









在精密机械、航空航天和工业阀门等领域,工程师们常常面临一个常见的材料选择难题:标准奥氏体不锈钢强度不足,无法承受高负荷;而传统的马氏体不锈钢则存在耐腐蚀性不足和韧性较低的问题。 为解决这一长期存在的权衡难题,工程师们开发了630沉淀硬化不锈钢。凭借其特殊的冶金成分和量身定制的热处理机制,该材料在强度、耐腐蚀性和可加工性之间实现了良好的平衡。.
在本指南中,我们依托PartsMastery在高端不锈钢精密加工领域多年的批量生产经验,详细解析了630不锈钢的成分原理、性能极限、热处理规范以及加工最佳实践。通过阅读本指南,您将获得一份适用于工程设计和材料采购的实用参考资料。.
1. 630不锈钢的基本定义及等效等级
630不锈钢是一种经典的马氏体沉淀硬化不锈钢,在业内通常被称为 17-4 PH 不锈钢. 它与国际标准等级 EN 1.4542 和 UNS S17400 直接对应,工程师在采购文件和图纸标注中可互换使用这些代号。.
与传统不锈钢不同,它并不依赖碳化物析出来增强强度。 相反,在时效处理过程中,纳米级富铜相会在材料内部均匀形成,从而对位错运动产生物理阻碍。这种方法在显著提高强度的同时,并未因高碳含量而导致韧性或耐腐蚀性下降,这也正是它之所以能成为高性能工程不锈钢中领先类别的原因。.
2. 化学成分与芯部强化机制
630不锈钢的性能优势直接源于其经过精心调配的合金成分。以下是其核心合金元素的典型质量分数范围:
- 碳(C)≤ 0.07%:低碳配方可减少有害碳化物的析出,并保持材料的基准韧性和耐腐蚀性
- 铬(Cr)15.0–17.5%:构成钝化氧化膜并提供基础防腐保护的核心元素
- 镍(Ni)3.0–5.0%:稳定马氏体组织,提高低温韧性和微观组织均匀性
- 铜(Cu)3.0–5.0%:时效硬化背后的关键元素。它在时效过程中形成ε-Cu纳米相,是强度提高的主要来源
- 铌(Nb)0.15–0.45%:细化晶粒,抑制时效过程中的晶粒长大,并优化强度与韧性之间的平衡
从冶金学角度来看,强化过程分为两个明确的步骤。首先,固溶处理在钢中形成过饱和的马氏体组织。随后,低温时效促使均匀分散的富铜相形成,从而实现可控的强度提升。 与此同时,铬的钝化作用保留了不锈钢的核心抗腐蚀性能,从而形成了强度与耐腐蚀性并重的双重性能基础。.
3. 核心性能特征
3.1 可灵活调节的强度和硬度
在固溶退火状态下,630不锈钢的硬度约为HRC 28–32,抗拉强度约为750–850 MPa。 经过峰值时效处理后,其硬度可升至 HRC 40–45,抗拉强度可达 1100–1300 MPa——这些数值远高于 304 和 316 等传统奥氏体不锈钢。 正因如此,制造商将其直接用作结构承重材料。.
3.2 耐腐蚀性为中等至良好
在露天、淡水和弱酸等轻度腐蚀性环境中,630不锈钢的耐腐蚀性与304不锈钢相当,且明显优于410和420等普通马氏体不锈钢。 不过,在氯离子浓度较高、存在强酸或强碱的强腐蚀性环境中,其性能不及316不锈钢,且长期暴露于此类环境中存在点蚀风险。因此,在选择该材料之前,必须明确界定使用条件的限制范围。.
3.3 力量与韧性的平衡
与硬度等级相同的马氏体不锈钢相比,630钢在经过适当时长的时效处理后,仍能保持出色的冲击韧性,并避免了高硬度材料中常见的脆性断裂缺陷。此外,它能可靠地承受交变载荷和冲击工况,因此是机械结构件和轴类部件的理想选择。.
3.4 优异的尺寸稳定性
630不锈钢的老化过程在低温下进行,因此热处理过程中造成的零件变形极小。因此,与经过高温淬火处理的传统合金钢相比,其尺寸稳定性要好得多。 对于精度要求严格的精密零件,机加工人员只需预留少量加工余量以抵消轻微变形,即可在时效处理后无需大量返工便达到公差目标。.
4. 热处理规范与性能差异
热处理能够充分发挥630不锈钢的性能潜力。整个工艺流程可分为两个核心步骤:固溶处理和时效处理。最重要的是,所选的时效方案直接决定了最终的力学性能。.
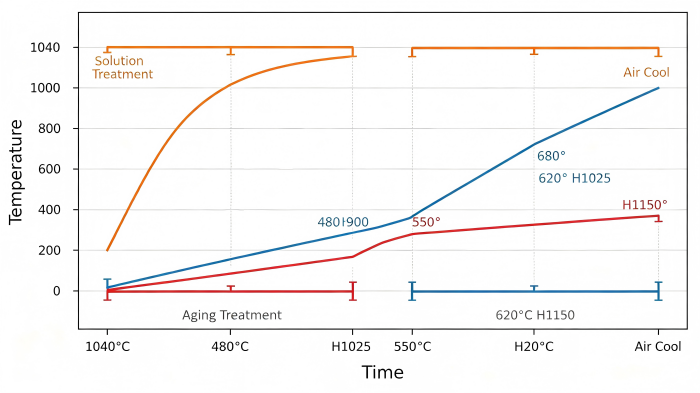
4.1 溶液处理(预处理工艺)
标准工艺要求将零件在1030–1050°C下保温,随后进行空气或油冷。这一步骤可使合金元素完全溶解于金属基体中,并形成均匀的过饱和马氏体组织。在此状态下,材料具有很强的塑性和韧性,非常适合进行切削加工。 因此,批量生产工厂通常采购处于固溶处理状态的原材料。.
4.2 常见老化系统的比较
| 老化状况 | 工艺参数 | 典型硬度 | 性能特点 | 应用场景 |
|---|---|---|---|---|
| H900(峰值老化) | 在480°C下保持4小时,然后自然冷却 | HRC 40–45 | 强度和硬度最高,韧性相对较低 | 高负荷易损件、阀芯、紧固件 |
| H1025(中温老化) | 在550°C下保持4小时,然后自然冷却 | HRC 35–40 | 力量与韧性兼备,整体表现最佳 | 通用结构件、轴、机械传动部件 |
| H1150(过度老化) | 在620°C下保持4小时,然后自然冷却 | HRC 28–32 | 强度降低,韧性最佳,尺寸稳定性好,且具有抗应力腐蚀能力 | 精密仪器零部件、承受冲击载荷的结构部件 |
对于批量生产工艺规划,我们建议遵循以下三步工作流程:在固溶状态下完成主要加工,通过时效处理达到目标性能,然后进行轻微精加工以校正轻微变形。这种方法在确保最终性能完全达标的同时,还能大幅降低加工难度和刀具成本。.
5. 数控加工性能及关键工艺要点

630不锈钢的加工难度会因其热处理状态的不同而发生显著变化。因此,必须根据材料的状态来制定工艺方案;否则,很可能会遇到刀具过度磨损和表面质量不佳等问题。.
5.1 固溶状态下的加工特性
固溶退火的630不锈钢加工难度中等,略高于304不锈钢。 车工可以完成包括铣削、车削、钻孔和攻丝在内的常规加工操作,并获得稳定的加工效果。由于该材料粘度高且具有较强的加工硬化倾向,我们建议使用涂层硬质合金刀具,采用适中的进给速度,并使用充足的切削液,以防止切屑断裂不畅和刀具因过热而磨损。.
5.2 时效状态下加工的风险与局限性
经过峰值时效处理后,材料硬度会升至HRC 40以上,切削阻力也会大幅增加。因此,标准硬质合金刀具的磨损速度比在固溶状态下快3到5倍。 此外,加工表面极易形成振动痕迹。基于上述原因,我们仅建议在时效处理后进行小余量精加工和去毛刺,应避免在此阶段安排大余量切削加工。.
5.3 批量生产加工优化的建议
- 在时效处理前,将机械键的配合尺寸和高精度特征加工至接近最终尺寸,并预留0.05–0.15毫米的热处理变形余量;;
- 回火后,仅对公差要求严格的表面进行精铣和精磨,并避免在淬硬状态下进行全表面加工;;
- 对于薄壁和细长零件,应优化夹具布置,以减轻加工应力和热处理变形的综合影响;;
- 尽可能在材料处于软态时加工深孔和内螺纹等特征,以防止在硬态加工过程中出现刀具崩刃。.
6. 与主流不锈钢牌号的性能对比
| 比较维度 | 630 不锈钢(17-4PH) | 304 不锈钢 | 316 不锈钢 | 410不锈钢 |
|---|---|---|---|---|
| 材料类别 | 沉淀硬化马氏体 | 奥氏体 | 奥氏体 | 常规马氏体 |
| 典型抗拉强度 | 1100–1300 MPa (H900) | 约520 MPa | 约520 MPa | 约700 MPa(淬火回火) |
| 耐腐蚀等级 | 中等(与304相当) | 良好 | 优秀 | 公平 |
| 热处理强化 | 支持宽广的可调性能范围 | 不支持 | 不支持 | 受支持,调整范围有限 |
| 加工难度 | 溶液状态下含量适中,陈化后含量较高 | 中度 | 中度 | 淬火回火后硬度更高 |
| 核心优势 | 高强度、均衡的耐腐蚀性、可调节的性能 | 耐腐蚀性良好,易于成形,成本适中 | 对氯化物点蚀具有很强的耐受性 | 成本低,工艺简单 |
| 典型应用 | 轴、阀门、航空航天结构件 | 通用钣金、容器、管道 | 船舶及化工设备、医疗器械 | 切削工具、简单结构件 |
| 成本水平 | 中高 | 中型 | 中高 | 中低 |
7. 优点、局限性及选择标准
7.1 核心优势
- 独特的性能组合:它在不锈钢系列中实现了高强度与耐腐蚀性的平衡,且在无需额外表面防腐处理的情况下,适用于大多数工业环境;;
- 工艺灵活性高:您可以通过不同的时效方案来调整性能,以满足从高耐磨性到高韧性等各种要求;;
- 非常适合精密制造:该材料产生的热处理变形极小,且具有极佳的尺寸稳定性,因此非常适合IT7–IT8级精度精密零件的批量生产;;
- 与普通马氏体不锈钢相比,其可焊性更优;焊接后可通过局部时效处理恢复接头强度。.
7.2 应用限制
- 在强腐蚀环境下的耐腐蚀性有限:当暴露于高浓度氯离子、强酸或强碱中时,其性能不及316等高合金奥氏体不锈钢;;
- 冷成形性较差:其塑性低于奥氏体不锈钢,因此不适用于深拉伸和复杂弯曲等大变形冷加工;;
- 与通用不锈钢相比,其材料和加工成本较高,当应用场景无需高强度时,这会导致性能冗余。.
7.3 选择判断标准
630不锈钢是首选材料的应用场景: 第一,当零件既需承受较高的机械载荷,又需适应中等腐蚀性环境,而普通不锈钢强度不足时。第二,当需要通过热处理来调整性能,并在加工便利性与最终使用强度之间取得平衡时。第三,在制造要求具有高尺寸稳定性和抗疲劳性的精密机械零件时。.
不建议使用630不锈钢的情况: 第一,重点针对需要极端防腐保护的重度腐蚀环境,例如船舶和化工行业的应用。第二,需要进行大变形冷成型的薄板零件。第三,对成本敏感且无高强度要求的普通不锈钢结构。.
8. 常见问题
问题1:630不锈钢和316不锈钢,哪一种更好?
这两种材料用途不同,因此没有哪一种是放之四海皆准的优选。630不锈钢的强度和硬度明显高于316不锈钢,因此更适合用于承重结构部件。 另一方面,316不锈钢具有更强的耐腐蚀性——尤其是对氯化物点蚀的抵抗能力——更适合用于化工厂和海洋环境等强腐蚀性场合。 归根结底,您应根据核心需求做出选择:如果强度是首要考虑因素,则选择630;如果耐腐蚀性最为重要,则选择316。.
问题2:630不锈钢在机加工后可以进行热处理吗?
完全正确——事实上,这是批量生产中最主流的工艺路线。 机加工人员通常在固溶状态下完成大部分切削加工,然后进行时效热处理,使零件达到目标性能。这种方法大大降低了加工难度和刀具磨损。此外,时效处理造成的变形极小,因此通过预留合理的加工余量,可以保证最终的尺寸精度。.
问题3:630不锈钢适合用于数控精密加工吗?
是的,但必须配合设计合理的工艺方案。经固溶处理的630不锈钢在数控加工中能始终保持IT7–IT8的尺寸精度。 时效处理后,我们仅建议进行余量较小的精加工。如果零件的精度要求极高,可以在时效处理后增加磨削和珩磨等二次加工工序,以补偿任何轻微的变形。.
问题4:在哪些情况下,630不锈钢并非最佳选择?
我们不建议将其用于以下三种主要工况。第一,氯离子浓度较高的高度腐蚀性环境,在此类环境中长期使用往往会导致点蚀。第二,大变形冷成形工艺,如深拉伸和复杂弯曲,因为该材料缺乏足够的塑性。 第三,对于没有高强度要求的通用零件,使用630材料会增加不必要的成本。.
结论
作为一种经典的沉淀硬化不锈钢牌号,630不锈钢填补了市场上的明显空白:传统不锈钢强度不足,而标准合金钢则缺乏耐腐蚀性。 正因如此,它已成为精密机械、航空航天和工业阀门应用领域中最具成本效益的首选材料之一。为了充分发挥其优势,在材料选型和加工过程中,必须根据具体的应用要求,合理安排时效处理计划和工艺流程。.
PartsMastery 在高端工程级不锈钢(包括 630 钢种)的精密加工领域拥有多年经验。我们提供端到端服务——从 DFM 可制造性分析和工艺规划到批量生产交付——以帮助客户实现高性能零部件的稳定、一致的批量生产。.