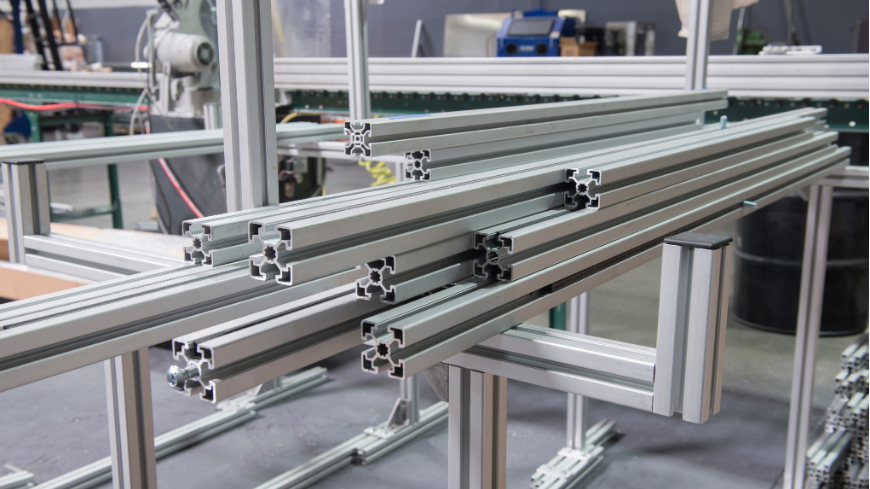
Personnalisation polyvalente
Contrôle total de la finition de la surface, des formes du profil, des qualités de matériaux et des options de couleur. Adaptez les spécifications exactes aux exigences de vos applications dans tous les secteurs d'activité.