








Pour les ingénieurs en mécanique et les responsables des achats, déterminer si une tolérance dimensionnelle de ±0,05 mm est réalisable par découpe au laser à fibre optique — ou si un fraisage CNC est nécessaire — a toujours été un exercice d’équilibre entre les exigences de conception et les coûts de production. Estimer les critères de précision d’un procédé en se basant uniquement sur l’expérience conduit souvent à des écarts : des tolérances trop larges entraînent des jeux excessifs lors de l’assemblage et des problèmes d’ajustement, tandis que des tolérances inutilement serrées font grimper les coûts de production de manière spectaculaire.
À partir des données de mesure issues de la production en série d’un grand nombre de composants en tôle de précision, PartsMastery a établi les profils réels d’écarts dimensionnels pour différents matériaux et différentes épaisseurs de tôle. Ce tableau de référence complet sur les tolérances de découpe laser, ainsi que les recommandations en matière de conception pour la fabrication (DFM), vous aident à valider rapidement la faisabilité de vos dessins CAO et à éviter tout décalage entre la conception et la production.
Tolérances de référence standard pour la découpe au laser
Lorsqu'aucun écart dimensionnel spécifique n'est explicitement indiqué sur un dessin CAO, les fabricants se conforment aux normes internationales largement reconnues en matière d'usinage. La norme de tolérance générale la plus couramment appliquée dans le domaine de la découpe laser est la norme DIN ISO 2768. Les transformateurs professionnels de tôles, notamment PartsMastery, appliquent par défaut la classe m (moyenne) de la norme ISO 2768-1 pour toutes les pièces de tôle découpées au laser, sauf indication contraire.
Vous trouverez ci-dessous les valeurs de tolérance pour la découpe au laser correspondant à la classe m de la norme ISO 2768-1, ainsi que les valeurs de référence pour la classe f (précision fine) :
| Plage de dimensions nominales (mm) | Classe standard (classe m) Tolérance (mm) | Classe de précision (classe F) Tolérance (mm) |
|---|---|---|
| < 0,5 | ±0,10 | ±0,10 |
| 0.5 – 3 | ±0,10 | ±0,05 |
| 3 – 6 | ±0,20 | ±0,10 |
| 6 – 30 | ±0,30 | ±0,15 |
| 30 – 120 | ±0,50 | ±0,20 |
| 120 – 400 | ±0,80 | ±0,30 |
| 400 – 1000 | ±1,20 | ±0,50 |
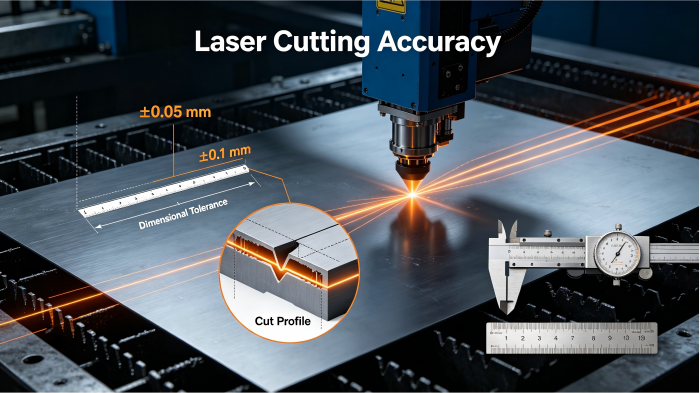
Pour les projets classiques de tôlerie, les tolérances typiques de découpe laser pour les dimensions linéaires inférieures à 100 mm peuvent être contrôlées de manière stable entre ±0,1 mm et ±0,2 mm, ce qui répond aux exigences d'assemblage de la plupart des produits commerciaux. Dans les cas nécessitant une précision ultra-élevée, les tolérances de classe fine permettent de réduire la précision jusqu'à ±0,05 mm, mais ce niveau exige un équipement laser à fibre optique haut de gamme, des paramètres de processus optimaux et un contrôle qualité rigoureux.
Comment l'épaisseur du matériau influe sur les tolérances de découpe
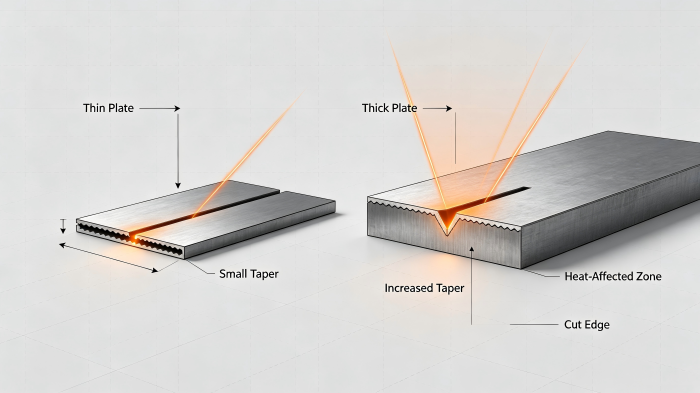
La tolérance de découpe au laser n'est pas une valeur fixe, mais une plage dynamique qui augmente proportionnellement à l'épaisseur de la tôle. Plus le matériau est épais, plus l'effet de diffusion du faisceau laser est prononcé et plus la zone affectée thermiquement (ZAT) générée lors de la découpe est large. Cela crée un léger angle sur le bord de coupe, communément appelé « conicité de la tranchée » dans le secteur.
La norme DIN EN ISO 9013-1 définit les classes de tolérance de découpe thermique pour des tôles de différentes épaisseurs. Si l'on prend l'exemple de l'usinage au laser à fibre, la tolérance de découpe d'une pièce en acier inoxydable de 1 mm d'épaisseur est naturellement bien plus stricte que celle d'une tôle en acier au carbone de 15 mm d'épaisseur. Pour les tôles d'acier d'une épaisseur comprise entre 0 et 25 mm, l'écart dimensionnel admissible augmente progressivement de ±0,075 mm à ±3,25 mm.
Par conséquent, lors de la phase de conception, les exigences en matière de tolérance doivent être assouplies en conséquence à mesure que l'épaisseur du matériau augmente. Spécifier une précision sans tenir compte de l'épaisseur de la tôle n'a aucune signification pratique sur le plan technique.
Tolérances inhérentes aux matières premières : une variable de précision souvent négligée
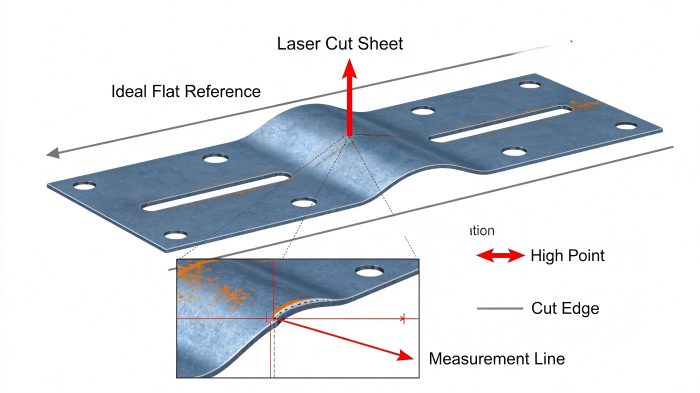
De nombreux ingénieurs négligent un principe fondamental lors de la conception : les tôles présentent intrinsèquement des écarts physiques. Avant même que le laser ne commence à traiter la pièce, le matériau présente déjà des tolérances de base ; en réalité, les tôles parfaitement planes n’existent pas.
Conformément à la norme DIN EN 10259, les tôles d’acier laminées à froid standard sont soumises à des exigences spécifiques en matière de tolérance de planéité. Par exemple, une tôle d’acier laminée à froid de 2,0 mm d’épaisseur présente naturellement une variation de planéité de ±0,10 mm. Si la tolérance de profil spécifiée dans la conception est inférieure à la tolérance de planéité inhérente à la matière première, la pièce ne passera pas le contrôle qualité, quelle que soit la précision du processus de découpe.
Règles de conception DFM relatives aux tolérances des trous découpés au laser
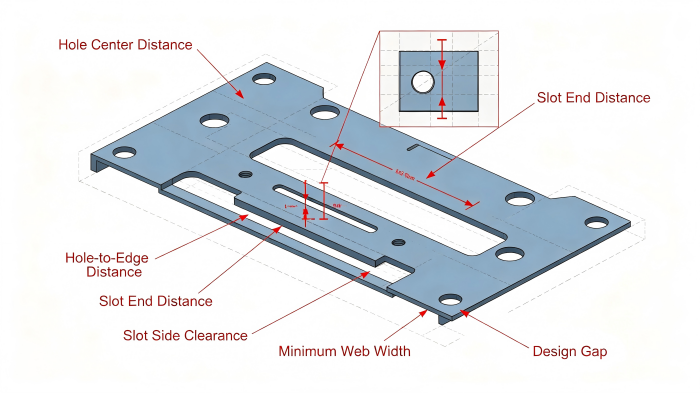
Lors de la conception de trous et de fentes destinés à la découpe au laser, il convient de prévoir des marges de sécurité suffisantes afin de garantir la stabilité structurelle et la précision dimensionnelle de la pièce. Si les trous sont placés trop près du bord de la tôle, la concentration de chaleur lors de la découpe provoquera une déformation locale du matériau, ce qui compromettra directement la tolérance du diamètre des trous et la précision géométrique.
Voici trois règles générales de conception qui couvrent la plupart des scénarios de traitement courants :
- Le diamètre minimal du trou doit correspondre à l'épaisseur du matériau selon un rapport de 1:1.
- La distance entre le centre d'un trou et le bord de la plaque doit être au moins égale à 1 fois le diamètre du trou.
- En ce qui concerne les fentes, la distance par rapport au bord de la plaque doit être au moins égale à 1,5 fois la largeur de la fente.
De plus, afin de garantir la stabilité des tolérances globales de la pièce, la largeur de la bande (la partie de matière située entre deux éléments découpés) ne doit jamais être inférieure à 50% de l'épaisseur du matériau.
Vous pouvez importer vos dessins au format STEP ou DXF sur la plateforme de PartsMastery, qui s'appuie sur l'intelligence artificielle. Le système générera instantanément un rapport d'analyse de la fabricabilité qui identifie automatiquement les non-conformités d'espacement mentionnées ci-dessus ainsi que d'autres risques liés à la conception.
Trouver le juste équilibre entre tolérance et coût : éviter les tolérances excessives
L'application systématique de tolérances extrêmement strictes sur l'ensemble d'un dessin constitue une erreur très courante en matière de conception technique. Les exigences de haute précision imposent des vitesses d'usinage considérablement réduites, ce qui diminue directement le rendement des équipements. Elles nécessitent également l'utilisation d'équipements d'inspection professionnels, tels que des machines à mesurer tridimensionnelles (MMT), pour vérifier les tolérances de position, ce qui augmente d'autant les coûts liés au contrôle qualité.
Un resserrement généralisé et aveugle des tolérances peut entraîner une augmentation des coûts de production globaux de 300% à 500%. La bonne approche de conception consiste à n'appliquer des tolérances strictes qu'aux surfaces d'accouplement critiques et aux points d'assemblage fonctionnels, et à utiliser des tolérances standard de découpe laser pour tous les contours non critiques. Cela permet d'optimiser la maîtrise des coûts tout en garantissant les performances fonctionnelles.
Précision des différents équipements de découpe
Le type d'équipement d'usinage détermine directement la limite de précision finale des pièces. Lors de la conception, les exigences de précision doivent être adaptées aux capacités du procédé correspondant afin d'éviter que ces exigences ne dépassent les limites du procédé.
- Découpeuses laser à fibre optique: Il s'agit des équipements les plus couramment utilisés aujourd'hui pour l'usinage de tôles, qui se caractérisent par une taille de foyer extrêmement réduite et une grande efficacité de découpe. Pour les métaux courants tels que les alliages d'aluminium et l'acier inoxydable, ils permettent d'obtenir de manière constante des tolérances de découpe comprises entre ±0,05 mm et ±0,2 mm.
- Machines de découpe au laser CO₂: Elles conviennent mieux à l'usinage de l'acier au carbone épais, du bois, des plastiques et d'autres matériaux ; elles offrent une compatibilité plus large en termes de matériaux, mais leur précision est légèrement inférieure. Leurs tolérances de coupe varient généralement entre ±0,1 mm et ±0,5 mm.
Points clés à retenir
La définition de tolérances de découpe laser raisonnables permet à la fois de maîtriser efficacement les coûts de production et de garantir un ajustement parfait des pièces sur la chaîne de montage. Pour les dimensions générales, privilégiez une conception conforme à la classe « m » de la norme ISO 2768 ; pour les pièces en tôle plus épaisses, assouplissez les exigences en matière d'écarts en conséquence. Sauf si cela est nécessaire d'un point de vue fonctionnel, n'exigez pas d'un procédé de découpe thermique une précision équivalente à celle d'une machine à commande numérique (CNC).
Si vous disposez de dessins CAO prêts pour la production, vous pouvez les télécharger sur la plateforme PartsMastery. Le moteur de devis automatisé du système analysera la géométrie des pièces, vous fournira un devis précis en quelques minutes et générera un rapport d'analyse DFM complet afin de garantir que votre conception en termes de tolérances est prête pour la production.
Foire aux questions
Quelles sont les tolérances standard pour la découpe au laser ?
Pour les pièces structurelles classiques et les composants en tôle, la tolérance de référence standard dans le secteur est de ±0,127 mm (±0,005 pouce), ce qui répond aux besoins de la plupart des produits commerciaux en métal et en plastique.
La découpe au laser permet-elle d'atteindre des tolérances de ±0,05 mm ?
Oui. Dans des conditions de traitement optimales, les équipements modernes de découpe au laser à fibre optique de forte puissance peuvent atteindre de manière constante une précision de ±0,05 mm sur des tôles fines. Ce niveau de précision réduit la vitesse de découpe et renforce les exigences en matière de contrôle qualité, ce qui entraîne une augmentation correspondante des coûts de production par pièce.
Quelle est la différence entre les niveaux de tolérance de la découpe au laser et de l'usinage CNC ?
L'usinage CNC est un procédé mécanique soustractif qui offre une rigidité et une contrôlabilité supérieures, et permet d'atteindre facilement une précision d'usinage de ±0,01 mm. La découpe au laser est un procédé thermique axé sur la fabrication efficace et économique de pièces planes, avec une précision typique de l'ordre de ±0,1 mm. Ces deux procédés répondent à des besoins différents.