









In Bereichen wie dem Präzisionsmaschinenbau, der Luft- und Raumfahrt sowie bei Industriearmaturen stehen Ingenieure häufig vor einem bekannten Dilemma bei der Werkstoffauswahl: Standardmäßige austenitische Edelstähle verfügen nicht über die erforderliche Festigkeit, um hohen Belastungen standzuhalten, während herkömmliche martensitische Edelstähle unter unzureichender Korrosionsbeständigkeit und geringer Zähigkeit leiden. Um diesen seit langem bestehenden Zielkonflikt zu lösen, entwickelten Ingenieure den ausscheidungsgehärteten Edelstahl 630. Mit seiner speziellen metallurgischen Zusammensetzung und den maßgeschneiderten Wärmebehandlungsverfahren bietet er eine ausgewogene Kombination aus Festigkeit, Korrosionsbeständigkeit und Zerspanbarkeit.
In diesem Leitfaden stützen wir uns auf die langjährige Erfahrung von PartsMastery in der Serienfertigung im Bereich der Präzisionsbearbeitung von hochwertigem Edelstahl, um die Zusammensetzung, die Leistungsgrenzen, die Wärmebehandlungsspezifikationen und die bewährten Verfahren zur Bearbeitung von Edelstahl 630 detailliert zu erläutern. Damit erhalten Sie eine praxisorientierte Referenz sowohl für die technische Konstruktion als auch für die Materialbeschaffung.
1. Grundlegende Definition und gleichwertige Güteklassen von Edelstahl 630
Edelstahl 630 ist eine klassische Sorte des martensitischen ausscheidungsgehärteten Edelstahls, der in der Branche besser bekannt ist als Edelstahl 17-4 PH. Es entspricht direkt den internationalen Standardgüten EN 1.4542 und UNS S17400, und Ingenieure verwenden diese Bezeichnungen in Beschaffungsunterlagen und Zeichnungsangaben synonym.
Im Gegensatz zu herkömmlichen Edelstählen beruht seine Festigkeitssteigerung nicht auf der Karbidausscheidung. Stattdessen bilden sich während der Alterungsbehandlung im Materialinneren gleichmäßig nanoskalige, kupferreiche Phasen, die physikalische Hindernisse für die Versetzungsbewegung schaffen. Dieser Ansatz steigert die Festigkeit erheblich, ohne dass es zu dem bei hohem Kohlenstoffgehalt üblichen Verlust an Zähigkeit oder Korrosionsbeständigkeit kommt. Deshalb sticht er als führende Kategorie von hochleistungsfähigen technischen Edelstählen hervor.
2. Chemische Zusammensetzung und Mechanismus der Kernverstärkung
Die Leistungsvorteile von Edelstahl 630 ergeben sich direkt aus seiner sorgfältig abgestimmten Legierungszusammensetzung. Nachstehend sind die typischen Massenanteilsbereiche für die wichtigsten Legierungselemente aufgeführt:
- Kohlenstoff (C) ≤ 0,07%: Eine kohlenstoffarme Zusammensetzung verringert die Ausfällung schädlicher Karbide und bewahrt die Grundzähigkeit sowie die Korrosionsbeständigkeit des Werkstoffs.
- Chrom (Cr) 15,0–17,51 TP3T: Das Kernelement, das den passiven Oxidfilm aufbaut und den grundlegenden Korrosionsschutz gewährleistet
- Nickel (Ni) 3,0–5,0%: Stabilisiert die martensitische Struktur und verbessert die Zähigkeit bei niedrigen Temperaturen sowie die Gleichmäßigkeit der Mikrostruktur
- Kupfer (Cu) 3,0–5,0%: Das für die Ausscheidungshärtung ausschlaggebende Element. Es bildet während der Alterung ε-Cu-Nanophasen und ist die Hauptursache für die Festigkeitssteigerung.
- Niob (Nb) 0,15–0,45%: Verfeinert die Korngröße, hemmt das Kornwachstum während der Alterung und sorgt für eine optimale Balance zwischen Festigkeit und Zähigkeit
Aus metallurgischer Sicht erfolgt der Verfestigungsprozess in zwei klar abgegrenzten Schritten. Zunächst entsteht durch die Lösungsglühung eine übersättigte martensitische Struktur im Stahl. Anschließend löst die Niedertemperaturalterung die Bildung gleichmäßig verteilter kupferreicher Phasen aus, wodurch kontrollierbare Festigkeitssteigerungen erzielt werden. Gleichzeitig bewahrt die Passivierungswirkung des Chroms die zentrale Korrosionsbeständigkeit von Edelstahl und schafft so eine doppelte Leistungsgrundlage aus Festigkeit und Korrosionsbeständigkeit.
3. Wesentliche Leistungsmerkmale
3.1 Flexibel einstellbare Festigkeit und Härte
Im lösungsgeglühten Zustand weist der Edelstahl 630 eine Härte von etwa HRC 28–32 auf und erreicht eine Zugfestigkeit von rund 750–850 MPa. Nach einer Spitzenalterungsbehandlung steigt seine Härte auf HRC 40–45 und seine Zugfestigkeit erreicht 1100–1300 MPa – Werte, die weit über denen herkömmlicher austenitischer Edelstähle wie 304 und 316 liegen. Aus diesem Grund wird er von Herstellern direkt als tragender Konstruktionswerkstoff eingesetzt.
3.2 Mäßige bis gute Korrosionsbeständigkeit
In leicht korrosiven Umgebungen wie im Freien, in Süßwasser und in schwachen Säuren bietet der Edelstahl 630 eine Korrosionsbeständigkeit, die der des Edelstahls 304 in nichts nachsteht, und übertrifft gewöhnliche martensitische Edelstähle wie 410 und 420 deutlich. In stark korrosiven Umgebungen mit hohen Chloridionenkonzentrationen, starken Säuren oder starken Laugen bleibt er jedoch hinter dem Edelstahl 316 zurück und birgt bei langfristiger Einwirkung das Risiko von Lochfraßkorrosion. Aus diesem Grund müssen Sie vor der Auswahl dieses Werkstoffs die Grenzen der Betriebsbedingungen klar definieren.
3.3 Ausgewogenes Verhältnis von Stärke und Zähigkeit
Im Vergleich zu martensitischen Edelstählen mit gleicher Härte behält 630 nach einer zeitlich richtig abgestimmten Alterungsbehandlung weiterhin eine hohe Schlagzähigkeit bei und vermeidet die bei hochharten Werkstoffen häufig auftretenden Sprödbruchfehler. Darüber hinaus bewältigt es Wechselbeanspruchungen und Stoßbelastungen zuverlässig, was es zu einem hervorragenden Kandidaten für mechanische Strukturteile und Wellenkomponenten macht.
3.4 Hervorragende Dimensionsstabilität
Der Alterungsprozess von Edelstahl 630 findet bei niedrigen Temperaturen statt, sodass es während der Wärmebehandlung nur zu minimalen Verformungen der Bauteile kommt. Dadurch bietet er eine weitaus bessere Maßhaltigkeit als herkömmliche legierte Stähle, die einer Hochtemperatur-Härtung unterzogen werden. Bei Präzisionsteilen mit engen Genauigkeitsanforderungen können Zerspaner eine geringe Bearbeitungszugabe einplanen, um geringfügige Verformungen auszugleichen, und so die Toleranzvorgaben ohne umfangreichen Nacharbeitungsaufwand nach der Alterung einhalten.
4. Spezifikationen zur Wärmebehandlung und Leistungsunterschiede
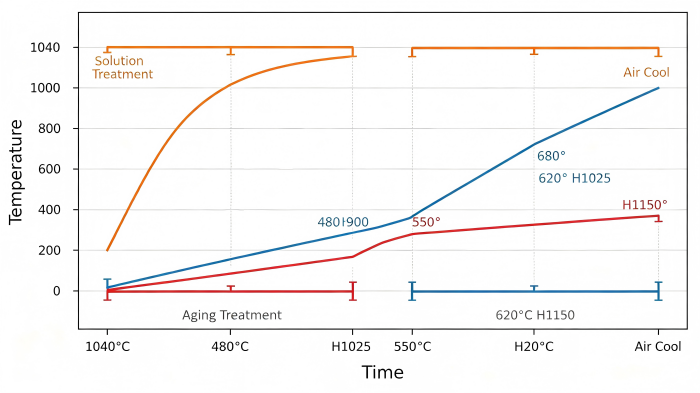
Durch die Wärmebehandlung wird das volle Leistungspotenzial von Edelstahl 630 ausgeschöpft. Der gesamte Arbeitsablauf gliedert sich in zwei Kernschritte: die Lösungsglühung und die Alterungsbehandlung. Vor allem die Wahl des Alterungsprogramms bestimmt maßgeblich die endgültigen mechanischen Eigenschaften.
4.1 Lösungsbehandlung (Vorbehandlung)
Beim Standardverfahren werden die Werkstücke vor der Luft- oder Ölkühlung auf 1030–1050 °C gehalten. Durch diesen Schritt lösen sich die Legierungselemente vollständig in der Metallmatrix auf, wodurch eine gleichmäßige, übersättigte martensitische Struktur entsteht. In diesem Zustand weist das Material eine hohe Plastizität und Zähigkeit auf, wodurch es sich ideal für Zerspanungsvorgänge eignet. Aus diesem Grund beziehen Massenproduktionsbetriebe den Rohstoff in der Regel im lösungsgeglühten Zustand.
4.2 Vergleich gängiger Alterungssysteme
| Altersbedingter Zustand | Prozessparameter | Typische Härte | Leistungsmerkmale | Anwendungsszenarien |
|---|---|---|---|---|
| H900 (Spitzenalterung) | 4 Stunden lang bei 480 °C halten, anschließend an der Luft abkühlen lassen | HRC 40–45 | Höchste Festigkeit und Härte, relativ geringere Zähigkeit | Hochbelastete Verschleißteile, Ventilschieber, Befestigungselemente |
| H1025 (Alterung bei mittlerer Temperatur) | 4 Stunden lang bei 550 °C halten, anschließend an der Luft abkühlen lassen | HRC 35–40 | Ausgewogenes Verhältnis von Festigkeit und Zähigkeit, beste Gesamtleistung | Allgemeine Bauteile, Wellen, mechanische Getriebekomponenten |
| H1150 (Überalterung) | 4 Stunden lang bei 620 °C halten, anschließend an der Luft abkühlen lassen | HRC 28–32 | Geringere Festigkeit, optimale Zähigkeit, Formstabilität und Beständigkeit gegen Spannungskorrosion | Präzisionsinstrumententeile, schlagbeanspruchte Bauteile |
Für die Prozessplanung in der Serienfertigung empfehlen wir einen dreistufigen Arbeitsablauf: Führen Sie die Hauptbearbeitung im Lösungszustand durch, erreichen Sie die Sollleistung durch eine Alterungsbehandlung und führen Sie anschließend eine leichte Schlichtbearbeitung durch, um geringfügige Verformungen zu korrigieren. Dieser Ansatz senkt den Bearbeitungsaufwand und die Werkzeugkosten erheblich und gewährleistet dennoch die volle Endleistung.
5. CNC-Bearbeitbarkeit und wichtige Prozessschritte

Die Bearbeitbarkeit von Edelstahl 630 hängt stark vom jeweiligen Wärmebehandlungszustand ab. Daher müssen Sie die Prozessplanung an den Materialzustand anpassen; andernfalls ist mit Problemen wie übermäßigem Werkzeugverschleiß und mangelnder Oberflächenqualität zu rechnen.
5.1 Zerspanungseigenschaften im lösungsgeglühten Zustand
Lösungsgeglühter Edelstahl 630 weist einen mittleren Bearbeitungsaufwand auf, der etwas höher ist als bei Edelstahl 304. Zerspaner können herkömmliche Bearbeitungsvorgänge – darunter Fräsen, Drehen, Bohren und Gewindeschneiden – mit gleichbleibenden Ergebnissen durchführen. Da das Material eine hohe Viskosität und eine starke Kaltverfestigungsneigung aufweist, empfehlen wir die Verwendung von beschichteten Hartmetallwerkzeugen, moderate Vorschubgeschwindigkeiten sowie die Verwendung reichlich Schneidflüssigkeit, um eine schlechte Spanabfuhr und überhitzungsbedingten Werkzeugverschleiß zu vermeiden.
5.2 Risiken und Einschränkungen bei der Bearbeitung im gealterten Zustand
Nach Erreichen des Alterungshöchstwerts steigt die Materialhärte über HRC 40 und der Schnittwiderstand nimmt erheblich zu. Infolgedessen verschleißen Standard-Hartmetallwerkzeuge drei- bis fünfmal schneller als im Lösungszustand. Zudem bilden sich auf der bearbeiteten Oberfläche leicht Vibrationsspuren. Aus diesen Gründen empfehlen wir nach der Alterung nur eine Schlichtbearbeitung mit geringem Zugabe und das Entgraten; eine Materialabtragung mit großem Zugabe sollten Sie in dieser Phase vermeiden.
5.3 Vorschläge zur Optimierung der Bearbeitung in der Serienfertigung
- Die Abmessungen der Maschinenschlüssel und hochpräzise Merkmale sind vor der Alterung auf nahezu Endmaß zu bearbeiten, wobei eine Toleranz von 0,05–0,15 mm für Verformungen durch die Wärmebehandlung einzuplanen ist;
- Führen Sie nach der Aushärtung nur bei Oberflächen mit engen Toleranzanforderungen eine Schlichtfräsung und Schlichtschleifung durch und vermeiden Sie eine vollflächige Bearbeitung im gehärteten Zustand;
- Bei dünnwandigen und schlanken Bauteilen sollte die Spannvorrichtung so optimiert werden, dass die kombinierten Auswirkungen von Bearbeitungsspannungen und Verformungen durch die Wärmebehandlung reduziert werden;
- Bearbeitungsmerkmale wie tiefe Bohrungen und Innengewinde sollten nach Möglichkeit im weichen Zustand bearbeitet werden, um ein Ausbrechen des Werkzeugs bei der Bearbeitung im harten Zustand zu vermeiden.
6. Leistungsvergleich mit gängigen Edelstahlsorten
| Vergleichsdimension | Edelstahl 630 (17-4PH) | Edelstahl 304 | Edelstahl 316 | Edelstahl 410 |
|---|---|---|---|---|
| Materialkategorie | Austauschhärtender martensitischer | Austenitisch | Austenitisch | Herkömmlicher martensitischer |
| Typische Zugfestigkeit | 1100–1300 MPa (H900) | ca. 520 MPa | ca. 520 MPa | ca. 700 MPa (vergütet) |
| Korrosionsbeständigkeitsstufe | Mäßig (vergleichbar mit 304) | Gut | Ausgezeichnet | Messe |
| Festigkeitssteigerung durch Wärmebehandlung | Unterstützter, breit einstellbarer Leistungsbereich | Wird nicht unterstützt | Wird nicht unterstützt | Unterstützt, begrenzter Einstellbereich |
| Bearbeitungsschwierigkeiten | Im löslichen Zustand mäßig, im gealterten Zustand stärker | Mäßig | Mäßig | Höher nach Abschrecken und Anlassen |
| Kernvorteile | Hohe Festigkeit, ausgewogene Korrosionsbeständigkeit, anpassbare Leistungsfähigkeit | Allgemeine Korrosionsbeständigkeit, gute Verformbarkeit, moderate Kosten | Hohe Beständigkeit gegen Chlorid-Lochfraß | Kostengünstig, einfacher Prozess |
| Typische Anwendungen | Wellen, Ventile, Strukturbauteile für die Luft- und Raumfahrt | Allgemeine Blechbearbeitung, Behälter, Rohrleitungen | Schiffs- und chemische Ausrüstung, medizinische Geräte | Schneidwerkzeuge, einfache Bauteile |
| Kostenebene | Mittel bis hoch | Mittel | Mittel bis hoch | Mittel-niedrig |
7. Vorteile, Einschränkungen und Auswahlkriterien
7.1 Wesentliche Vorteile
- Einzigartige Leistungskombination: Diese Sorte vereint hohe Festigkeit und Korrosionsbeständigkeit innerhalb der Edelstahlfamilie und eignet sich für die meisten industriellen Einsatzbedingungen, ohne dass eine zusätzliche Korrosionsschutzbehandlung der Oberfläche erforderlich ist;
- Hohe Prozessflexibilität: Sie können die Leistungsmerkmale durch unterschiedliche Alterungsprogramme so anpassen, dass sie den Anforderungen entsprechen – von hoher Verschleißfestigkeit bis hin zu hoher Zähigkeit;
- Ideal für die Präzisionsfertigung: Es verursacht nur minimale Verformungen bei der Wärmebehandlung und bietet eine hohe Maßhaltigkeit, sodass es sich gut für die Serienfertigung von Präzisionsteilen mit einer Genauigkeitsklasse von IT7–IT8 eignet;
- Bessere Schweißbarkeit im Vergleich zu gewöhnlichen martensitischen Edelstählen; die Festigkeit der Verbindung lässt sich nach dem Schweißen durch lokales Auslagern wiederherstellen.
7.2 Anwendungsbeschränkungen
- Begrenzte Korrosionsbeständigkeit in Umgebungen mit starker Korrosion: Bei Kontakt mit hochkonzentrierten Chloridionen, starken Säuren oder starken Laugen schneidet dieser Werkstoff schlechter ab als hochlegierte austenitische Edelstähle wie 316;
- Geringe Kaltumformbarkeit: Er weist eine geringere Plastizität auf als austenitische Edelstähle und eignet sich daher nicht für Kaltumformungen mit großen Verformungen wie Tiefziehen und komplexes Biegen;
- Höhere Material- und Verarbeitungskosten im Vergleich zu Allzweck-Edelstählen, was zu einer Leistungsredundanz führt, wenn die Anwendungen keine hohe Festigkeit erfordern.
7.3 Auswahlkriterien
Anwendungsfälle, in denen Edelstahl 630 die bevorzugte Wahl ist: Erstens, wenn Bauteile sowohl hohen mechanischen Belastungen als auch mäßig korrosiven Umgebungen standhalten müssen und gewöhnlicher Edelstahl nicht über ausreichende Festigkeit verfügt. Zweitens, wenn eine Wärmebehandlung erforderlich ist, um die Eigenschaften anzupassen und einen Ausgleich zwischen Bearbeitbarkeit und der endgültigen Festigkeit im Einsatz herzustellen. Drittens, bei der Fertigung präziser mechanischer Bauteile, die eine hohe Maßhaltigkeit und Ermüdungsfestigkeit erfordern.
Fälle, in denen wir den Einsatz von Edelstahl 630 nicht empfehlen: Erstens: Umgebungen mit starker Korrosion, in denen ein extremer Korrosionsschutz im Vordergrund steht, wie beispielsweise Anwendungen in der Schifffahrt und der chemischen Industrie. Zweitens: Dünnblechteile, die eine Kaltumformung mit großer Verformung erfordern. Drittens: Allgemeine Edelstahlkonstruktionen, bei denen es auf die Kosten ankommt und keine hohen Anforderungen an die Festigkeit gestellt werden.
8. Häufig gestellte Fragen
Frage 1: Was ist besser: Edelstahl 630 oder Edelstahl 316?
Beide dienen unterschiedlichen Zwecken, daher ist keiner der beiden allgemein besser. Edelstahl 630 weist eine deutlich höhere Festigkeit und Härte auf als 316 und eignet sich daher besser für tragende Bauteile. Demgegenüber bietet Edelstahl 316 eine höhere Korrosionsbeständigkeit – insbesondere gegen Chlorid-Lochfraß – und eignet sich besser für stark korrosive Umgebungen wie Chemiewerke und den maritimen Bereich. Letztendlich sollten Sie Ihre Wahl an Ihren Kernanforderungen ausrichten: Entscheiden Sie sich für 630, wenn Festigkeit oberste Priorität hat, und für 316, wenn Korrosionsbeständigkeit am wichtigsten ist.
Frage 2: Kann Edelstahl 630 nach der Bearbeitung wärmebehandelt werden?
Auf jeden Fall – tatsächlich ist dies der gängigste Verfahrensweg in der Massenproduktion. Maschinisten führen die meisten Zerspanungsvorgänge in der Regel im lösungsgeglühten Zustand durch und führen anschließend eine Alterungswärmebehandlung durch, um das Bauteil auf seine Sollleistung zu bringen. Dieser Ansatz reduziert den Bearbeitungsaufwand und den Werkzeugverschleiß erheblich. Darüber hinaus verursacht die Alterung nur minimale Verformungen, sodass Sie die endgültige Maßgenauigkeit gewährleisten können, indem Sie ein angemessenes Bearbeitungsaufmaß einplanen.
Frage 3: Eignet sich Edelstahl 630 für die CNC-Präzisionsbearbeitung?
Ja, aber Sie müssen dies mit einem gut durchdachten Prozessablauf kombinieren. Lösungsgeglühtes Edelstahl 630 liefert bei der CNC-Bearbeitung durchweg eine Maßgenauigkeit von IT7–IT8. Nach der Alterung empfehlen wir ausschließlich eine Fertigbearbeitung mit geringen Aufmaßen. Wenn ein Bauteil extrem enge Genauigkeitsanforderungen erfüllt, können Sie nach der Alterung Sekundärprozesse wie Schleifen und Honen hinzufügen, um eventuelle geringfügige Verformungen auszugleichen.
Frage 4: In welchen Fällen ist Edelstahl 630 nicht die beste Wahl?
Wir raten von der Verwendung in drei Hauptanwendungsbereichen ab. Erstens in stark korrosiven Umgebungen mit hohen Chloridionenkonzentrationen, in denen der langfristige Einsatz häufig zu Lochfraß führt. Zweitens bei Kaltumformungsanwendungen mit großen Verformungen wie Tiefziehen und komplexem Biegen, bei denen dem Werkstoff die erforderliche Plastizität fehlt. Drittens: Allzweckteile ohne hohe Festigkeitsanforderungen, bei denen die Verwendung von 630 unnötige Kosten verursachen würde.
Schlussfolgerung
Als klassische ausscheidungsgehärtete Edelstahlsorte füllt der Edelstahl 630 eine klare Marktlücke: Herkömmlichen Edelstählen mangelt es an Festigkeit, während Standardlegierungen nicht ausreichend korrosionsbeständig sind. Aus diesem Grund hat er sich in den Bereichen Präzisionsmaschinenbau, Luft- und Raumfahrt sowie bei industriellen Ventilanwendungen zu einer der kosteneffizientesten Materialwahlen entwickelt. Um seine Vorteile voll auszuschöpfen, müssen Sie bei der Materialauswahl und Bearbeitung den Alterungsplan und den Prozessablauf auf Ihre spezifischen Anwendungsanforderungen abstimmen.
PartsMastery verfügt über langjährige Erfahrung in der Präzisionsbearbeitung von hochwertigen technischen Edelstählen, darunter auch 630. Wir bieten umfassende Dienstleistungen – von der DFM-Fertigungsbarkeitsanalyse über die Prozessplanung bis hin zur Serienfertigung –, um unseren Kunden eine stabile und konsistente Serienfertigung von Hochleistungsbauteilen zu ermöglichen.