









Dans des domaines tels que la mécanique de précision, l’aérospatiale et la robinetterie industrielle, les ingénieurs sont souvent confrontés à un dilemme bien connu en matière de choix des matériaux : les aciers inoxydables austénitiques standard n’offrent pas la résistance nécessaire pour supporter des charges élevées, tandis que les aciers inoxydables martensitiques conventionnels présentent une résistance à la corrosion insuffisante et une faible ténacité. Pour remédier à ce compromis de longue date, les ingénieurs ont mis au point l'acier inoxydable 630 à durcissement par précipitation. Grâce à sa composition métallurgique spécifique et à ses mécanismes de traitement thermique adaptés, il offre un équilibre optimal entre résistance mécanique, résistance à la corrosion et usinabilité.
Dans ce guide, nous nous appuyons sur les nombreuses années d’expérience acquises chez PartsMastery en matière de production en série et d’usinage de précision de l’acier inoxydable haut de gamme pour analyser en détail les principes de composition de l’acier inoxydable 630, ses limites de performance, ses spécifications de traitement thermique et les meilleures pratiques d’usinage. Vous disposerez ainsi d’un outil de référence concret, tant pour la conception technique que pour l’approvisionnement en matériaux.
1. Définition de base et nuances équivalentes de l'acier inoxydable 630
L'acier inoxydable 630 est une nuance classique d'acier inoxydable martensitique à durcissement par précipitation, plus communément appelée dans le secteur Acier inoxydable 17-4 PH. Il correspond directement aux nuances normalisées internationales EN 1.4542 et UNS S17400, et les ingénieurs utilisent ces désignations de manière interchangeable dans les documents d'appel d'offres et les annotations des plans.
Contrairement aux aciers inoxydables traditionnels, son renforcement ne repose pas sur la précipitation de carbures. Au lieu de cela, des phases riches en cuivre à l'échelle nanométrique se forment uniformément à l'intérieur du matériau pendant le traitement de vieillissement et créent des obstacles physiques au mouvement des dislocations. Cette approche augmente considérablement la résistance sans entraîner la perte de ténacité ou de résistance à la corrosion qui accompagne une teneur élevée en carbone, ce qui explique pourquoi il s'impose comme l'une des principales catégories d'aciers inoxydables techniques haute performance.
2. Composition chimique et mécanisme de renforcement du noyau
Les avantages de l'acier inoxydable 630 en termes de performances découlent directement de la composition de son alliage, soigneusement calibrée. Vous trouverez ci-dessous les plages de fractions massiques typiques de ses principaux éléments d'alliage :
- Carbone (C) ≤ 0,07% : une formulation à faible teneur en carbone réduit la précipitation de carbures nocifs et préserve la ténacité et la résistance à la corrosion de base du matériau
- Chrome (Cr) 15,0–17,51 TP3T : l'élément essentiel qui forme le film d'oxyde passif et assure une protection de base contre la corrosion
- Nickel (Ni) 3,0–5,0% : stabilise la structure martensitique et améliore la ténacité à basse température ainsi que l'uniformité microstructurale
- Cuivre (Cu) 3,0–5,0% : élément déterminant du durcissement par précipitation. Il forme des nanophases ε-Cu au cours du vieillissement et constitue la principale source d'augmentation de la résistance mécanique.
- Niobium (Nb) 0,15–0,45% : affine la taille des grains, limite la croissance des grains pendant le vieillissement et optimise l'équilibre entre résistance et ténacité
D’un point de vue métallurgique, le processus de renforcement se déroule en deux étapes distinctes. Tout d’abord, le traitement de mise en solution crée une structure martensitique sursaturée dans l’acier. Ensuite, le vieillissement à basse température déclenche la formation de phases riches en cuivre uniformément dispersées, permettant ainsi d’obtenir des gains de résistance contrôlables. Parallèlement, l’effet de passivation du chrome préserve la propriété anticorrosion fondamentale de l’acier inoxydable, créant ainsi une double base de performance alliant résistance mécanique et résistance à la corrosion.
3. Caractéristiques de performance essentielles
3.1 Force et dureté réglables de manière flexible
À l'état recuit de mise en solution, l'acier inoxydable 630 présente une dureté comprise entre 28 et 32 HRC environ et une résistance à la traction de l'ordre de 750 à 850 MPa. Une fois soumis à un traitement de vieillissement optimal, sa dureté grimpe à 40–45 HRC et sa résistance à la traction atteint 1 100–1 300 MPa — des valeurs bien supérieures à celles des aciers inoxydables austénitiques classiques tels que les 304 et 316. C’est pourquoi les fabricants l’utilisent directement comme matériau structurel porteur.
3.2 Résistance à la corrosion modérée à bonne
Dans des environnements légèrement corrosifs tels que l'air libre, l'eau douce et les acides faibles, l'acier inoxydable 630 offre une résistance à la corrosion comparable à celle de l'acier inoxydable 304, et il surpasse nettement les aciers inoxydables martensitiques courants comme les 410 et 420. Cela dit, dans des environnements fortement corrosifs présentant des concentrations élevées en ions chlorure, des acides forts ou des alcalis forts, il est moins performant que l'acier inoxydable 316 et présente un risque de corrosion par piqûres en cas d'exposition à long terme. C'est pourquoi vous devez définir clairement les limites des conditions d'exploitation avant de choisir ce matériau.
3.3 Équilibre entre force et résistance
Comparé aux aciers inoxydables martensitiques présentant le même niveau de dureté, l'acier 630 conserve une grande résistance aux chocs après un traitement de vieillissement correctement dosé, et il évite les défauts de rupture fragile courants dans les matériaux à haute dureté. De plus, il résiste de manière fiable aux charges alternées et aux chocs, ce qui en fait un excellent choix pour les pièces structurelles mécaniques et les composants d'arbres.
3.4 Excellente stabilité dimensionnelle
Le processus de vieillissement de l'acier inoxydable 630 s'effectue à basse température, ce qui limite au maximum la déformation des pièces lors du traitement thermique. Il en résulte une stabilité dimensionnelle bien supérieure à celle des aciers alliés traditionnels soumis à une trempe à haute température. Pour les pièces de précision soumises à des exigences strictes en matière de précision, les opérateurs peuvent prévoir une faible marge d'usinage afin de compenser les déformations mineures, et ils peuvent ainsi respecter les tolérances requises sans avoir à procéder à d'importantes retouches après le vieillissement.
4. Spécifications relatives au traitement thermique et différences de performances
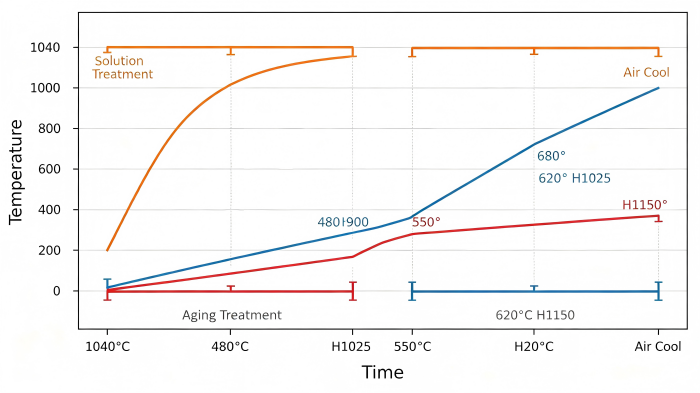
Le traitement thermique permet d'exploiter pleinement le potentiel de performance de l'acier inoxydable 630. Le processus complet se divise en deux étapes principales : le traitement de mise en solution et le traitement de vieillissement. Il est particulièrement important de noter que le choix du programme de vieillissement détermine directement l'ensemble des propriétés mécaniques finales.
4.1 Traitement de la solution (processus préparatoire)
Le procédé standard consiste à maintenir les pièces à une température comprise entre 1 030 et 1 050 °C avant de les refroidir à l'air ou à l'huile. Cette étape permet la dissolution complète des éléments d'alliage dans la matrice métallique et donne naissance à une structure martensitique sursaturée homogène. Dans cet état, le matériau présente une plasticité et une ténacité élevées, ce qui le rend idéal pour les opérations d'usinage. C'est pourquoi les sites de production en série s'approvisionnent généralement en matière première à l'état de traitement de mise en solution.
4.2 Comparaison des systèmes de vieillissement courants
| État lié au vieillissement | Paramètres du processus | Dureté typique | Caractéristiques techniques | Cas d'utilisation |
|---|---|---|---|---|
| H900 (vieillissement maximal) | Maintenir à 480 °C pendant 4 heures, puis laisser refroidir à l'air libre | HRC 40–45 | Résistance et dureté maximales, ténacité relativement faible | Pièces d'usure soumises à de fortes contraintes, tiroirs de soupapes, éléments de fixation |
| H1025 (vieillissement à température moyenne) | Maintenir à 550 °C pendant 4 heures, puis laisser refroidir à l'air libre | HRC 35–40 | Un équilibre parfait entre résistance et ténacité, les meilleures performances globales | Éléments structurels généraux, arbres, composants de transmission mécanique |
| H1150 (vieillissement excessif) | Maintenir à 620 °C pendant 4 heures, puis laisser refroidir à l'air libre | HRC 28–32 | Résistance mécanique réduite, ténacité optimale, stabilité dimensionnelle et résistance à la corrosion sous contrainte | Pièces d'instruments de précision, éléments structurels soumis à des chocs |
Pour la planification des processus de production en série, nous recommandons de suivre un processus en trois étapes : réaliser l'usinage principal à l'état non trempé, atteindre les performances visées grâce à un traitement de vieillissement, puis effectuer un usinage de finition léger afin de corriger les déformations mineures. Cette approche réduit considérablement la difficulté d'usinage et les coûts d'outillage tout en garantissant des performances finales optimales.
5. Usinabilité CNC et points clés du processus

La difficulté d'usinage de l'acier inoxydable 630 varie considérablement en fonction de son état de traitement thermique. Par conséquent, vous devez adapter la planification du processus à l'état du matériau ; sinon, vous risquez de rencontrer des problèmes tels qu'une usure excessive des outils et une qualité de surface insuffisante.
5.1 Caractéristiques d'usinage à l'état de solution
L'acier inoxydable 630 recuit de mise en solution présente une difficulté d'usinage modérée, légèrement supérieure à celle de l'acier inoxydable 304. Les opérateurs peuvent réaliser des opérations classiques — notamment le fraisage, le tournage, le perçage et le taraudage — avec des résultats constants. Ce matériau présentant une viscosité élevée et une forte tendance à l'écrouissage, nous recommandons d'utiliser des outils en carbure cémenté revêtus, d'adopter des vitesses d'avance modérées et d'appliquer une quantité suffisante de liquide de coupe afin d'éviter une mauvaise rupture des copeaux et l'usure de l'outil due à la surchauffe.
5.2 Risques et limites de l'usinage à l'état vieilli
Une fois le pic de vieillissement atteint, la dureté du matériau dépasse HRC 40 et la résistance à l'usinage augmente considérablement. En conséquence, les outils standard en carbure cémenté s'usent 3 à 5 fois plus vite qu'à l'état de solution. De plus, des marques de vibration apparaissent facilement sur la surface usinée. Pour ces raisons, nous recommandons uniquement un usinage de finition à faible surépaisseur et un ébavurage après le vieillissement ; il convient d’éviter de prévoir un enlèvement de matière à forte surépaisseur à ce stade.
5.3 Suggestions pour l'optimisation de l'usinage en série
- Ajuster les dimensions des pièces usinées et les caractéristiques de haute précision à des cotes proches de celles de la pièce finie avant le vieillissement, et prévoir une marge de 0,05 à 0,15 mm pour tenir compte de la déformation due au traitement thermique ;
- Après le vieillissement, ne procéder qu’à un fraisage de finition et à un meulage de finition sur les surfaces soumises à des tolérances strictes, et éviter l’usinage sur toute la surface à l’état trempé ;
- Pour les pièces à parois minces et élancées, optimisez le serrage afin de réduire l'effet combiné des contraintes d'usinage et des déformations dues au traitement thermique ;
- Réaliser, dans la mesure du possible, les opérations d'usinage telles que les alésages profonds et les filetages intérieurs à l'état mou afin d'éviter l'ébréchage de l'outil lors de l'usinage à l'état dur.
6. Comparaison des performances avec les nuances d'acier inoxydable les plus courantes
| Dimension de comparaison | Acier inoxydable 630 (17-4PH) | Acier inoxydable 304 | Acier inoxydable 316 | Acier inoxydable 410 |
|---|---|---|---|---|
| Catégorie de matériaux | Martensitique à durcissement par précipitation | Austénitique | Austénitique | Martensitique classique |
| Résistance à la traction typique | 1 100–1 300 MPa (H900) | Environ 520 MPa | Environ 520 MPa | Environ 700 MPa (trempé et revenu) |
| Niveau de résistance à la corrosion | Modéré (comparable au 304) | Bien | Excellent | Juste |
| Renforcement par traitement thermique | Plage de performances étendue et ajustable | Non pris en charge | Non pris en charge | Prise en charge, plage de réglage limitée |
| Difficulté d'usinage | Modéré à l'état de solution, plus élevé à l'état vieilli | Modéré | Modéré | Plus élevé après trempe et revenu |
| Principaux atouts | Haute résistance mécanique, résistance équilibrée à la corrosion, performances adaptables | Résistance générale à la corrosion, facilité de mise en forme, coût modéré | Forte résistance à la corrosion par piqûres de chlorure | Faible coût, procédure simple |
| Applications typiques | Arbres, vannes, pièces structurelles pour l'aérospatiale | Charpenterie métallique générale, conteneurs, canalisations | Équipements maritimes et chimiques, dispositifs médicaux | Outils de coupe, pièces structurelles simples |
| Niveau de coût | Moyen à élevé | Moyen | Moyen à élevé | Moyen-faible |
7. Avantages, limites et critères de sélection
7.1 Principaux atouts
- Combinaison unique de performances : il offre un équilibre entre une résistance mécanique élevée et une bonne résistance à la corrosion au sein de la famille des aciers inoxydables, et il convient à la plupart des conditions industrielles sans nécessiter de traitement anticorrosion supplémentaire en surface ;
- Grande flexibilité du procédé : vous pouvez ajuster les performances grâce à différents programmes de vieillissement afin de répondre à des exigences allant d’une résistance élevée à l’usure à une ténacité élevée ;
- Idéal pour la fabrication de précision : il entraîne une déformation minimale lors du traitement thermique et offre une grande stabilité dimensionnelle, ce qui en fait un matériau particulièrement adapté à la production en série de pièces de précision présentant un degré de précision de classe IT7 à IT8 ;
- Soudabilité supérieure à celle des aciers inoxydables martensitiques ordinaires ; il est possible de rétablir la résistance de l'assemblage par vieillissement local après soudage.
7.2 Limites d'utilisation
- Résistance à la corrosion limitée dans les environnements fortement corrosifs : ses performances sont inférieures à celles des aciers inoxydables austénitiques fortement alliés, tels que le 316, lorsqu’il est exposé à des ions chlorure à forte concentration, à des acides forts ou à des alcalis forts ;
- Faible aptitude au formage à froid : il offre une plasticité inférieure à celle des aciers inoxydables austénitiques ; il ne convient donc pas aux opérations de formage à froid impliquant de grandes déformations, telles que l'emboutissage profond et le pliage complexe ;
- Des coûts de matière et de transformation plus élevés que ceux des aciers inoxydables à usage général, ce qui entraîne une surcapacité en termes de performances lorsque les applications ne nécessitent pas une résistance élevée.
7.3 Critères de sélection
Cas dans lesquels l'acier inoxydable 630 est le choix privilégié : Premièrement, lorsque les pièces doivent supporter à la fois des charges mécaniques élevées et des environnements modérément corrosifs, et que l'acier inoxydable ordinaire ne présente pas une résistance suffisante. Deuxièmement, lorsqu'un traitement thermique est nécessaire pour ajuster les performances et trouver un équilibre entre la facilité d'usinage et la résistance requise en service. Troisièmement, lors de la fabrication de pièces mécaniques de précision exigeant une grande stabilité dimensionnelle et une résistance élevée à la fatigue.
Cas dans lesquels nous déconseillons l'utilisation de l'acier inoxydable 630 : Premièrement, les environnements soumis à une forte corrosion, où la protection contre la corrosion extrême est primordiale, comme les applications dans les secteurs maritime et chimique. Deuxièmement, les pièces en tôle fine nécessitant un formage à froid avec des déformations importantes. Troisièmement, les structures générales en acier inoxydable pour lesquelles le coût est un facteur déterminant et qui ne nécessitent pas de haute résistance.
8. Foire aux questions
Q1 : Lequel est le meilleur, l'acier inoxydable 630 ou l'acier inoxydable 316 ?
Ces deux aciers ont des applications différentes ; aucun n’est donc universellement supérieur à l’autre. L’acier inoxydable 630 offre une résistance et une dureté nettement supérieures à celles du 316, ce qui le rend plus adapté aux éléments structurels soumis à des charges. En revanche, l’acier inoxydable 316 offre une meilleure résistance à la corrosion — en particulier à la corrosion par piqûres au chlorure — et convient mieux aux environnements fortement corrosifs tels que les usines chimiques et les milieux marins. En définitive, vous devez fonder votre choix sur votre exigence principale : optez pour le 630 si la résistance mécanique est votre priorité absolue, et pour le 316 si la résistance à la corrosion est ce qui compte le plus.
Q2 : L'acier inoxydable 630 peut-il subir un traitement thermique après usinage ?
Tout à fait — en effet, il s’agit de la méthode la plus couramment utilisée dans la production de masse. Les opérateurs effectuent généralement la plupart des opérations d’usinage à l’état de solution, puis procèdent à un traitement thermique de vieillissement afin d’amener la pièce à ses performances cibles. Cette approche réduit considérablement la difficulté d’usinage et l’usure des outils. De plus, le vieillissement n’entraîne qu’une déformation minimale, ce qui permet de garantir la précision dimensionnelle finale en prévoyant une marge d’usinage raisonnable.
Q3 : L'acier inoxydable 630 est-il adapté à l'usinage de précision CNC ?
Oui, mais il faut l'associer à un schéma de processus bien conçu. L'acier inoxydable 630 traité par solution offre systématiquement une précision dimensionnelle de classe IT7 à IT8 lors de l'usinage CNC. Après le vieillissement, nous recommandons uniquement un usinage de finition à faible surépaisseur. Si une pièce doit répondre à des exigences de précision extrêmement strictes, vous pouvez ajouter des opérations secondaires telles que la rectification et le honage après le vieillissement afin de compenser toute déformation mineure.
Q4 : Dans quels cas l'acier inoxydable 630 n'est-il pas le meilleur choix ?
Nous ne le recommandons pas dans trois types de situations principales. Premièrement, les environnements hautement corrosifs présentant des concentrations élevées en ions chlorure, où une utilisation à long terme entraîne souvent une corrosion par piqûres. Deuxièmement, les applications de formage à froid impliquant de grandes déformations, telles que l’emboutissage profond et le pliage complexe, pour lesquelles le matériau ne dispose pas d’une plasticité suffisante. Troisièmement, les pièces à usage général ne nécessitant pas de haute résistance, pour lesquelles l’utilisation du 630 entraînerait un surcoût inutile.
Conclusion
En tant que nuance classique d’acier inoxydable à durcissement par précipitation, l’acier inoxydable 630 comble une lacune évidente du marché : les aciers inoxydables conventionnels manquent de résistance mécanique, tandis que les aciers alliés standard manquent de résistance à la corrosion. C'est pourquoi il est devenu un choix de matériau particulièrement rentable dans les domaines de la mécanique de précision, de l'aérospatiale et des vannes industrielles. Pour tirer pleinement parti de ses avantages, il est indispensable d'adapter le calendrier de vieillissement et le processus de fabrication aux exigences spécifiques de votre application lors de la sélection du matériau et de son usinage.
PartsMastery s'appuie sur de nombreuses années d'expérience dans l'usinage de précision d'aciers inoxydables destinés à des applications techniques haut de gamme, notamment le 630. Nous proposons une gamme complète de services — allant de l'analyse de la fabricabilité (DFM) et de la planification des processus jusqu'à la livraison en série — afin d'aider nos clients à mettre en place une production en série stable et homogène de pièces hautes performances.