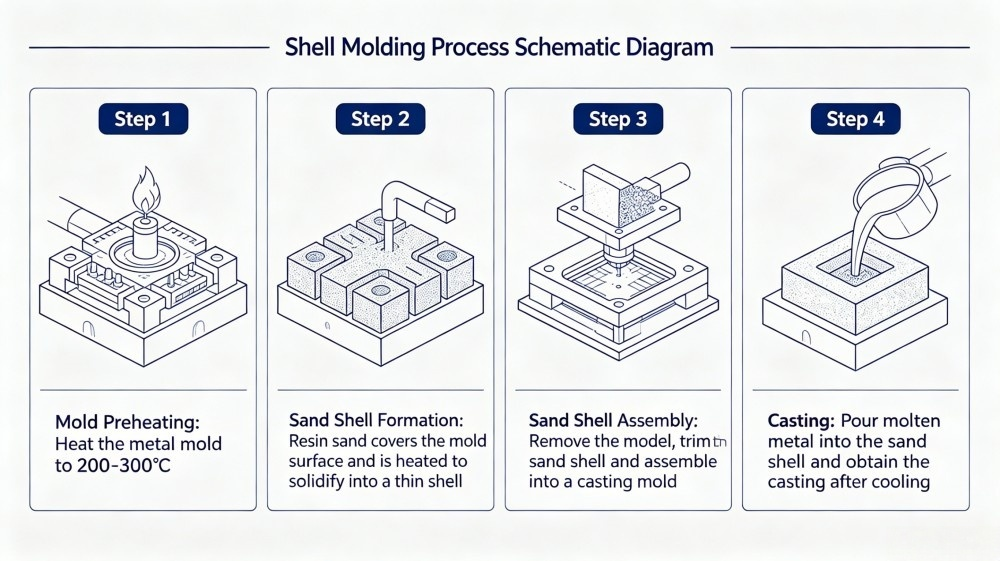
Beim Muschelformguss wird harzumhüllter feiner Sand erhitzt und gehärtet, um dünne Muschelformen zu bilden, die eine verbesserte und verfeinerte Alternative zum herkömmlichen Sandguss darstellen.
Wesentliche Merkmale: Bessere Oberflächengüte und Maßgenauigkeit als beim herkömmlichen Sandguss mit geringerer Nachbearbeitung. Durch die Formvorgaben eingeschränkt, ist es für große und schwere Gussteile ungeeignet und für die Kleinserienproduktion unwirtschaftlich.
Typische Anwendungen: Getriebegehäuse, Pleuelstangen, Nockenwellen und mittelgroße Ventilgehäuse.
3. Volldimensionaler quantitativer Vergleich von 11 Gießverfahren
In der nachstehenden Tabelle sind die wichtigsten Parameter aller Prozesse aufgeführt, zur direkten Bezugnahme bei der Auswahl von Verfahren, der Bewertung von Maßnahmen und der Kostenrechnung verfügbar:
|
Gussverfahren
|
Kosten pro Einheit
|
Maßgenauigkeit
|
Anwendbare Metalle
|
Mindestwanddicke
|
Eignung der Produktionscharge
|
Qualität der Oberfläche
|
Wesentliche Beschränkungen
|
|
Sandgießen
|
Sehr niedrig
|
Niedrig
|
Alle Eisen- und Nichteisenmetalle
|
≥5mm
|
Optimal für kleine Chargen
|
Schlecht
|
Geringe Präzision, raue Oberfläche, große Bearbeitungszugabe
|
|
Schwerkraft-Kokillengießen
|
Mittel
|
Mittel-Hoch
|
Aluminium-, Magnesium- und Bronze-Legierungen
|
≥2mm
|
Optimal für die Massenproduktion
|
Gut
|
Unfähig, komplexe Hohlraumstrukturen zu bilden
|
|
Druckgießen
|
Hoch
|
Extrem hoch
|
Aluminium, Zink, Kupfer und andere Nichteisen-Legierungen
|
≥0,5mm
|
Optimal für die Massenproduktion
|
Ausgezeichnet
|
Innere Porosität, nicht geeignet für tragende Strukturteile
|
|
Feinguss
|
Sehr hoch
|
Ultra-Hoch
|
Rostfreier Stahl, Superlegierungen, Spezialstähle
|
≥0,3mm
|
Geeignet für mittlere und große Chargen
|
Prämie
|
Langer Produktionszyklus, hohe Herstellungskosten
|
|
Gipsabguss
|
Relativ hoch
|
Hoch
|
Aluminium- und Kupferlegierungen
|
≥1mm
|
Geeignet für kleine und mittlere Chargen
|
Sehr gut
|
Schlechte Hitzebeständigkeit, Materialbeschränkung, geringer Wirkungsgrad
|
|
Schleudergießen
|
Mittel-Hoch
|
Mittel
|
Gusseisen, Kupfer, Aluminium-Legierungen
|
≥3mm
|
Geeignet für die Massenproduktion
|
Gut
|
Nur für rotationssymmetrische Teile
|
|
Lost Foam Gießen
|
Mittel (Masse) / Hoch (Kleinserie)
|
Mittel-Hoch
|
Stahlguss, Gusseisen, Aluminiumlegierungen
|
≥3mm
|
Optimal für die Massenproduktion
|
Gut
|
Hohe Musterkosten für kleine Chargen, leichte Verformung der Muster
|
|
Vakuumgießen
|
Hoch
|
Hoch
|
Verschiedene Nichteisen-Legierungen
|
≥0,8mm
|
Geeignet für kleine und mittlere Chargen
|
Sehr gut
|
Hohe Investitionen in die Form, kurze Lebensdauer der Form
|
|
Squeeze Casting
|
Sehr hoch
|
Hoch
|
Hauptsächlich Aluminiumlegierungen
|
≥2mm
|
Geeignet für kleine und mittlere Chargen
|
Sehr gut
|
Geringe strukturelle Flexibilität, begrenzte Produktivität
|
|
Strangguss
|
Sehr niedrig
|
Mittel
|
Kohlenstoffstahl und verschiedene Konstruktionsstähle
|
≥8mm
|
Optimal für kontinuierliche Produktion
|
Mittel
|
Nur für regelmäßige Profile mit konstantem Querschnitt
|
|
Schalenform-Guss
|
Mittel
|
Mittel-Hoch
|
Teile aus Gusseisen und mittelgroßem Kohlenstoffstahl
|
≥2,5mm
|
Geeignet für mittlere und große Chargen
|
Gut
|
Begrenzte Teilegröße und Gewicht, nicht für große Gussteile geeignet
|
4. Schnellauswahlhilfe für technische Szenarien
Für eine effiziente praktische Anwendung werden auf der Grundlage eines Parametervergleichs präzise Auswahlregeln zusammengefasst:
✅ Große Gussteile, Multi-Material-Anpassung, Prototyping in Kleinserie → Sandgießen
✅ Mittelgroße Aluminium-/Magnesiumteile, Massenproduktion von regulären Komponenten → Schwerkraft-Kokillenguss / Druckguss
✅ Komplexe speziell geformte, dünnwandige, hochtemperaturbeständige Präzisionsbauteile → Feinguss
✅ Wellenhülsen, Lager und ringförmige Drehteile → Schleudergießen
✅ Massenproduktion von speziell geformten Gussteilen wie Ventilen und Pumpengehäusen → Lost Foam Casting
✅ Tragende Teile für die Automobilindustrie, hochfeste Präzisionsbauteile aus Aluminium → Squeeze Casting
✅ Standardprofile wie Stahlknüppel und Bewehrungsstäbe → Strangguss
✅ Mittelkleine hochpräzise Gehäuse- und Wellenteile → Schalenformgießen
5. Schlussfolgerung
Die Hauptunterschiede zwischen den verschiedenen Gießverfahren liegen in fünf Schlüsselbereichen: Präzision, Kosten, Anpassungsfähigkeit des Materials, strukturelle Beschränkungen und Kapazität der Massenproduktion. Bei der praktischen technischen Auswahl sind nicht immer hochpräzise Verfahren erforderlich. Die optimale Lösung erfordert eine umfassende Berücksichtigung von Produktstruktur, Materialanforderungen, Produktionsvolumen und Budget. Sandguss wird für die kostengünstige Kleinserienproduktion bevorzugt, Druckguss für Präzisionsteile in Massenproduktion, Feinguss für hochwertige, komplexe Komponenten und Squeeze-Casting für hochfeste Strukturteile. Durch diese abgestimmte Strategie werden Produktqualität und Produktionswirtschaftlichkeit gleichzeitig maximiert.