









En sectores como la maquinaria de precisión, la industria aeroespacial y las válvulas industriales, los ingenieros se enfrentan a menudo a un dilema habitual a la hora de seleccionar los materiales: los aceros inoxidables austeníticos estándar carecen de la resistencia necesaria para soportar cargas elevadas, mientras que los aceros inoxidables martensíticos convencionales adolecen de una resistencia a la corrosión insuficiente y de una baja tenacidad. Para resolver este dilema de larga data, los ingenieros desarrollaron el acero inoxidable 630 de endurecimiento por precipitación. Gracias a su composición metalúrgica especializada y a sus mecanismos de tratamiento térmico a medida, ofrece una combinación bien equilibrada de resistencia mecánica, resistencia a la corrosión y maquinabilidad.
En esta guía, nos basamos en los años de experiencia en producción en serie y en el mecanizado de precisión de acero inoxidable de alta gama de PartsMastery para analizar los principios de composición, los límites de rendimiento, las especificaciones de tratamiento térmico y las mejores prácticas de mecanizado del acero inoxidable 630. De este modo, dispondrás de una referencia práctica tanto para el diseño de ingeniería como para la adquisición de materiales.
1. Definición básica y grados equivalentes del acero inoxidable 630
El acero inoxidable 630 es un tipo clásico de acero inoxidable martensítico de endurecimiento por precipitación, más conocido en el sector como Acero inoxidable 17-4 PH. Se corresponde directamente con las calidades estándar internacionales EN 1.4542 y UNS S17400, y los ingenieros utilizan estas denominaciones indistintamente en la documentación de adquisición y en las referencias de los planos.
A diferencia de los aceros inoxidables tradicionales, no se basa en la precipitación de carburos para aumentar su resistencia. En su lugar, durante el tratamiento de envejecimiento se forman de manera uniforme en el interior del material fases a escala nanométrica ricas en cobre, que crean obstáculos físicos al movimiento de las dislocaciones. Este enfoque aumenta drásticamente la resistencia sin la pérdida de tenacidad ni de resistencia a la corrosión que conlleva un alto contenido en carbono, razón por la cual destaca como una de las principales categorías de acero inoxidable de ingeniería de alto rendimiento.
2. Composición química y mecanismo de refuerzo del núcleo
Las ventajas en cuanto a prestaciones del acero inoxidable 630 se deben directamente a la composición de su aleación, cuidadosamente calibrada. A continuación se indican los rangos típicos de fracción másica de sus elementos de aleación principales:
- Carbono (C) ≤ 0,07%: Una formulación con bajo contenido en carbono reduce la precipitación de carburos nocivos y mantiene la tenacidad y la resistencia a la corrosión características del material.
- Cromo (Cr) 15,0–17,51 TP3T: el elemento fundamental que forma la película de óxido pasiva y proporciona una protección básica contra la corrosión
- Níquel (Ni) 3,0–5,01 TP3T: Estabiliza la estructura martensítica y mejora la tenacidad a bajas temperaturas y la uniformidad microestructural.
- Cobre (Cu) 3,0–5,0%: Elemento fundamental en el endurecimiento por precipitación. Durante el envejecimiento, forma nanofases de ε-Cu y constituye la principal fuente del aumento de resistencia.
- Niobio (Nb) 0,15–0,45%: Refina el tamaño del grano, frena el crecimiento del grano durante el envejecimiento y ajusta con precisión el equilibrio entre resistencia y tenacidad.
Desde un punto de vista metalúrgico, el proceso de refuerzo sigue dos pasos claros. En primer lugar, el tratamiento de solubilización crea una estructura martensítica sobresaturada en el acero. A continuación, el envejecimiento a baja temperatura desencadena la formación de fases ricas en cobre, dispersas de manera uniforme, lo que permite obtener aumentos controlables de la resistencia. Al mismo tiempo, el efecto de pasivación del cromo conserva la propiedad anticorrosiva fundamental del acero inoxidable, creando una base de rendimiento dual que combina resistencia mecánica y resistencia a la corrosión.
3. Características fundamentales de rendimiento
3.1 Resistencia y dureza ajustables de forma flexible
En su estado de recocido de solución, el acero inoxidable 630 presenta una dureza de aproximadamente HRC 28–32 y ofrece una resistencia a la tracción de entre 750 y 850 MPa. Una vez sometido a un tratamiento de envejecimiento máximo, su dureza aumenta hasta alcanzar valores de HRC 40–45 y su resistencia a la tracción alcanza los 1100–1300 MPa, valores muy superiores a los de los aceros inoxidables austeníticos convencionales, como el 304 y el 316. Por este motivo, los fabricantes lo utilizan directamente como material estructural de soporte de cargas.
3.2 Resistencia a la corrosión de moderada a buena
En entornos ligeramente corrosivos, como el aire libre, el agua dulce y los ácidos débiles, el acero inoxidable 630 ofrece una resistencia a la corrosión equiparable a la del acero inoxidable 304 y supera claramente a los aceros inoxidables martensíticos comunes, como el 410 y el 420. No obstante, en entornos altamente corrosivos con altas concentraciones de iones cloruro, ácidos fuertes o álcalis fuertes, no alcanza el nivel del acero inoxidable 316 y conlleva un riesgo de corrosión por picaduras en caso de exposición prolongada. Por este motivo, es imprescindible definir claramente los límites de las condiciones de funcionamiento antes de seleccionar este material.
3.3 Equilibrio entre fuerza y resistencia
En comparación con los aceros inoxidables martensíticos del mismo nivel de dureza, el 630 sigue conservando una gran tenacidad al impacto tras un tratamiento de envejecimiento realizado en el momento adecuado, y evita los defectos de fractura frágil habituales en los materiales de alta dureza. Además, soporta de forma fiable las cargas alternas y las condiciones de impacto, lo que lo convierte en una excelente opción para piezas estructurales mecánicas y componentes de ejes.
3.4 Excelente estabilidad dimensional
El proceso de envejecimiento del acero inoxidable 630 se lleva a cabo a bajas temperaturas, por lo que provoca una deformación mínima de las piezas durante el tratamiento térmico. Como resultado, ofrece una estabilidad dimensional mucho mayor que la de los aceros aleados tradicionales que se someten a un temple a alta temperatura. En el caso de piezas de precisión con requisitos de exactitud muy estrictos, los operarios pueden dejar un pequeño margen de mecanizado para compensar las deformaciones menores, y pueden cumplir los objetivos de tolerancia sin necesidad de realizar un reacondicionamiento exhaustivo tras el envejecimiento.
4. Especificaciones del tratamiento térmico y diferencias de rendimiento
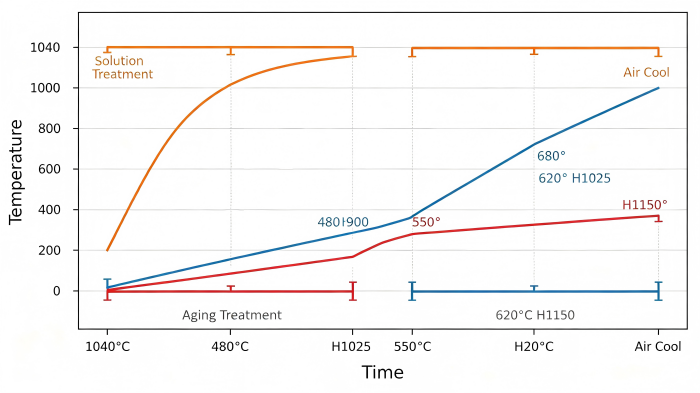
El tratamiento térmico permite aprovechar todo el potencial de rendimiento del acero inoxidable 630. El proceso completo se divide en dos etapas fundamentales: el tratamiento de solubilización y el tratamiento de envejecimiento. Lo más importante es que la elección del programa de envejecimiento determina directamente el conjunto final de propiedades mecánicas.
4.1 Tratamiento de la solución (proceso preparatorio)
El proceso estándar consiste en mantener las piezas a una temperatura de entre 1030 y 1050 °C antes de enfriarlas con aire o aceite. Este paso disuelve por completo los elementos de aleación en la matriz metálica y produce una estructura martensítica supersaturada y uniforme. En este estado, el material ofrece una gran plasticidad y tenacidad, lo que lo hace ideal para operaciones de corte. Por este motivo, las instalaciones de producción en serie suelen adquirir la materia prima en estado de tratamiento de solución.
4.2 Comparación de los sistemas de envejecimiento más habituales
| Condición relacionada con el envejecimiento | Parámetros del proceso | Dureza típica | Características de rendimiento | Casos de uso |
|---|---|---|---|---|
| H900 (Envejecimiento máximo) | Mantener a 480 °C durante 4 horas y, a continuación, dejar enfriar al aire | HRC 40–45 | Máxima resistencia y dureza, tenacidad relativamente menor | Piezas de desgaste sometidas a cargas elevadas, carretes de válvulas, elementos de fijación |
| H1025 (Envejecimiento a temperatura media) | Mantener a 550 °C durante 4 horas y, a continuación, dejar enfriar al aire | HRC 35–40 | Equilibrio entre resistencia y dureza; el mejor rendimiento global | Piezas estructurales generales, ejes y componentes de transmisión mecánica |
| H1150 (Envejecimiento excesivo) | Mantener a 620 °C durante 4 horas y, a continuación, dejar enfriar al aire | HRC 28-32 | Resistencia mecánica reducida, tenacidad óptima, estabilidad dimensional y resistencia a la corrosión bajo tensión | Piezas de instrumentos de precisión, componentes estructurales sometidos a cargas de impacto |
Para la planificación de procesos de producción en serie, recomendamos seguir un flujo de trabajo de tres pasos: realizar el mecanizado principal en estado de solución, alcanzar el rendimiento deseado mediante un tratamiento de envejecimiento y, a continuación, llevar a cabo un mecanizado de acabado ligero para corregir las deformaciones menores. Este enfoque reduce drásticamente la dificultad del mecanizado y los costes de utillaje, al tiempo que garantiza el rendimiento final completo.
5. Machinabilidad CNC y puntos clave del proceso

La dificultad de mecanizado del acero inoxidable 630 varía considerablemente en función de su estado de tratamiento térmico. Por lo tanto, es imprescindible adaptar la planificación del proceso al estado del material; de lo contrario, es probable que surjan problemas como un desgaste excesivo de las herramientas y una calidad superficial deficiente.
5.1 Características de mecanizado en estado de solución
El acero inoxidable 630 recocido en solución presenta una dificultad de mecanizado moderada, ligeramente superior a la del acero inoxidable 304. Los operarios pueden realizar operaciones convencionales —como fresado, torneado, taladrado y roscado— con resultados uniformes. Dado que el material presenta una alta viscosidad y una fuerte tendencia al endurecimiento por deformación, recomendamos utilizar herramientas de metal duro recubiertas, aplicar velocidades de avance moderadas y utilizar una cantidad generosa de líquido de corte para evitar una mala ruptura de virutas y el desgaste de la herramienta por sobrecalentamiento.
5.2 Riesgos y limitaciones del mecanizado en estado envejecido
Tras alcanzar el punto máximo de envejecimiento, la dureza del material supera los 40 HRC y la resistencia al corte aumenta considerablemente. Como consecuencia, las herramientas estándar de carburo cementado se desgastan entre 3 y 5 veces más rápido que en el estado de solución. Además, se forman fácilmente marcas de vibración en la superficie mecanizada. Por estas razones, solo recomendamos el mecanizado de acabado con un margen reducido y el desbarbado tras el envejecimiento, y se debe evitar programar operaciones de arranque de material con un margen amplio en esta fase.
5.3 Sugerencias para la optimización del mecanizado en la producción en serie
- Ajustar las dimensiones de la llave de la máquina y las características de alta precisión a un tamaño casi definitivo antes del envejecimiento, y dejar un margen de 0,05–0,15 mm para la deformación debida al tratamiento térmico;
- Tras el envejecimiento, aplique el fresado y el rectificado de acabado únicamente a las superficies con requisitos de tolerancia estrictos, y evite el mecanizado de toda la superficie en estado endurecido;
- En el caso de piezas de paredes delgadas y esbeltas, optimice la configuración de sujeción de la pieza para reducir el efecto combinado de las tensiones de mecanizado y la deformación debida al tratamiento térmico;
- Realizar operaciones de mecanizado como la perforación de agujeros profundos y la roscado interno en estado blando siempre que sea posible, para evitar que la herramienta se astille durante el mecanizado en estado duro.
6. Comparación de prestaciones con los grados de acero inoxidable más habituales
| Dimensión de comparación | Acero inoxidable 630 (17-4PH) | Acero inoxidable 304 | Acero inoxidable 316 | Acero inoxidable 410 |
|---|---|---|---|---|
| Categoría de material | Martensítico de endurecimiento por precipitación | Austenítico | Austenítico | Martensítico convencional |
| Resistencia a la tracción típica | 1100–1300 MPa (H900) | Aprox. 520 MPa | Aprox. 520 MPa | Aprox. 700 MPa (templado y revenido) |
| Nivel de resistencia a la corrosión | Moderado (comparable al 304) | Bien | Excelente | Feria |
| Fortalecimiento mediante tratamiento térmico | Amplio rango de rendimiento compatible y ajustable | No compatible | No compatible | Compatible, rango de ajuste limitado |
| Dificultad de mecanizado | Moderado en estado de solución; más elevado en estado de envejecimiento | Moderado | Moderado | Mayor después del temple y el revenido |
| Ventajas principales | Alta resistencia, resistencia equilibrada a la corrosión, rendimiento ajustable | Resistencia general a la corrosión, fácil conformabilidad, coste moderado | Gran resistencia a la corrosión por picaduras de cloruro | Bajo coste, proceso sencillo |
| Aplicaciones típicas | Ejes, válvulas, piezas estructurales para la industria aeroespacial | Chapa metálica en general, contenedores, tuberías | Equipos marítimos y químicos, productos sanitarios | Herramientas de corte, piezas estructurales sencillas |
| Nivel de costes | Medio-alto | Medio | Medio-alto | Medio-bajo |
7. Ventajas, limitaciones y criterios de selección
7.1 Ventajas principales
- Combinación única de prestaciones: ofrece un equilibrio entre una elevada resistencia mecánica y una gran resistencia a la corrosión dentro de la familia del acero inoxidable, y es apto para la mayoría de las condiciones industriales sin necesidad de un tratamiento anticorrosivo adicional de la superficie;
- Gran flexibilidad del proceso: se puede ajustar el rendimiento mediante diferentes programas de envejecimiento para adaptarse a requisitos que van desde una alta resistencia al desgaste hasta una elevada tenacidad;
- Ideal para la fabricación de precisión: produce una deformación mínima durante el tratamiento térmico y ofrece una gran estabilidad dimensional, por lo que resulta muy adecuado para la producción en serie de piezas de precisión con un grado de exactitud de IT7 a IT8;
- Soldabilidad superior en comparación con los aceros inoxidables martensíticos comunes; es posible recuperar la resistencia de la unión mediante un envejecimiento local tras la soldadura.
7.2 Limitaciones de la aplicación
- Resistencia limitada a la corrosión en entornos altamente corrosivos: su rendimiento es inferior al de los aceros inoxidables austeníticos de alta aleación, como el 316, cuando se expone a iones de cloruro en altas concentraciones, ácidos fuertes o álcalis fuertes;
- Baja conformabilidad en frío: ofrece menos plasticidad que los aceros inoxidables austeníticos, por lo que no es adecuado para operaciones de conformado en frío con grandes deformaciones, como el embutido profundo y el plegado complejo;
- Los costes de material y procesamiento son más elevados en comparación con los aceros inoxidables de uso general, lo que da lugar a un exceso de prestaciones cuando las aplicaciones no requieren una alta resistencia.
7.3 Criterios de selección
Situaciones en las que el acero inoxidable 630 es la opción preferida: En primer lugar, cuando las piezas deben soportar tanto cargas mecánicas elevadas como entornos moderadamente corrosivos, y el acero inoxidable común no ofrece la resistencia suficiente. En segundo lugar, cuando se necesita un tratamiento térmico para ajustar el rendimiento y equilibrar la facilidad de mecanizado con la resistencia final en condiciones de servicio. En tercer lugar, cuando se fabrican piezas mecánicas de precisión que exigen una gran estabilidad dimensional y resistencia a la fatiga.
Casos en los que no recomendamos el acero inoxidable 630: En primer lugar, entornos con corrosión intensa en los que prima la protección contra la corrosión extrema, como las aplicaciones en la industria naval y química. En segundo lugar, piezas de chapa fina que requieren un conformado en frío con grandes deformaciones. En tercer lugar, estructuras generales de acero inoxidable en las que el coste es un factor determinante y que no presentan requisitos de alta resistencia.
8. Preguntas frecuentes
Pregunta 1: ¿Cuál es mejor, el acero inoxidable 630 o el acero inoxidable 316?
Ambos tienen fines distintos, por lo que ninguno es mejor en todos los casos. El acero inoxidable 630 ofrece una resistencia y una dureza notablemente superiores a las del 316, por lo que resulta más adecuado para piezas estructurales que soportan cargas. Por otro lado, el acero inoxidable 316 ofrece una mayor resistencia a la corrosión —especialmente a la corrosión por picaduras de cloruro— y se adapta mejor a entornos con alta corrosión, como plantas químicas y entornos marinos. En definitiva, debes basar tu elección en tu necesidad principal: opta por el 630 si la resistencia es tu máxima prioridad, y por el 316 si lo que más te importa es la resistencia a la corrosión.
Pregunta 2: ¿Se puede someter el acero inoxidable 630 a un tratamiento térmico tras su mecanizado?
Por supuesto; de hecho, esta es la vía de proceso más habitual en la producción en serie. Los operarios suelen realizar la mayor parte de las operaciones de corte en estado de solución y, a continuación, aplican un tratamiento térmico de envejecimiento para que la pieza alcance el rendimiento deseado. Este enfoque reduce drásticamente la dificultad del mecanizado y el desgaste de las herramientas. Además, el envejecimiento provoca una deformación mínima, por lo que se puede garantizar la precisión dimensional final reservando un margen de mecanizado razonable.
Pregunta 3: ¿Es el acero inoxidable 630 adecuado para el mecanizado de precisión con CNC?
Sí, pero hay que combinarlo con un esquema de proceso bien diseñado. El acero inoxidable 630 tratado en solución ofrece de forma constante una precisión dimensional de IT7–IT8 en el mecanizado CNC. Tras el envejecimiento, solo recomendamos un mecanizado de acabado con un margen reducido. Si una pieza tiene requisitos de precisión extremadamente estrictos, se pueden añadir procesos secundarios, como el rectificado y el bruñido, tras el envejecimiento para compensar cualquier deformación menor.
Pregunta 4: ¿En qué situaciones el acero inoxidable 630 no es la mejor opción?
No lo recomendamos para tres tipos principales de aplicaciones. En primer lugar, entornos altamente corrosivos con altas concentraciones de iones de cloruro, en los que el uso a largo plazo suele provocar corrosión por picaduras. En segundo lugar, aplicaciones de conformado en frío con grandes deformaciones, como el embutido profundo y el plegado complejo, en las que el material carece de la plasticidad suficiente. En tercer lugar, piezas de uso general que no requieran una alta resistencia, en las que el uso del 630 supondría un coste innecesario.
Conclusión
Como grado clásico de acero inoxidable de endurecimiento por precipitación, el acero inoxidable 630 cubre un claro vacío en el mercado: los aceros inoxidables convencionales carecen de resistencia mecánica, mientras que los aceros aleados estándar carecen de resistencia a la corrosión. Por este motivo, se ha convertido en una de las opciones de material más rentables para aplicaciones en maquinaria de precisión, el sector aeroespacial y válvulas industriales. Para aprovechar al máximo sus ventajas, es necesario adaptar el programa de envejecimiento y la ruta de proceso a los requisitos específicos de la aplicación durante la selección del material y el mecanizado.
PartsMastery cuenta con años de experiencia en mecanizado de precisión con aceros inoxidables de alta gama para ingeniería, incluido el 630. Ofrecemos servicios integrales —desde el análisis de fabricabilidad (DFM) y la planificación de procesos hasta la entrega en producción en serie— para ayudar a los clientes a lograr una producción en serie estable y constante de piezas de alto rendimiento.