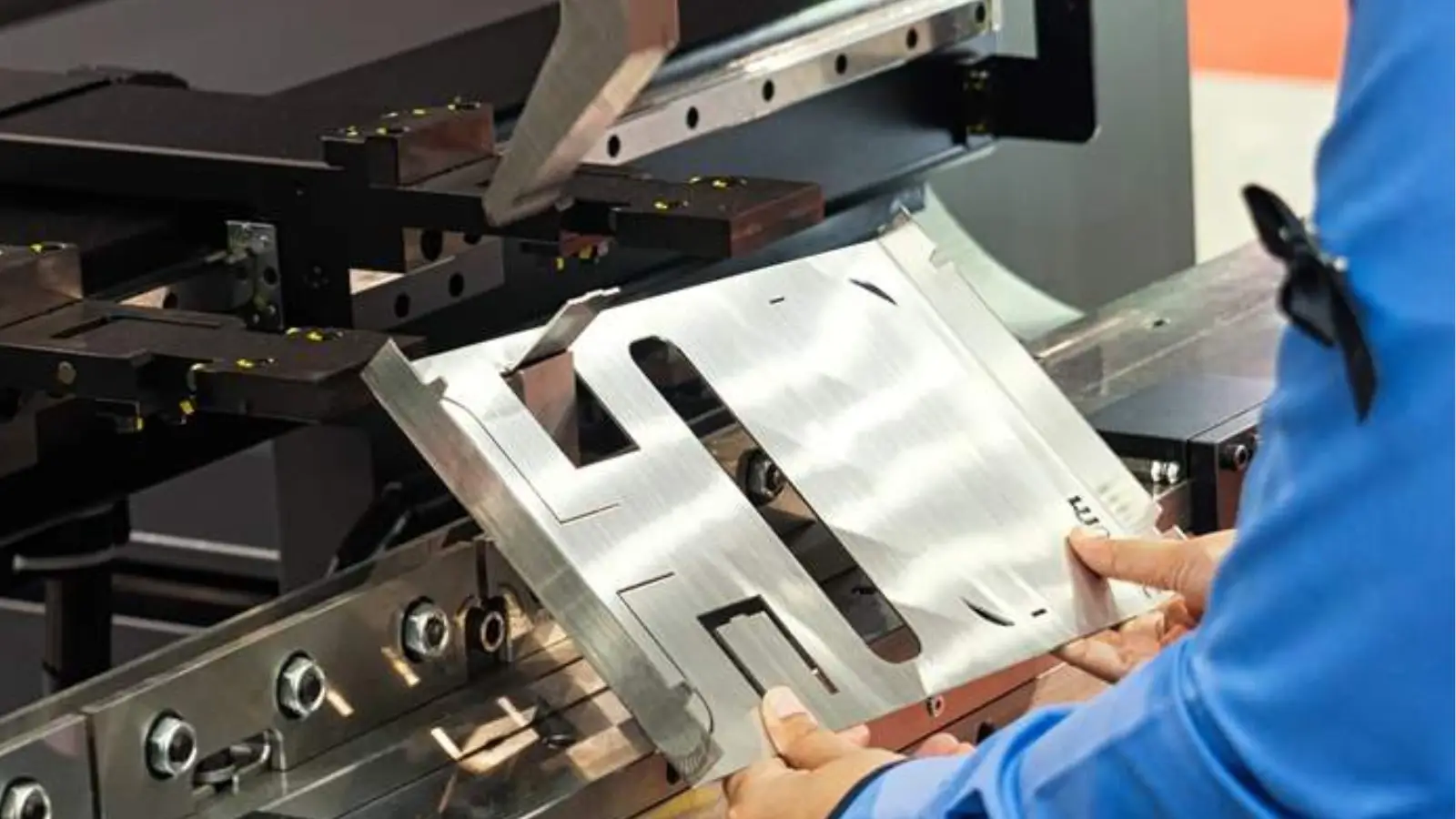
Die Toleranz von Biegeteilen bezieht sich auf die zulässige Abweichung von den vorgegebenen Maßen, die während des Biegevorgangs auftreten kann. Diese Toleranzen sind von entscheidender Bedeutung, um sicherzustellen, dass die Teile ordnungsgemäß in die vorgesehene Baugruppe passen und ihre Funktion wie erwartet erfüllen.
Beim Standard-Blechbiegen liegen die Toleranzen normalerweise zwischen ±0,1 mm und ±0,5 mm. Die spezifischen Toleranzen können jedoch je nach Art des Metalls, der Blechdicke und der Komplexität der Teilekonstruktion variieren. Dünnere Metalle können aufgrund ihrer größeren Flexibilität und Anfälligkeit für Rückfederung - ein Phänomen, bei dem das Metall versucht, nach dem Biegen in seine ursprüngliche Form zurückzukehren - eine größere Variabilität aufweisen.
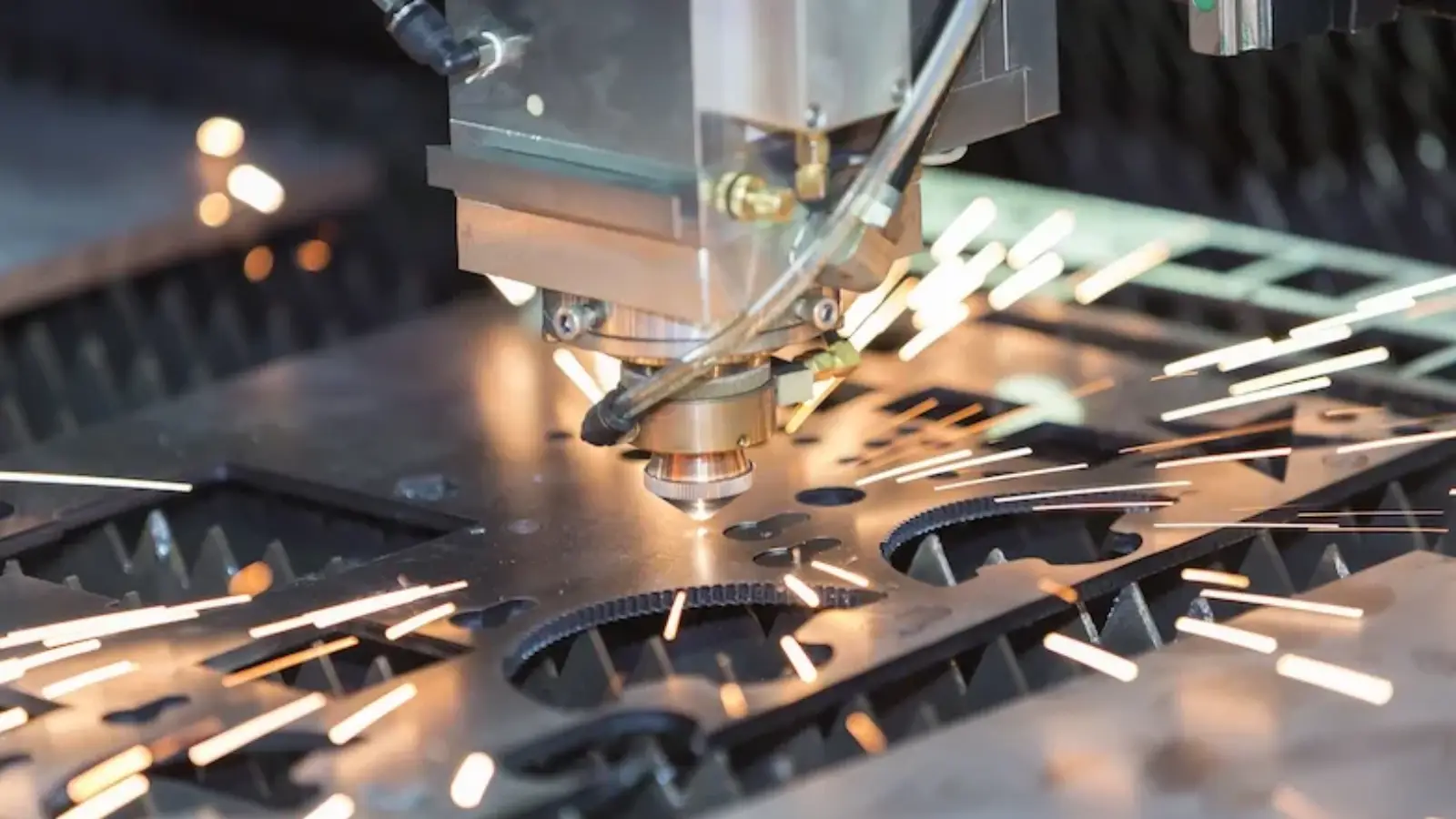
Moderne CNC-Biegemaschinen können sehr genaue Toleranzen erreichen, indem sie den Winkel und die Position der Biegung präzise steuern. Bei kritischen Anwendungen, die eine extrem hohe Präzision erfordern, wie z. B. in der Luft- und Raumfahrt oder bei medizinischen Geräten, können die Toleranzen sogar noch enger sein und liegen oft im Bereich von ±0,01 mm bis ±0,1 mm.
PartsMastery wählt das Biegeverfahren und die Werkzeuge sorgfältig aus, um die für die jeweilige Anwendung erforderlichen Toleranzen einzuhalten und so eine optimale Leistung und Passgenauigkeit der gebogenen Teile zu gewährleisten.