









In fields such as precision machinery, aerospace, and industrial valves, engineers often face a familiar material selection dilemma: standard austenitic stainless steels lack the strength to support high loads, while conventional martensitic stainless steels suffer from insufficient corrosion resistance and low toughness. To address this longstanding tradeoff, engineers developed 630 precipitation-hardening stainless steel. With its specialized metallurgical composition and tailored heat treatment mechanisms, it delivers a well-balanced mix of strength, corrosion resistance, and machinability.
In this guide, we draw on years of mass production experience with high-end stainless steel precision machining at PartsMastery to break down 630 stainless steel’s compositional principles, performance limits, heat treatment specifications, and machining best practices. As a result, you will get an actionable reference for both engineering design and material procurement.
1. Basic Definition and Equivalent Grades of 630 Stainless Steel
630 stainless steel represents a classic grade of martensitic precipitation-hardening stainless steel, more commonly known across the industry as 17-4 PH stainless steel. It maps directly to the international standard grades EN 1.4542 and UNS S17400, and engineers use these designations interchangeably in procurement documentation and drawing callouts.
Unlike traditional stainless steels, it does not rely on carbide precipitation for strengthening. Instead, nanoscale copper-rich phases form uniformly inside the material during aging treatment and create physical obstacles to dislocation movement. This approach dramatically boosts strength without the drop in toughness or corrosion resistance that comes with high carbon content, which is why it stands out as a leading category of high-performance engineering stainless steel.
2. Chemical Composition and Core Strengthening Mechanism
The performance advantages of 630 stainless steel stem directly from its carefully calibrated alloy composition. Below are the typical mass fraction ranges for its core alloying elements:
- Carbon (C) ≤ 0.07%: A low-carbon formulation cuts down harmful carbide precipitation and preserves the baseline toughness and corrosion resistance of the material
- Chromium (Cr) 15.0–17.5%: The core element that builds the passive oxide film and delivers baseline corrosion protection
- Nickel (Ni) 3.0–5.0%: Stabilizes the martensitic structure and enhances low-temperature toughness and microstructural uniformity
- Copper (Cu) 3.0–5.0%: The driving element behind precipitation hardening. It forms ε-Cu nanophases during aging and serves as the primary source of strength gains
- Niobium (Nb) 0.15–0.45%: Refines grain size, suppresses grain growth during aging, and fine-tunes the balance between strength and toughness
From a metallurgical standpoint, the strengthening process follows two clear steps. First, solution treatment creates a supersaturated martensitic structure in the steel. After that, low-temperature aging triggers the formation of uniformly dispersed copper-rich phases to deliver controllable strength gains. At the same time, chromium’s passivation effect retains the core anti-corrosion property of stainless steel, creating a dual performance foundation of strength plus corrosion resistance.
3. Core Performance Characteristics
3.1 Flexibly Adjustable Strength and Hardness
In the solution-annealed state, 630 stainless steel measures roughly HRC 28–32 in hardness and delivers around 750–850 MPa of tensile strength. Once it undergoes peak aging treatment, its hardness climbs to HRC 40–45 and its tensile strength reaches 1100–1300 MPa — values far higher than conventional austenitic stainless steels like 304 and 316. For this reason, manufacturers use it directly as a structural load-bearing material.
3.2 Moderate to Good Corrosion Resistance
In mild corrosive environments such as open air, fresh water, and weak acids, 630 stainless steel delivers corrosion resistance on par with 304 stainless steel, and it clearly outperforms ordinary martensitic stainless steels like 410 and 420. That said, in heavy corrosive environments with high chloride ion concentrations, strong acids, or strong alkalis, it falls short of 316 stainless steel and carries a risk of pitting corrosion with long-term exposure. For this reason, you must clearly define operating condition limits before selecting this material.
3.3 Balanced Strength and Toughness
When stacked against martensitic stainless steels at the same hardness level, 630 still retains strong impact toughness after properly timed aging treatment, and it avoids the brittle fracture flaws common in high-hardness materials. Furthermore, it handles alternating loads and impact conditions reliably, which makes it an excellent candidate for mechanical structural parts and shaft components.
3.4 Excellent Dimensional Stability
The aging process for 630 stainless steel runs at low temperatures, so it causes minimal part deformation during heat treatment. As a result, it delivers far better dimensional stability than traditional alloy steels that go through high-temperature quenching. For precision parts with tight accuracy requirements, machinists can reserve a small machining allowance to offset minor deformation, and they can meet tolerance targets without extensive rework after aging.
4. Heat Treatment Specifications and Performance Differences
Heat treatment unlocks the full performance potential of 630 stainless steel. The complete workflow splits into two core steps: solution treatment and aging treatment. Most importantly, your choice of aging schedule directly shapes the final set of mechanical properties.
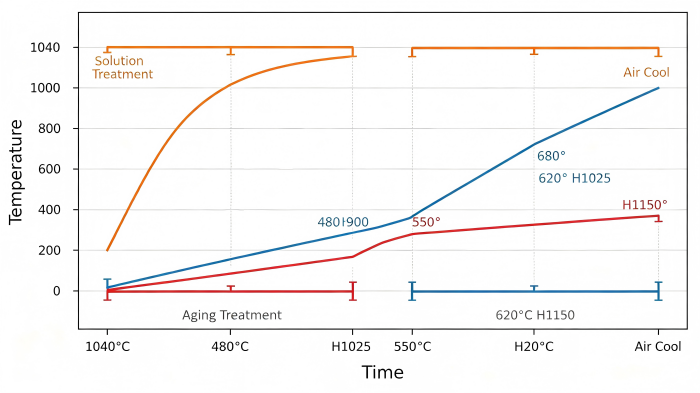
4.1 Solution Treatment (Preparatory Process)
The standard process holds parts at 1030–1050°C before air or oil cooling. This step fully dissolves alloying elements into the metal matrix and produces a uniform supersaturated martensitic structure. In this state, the material offers strong plasticity and toughness, making it ideal for cutting operations. For this reason, mass production facilities typically source raw material in the solution-treated condition.
4.2 Comparison of Common Aging Systems
| Aging Condition | Process Parameters | Typical Hardness | Performance Features | Application Scenarios |
|---|---|---|---|---|
| H900 (Peak Aging) | Hold at 480°C for 4 hours, then air cool | HRC 40–45 | Highest strength and hardness, relatively lower toughness | High-load wear parts, valve spools, fasteners |
| H1025 (Medium-Temperature Aging) | Hold at 550°C for 4 hours, then air cool | HRC 35–40 | Balanced strength and toughness, best overall performance | General structural parts, shafts, mechanical transmission components |
| H1150 (Over-Aging) | Hold at 620°C for 4 hours, then air cool | HRC 28–32 | Reduced strength, optimal toughness, dimensional stability and stress corrosion resistance | Precision instrument parts, impact-loaded structural components |
For mass production process planning, we recommend following a three-step workflow: complete main machining in the solution state, reach target performance via aging treatment, then perform light finish machining to correct minor deformation. This approach drastically cuts machining difficulty and tooling costs while still delivering full final performance.
5. CNC Machinability and Key Process Points

The machining difficulty of 630 stainless steel shifts dramatically depending on its heat treatment condition. Consequently, you must align process planning with the material state; otherwise, you will likely run into issues like excessive tool wear and subpar surface quality.
5.1 Machining Characteristics in Solution State
Solution-annealed 630 stainless steel poses moderate machining difficulty, slightly higher than 304 stainless steel. Machinists can complete conventional operations — including milling, turning, drilling, and tapping — with consistent results. Because the material has high viscosity and a strong work-hardening tendency, we recommend using coated cemented carbide tools, running moderate feed rates, and applying ample cutting fluid to prevent poor chip breaking and overheated tool wear.
5.2 Risks and Limitations of Machining in Aged State
After peak aging, material hardness climbs above HRC 40 and cutting resistance jumps substantially. As a result, standard cemented carbide tools wear 3 to 5 times faster than they do in the solution state. On top of that, vibration marks easily form on the machined surface. For these reasons, we only recommend small-allowance finish machining and deburring after aging, and you should avoid scheduling large-allowance material removal at this stage.
5.3 Suggestions for Mass Production Machining Optimization
- Machine key fitting dimensions and high-precision features to near-final size before aging, and reserve a 0.05–0.15 mm allowance for heat treatment deformation;
- After aging, only apply finish milling and finish grinding to surfaces with tight tolerance requirements, and avoid full-surface machining in the hardened state;
- For thin-walled and slender parts, optimize the workholding setup to reduce the combined effect of machining stress and heat treatment deformation;
- Machine features like deep holes and internal threads in the solution state whenever possible to prevent tool chipping during hard-state machining.
6. Performance Comparison with Mainstream Stainless Steel Grades
| Comparison Dimension | 630 Stainless Steel (17-4PH) | 304 Stainless Steel | 316 Stainless Steel | 410 Stainless Steel |
|---|---|---|---|---|
| Material Category | Precipitation-hardening martensitic | Austenitic | Austenitic | Conventional martensitic |
| Typical Tensile Strength | 1100–1300 MPa (H900) | Approx. 520 MPa | Approx. 520 MPa | Approx. 700 MPa (quenched & tempered) |
| Corrosion Resistance Level | Moderate (comparable to 304) | Good | Excellent | Fair |
| Heat Treatment Strengthening | Supported, wide adjustable performance range | Not supported | Not supported | Supported, limited adjustment range |
| Machining Difficulty | Moderate in solution state, higher in aged state | Moderate | Moderate | Higher after quenching & tempering |
| Core Advantages | High strength, balanced corrosion resistance, adjustable performance | General corrosion resistance, easy forming, moderate cost | Strong resistance to chloride pitting | Low cost, simple process |
| Typical Applications | Shafts, valves, aerospace structural parts | General sheet metal, containers, pipelines | Marine & chemical equipment, medical devices | Cutting tools, simple structural parts |
| Cost Level | Medium-high | Medium | Medium-high | Medium-low |
7. Advantages, Limitations and Selection Criteria
7.1 Core Advantages
- Unique performance blend: It balances high strength and corrosion resistance within the stainless steel family, and it works for most industrial conditions without extra surface anti-corrosion treatment;
- High process flexibility: You can tune performance through different aging schedules to match requirements ranging from high wear resistance to high toughness;
- Ideal for precision manufacturing: It produces minimal heat treatment deformation and delivers strong dimensional stability, so it works well for mass production of precision parts with IT7–IT8 grade accuracy;
- Superior weldability compared to ordinary martensitic stainless steels; you can restore joint strength through local aging after welding.
7.2 Application Limitations
- Limited corrosion resistance in heavy corrosion environments: It underperforms high-alloy austenitic stainless steels like 316 when exposed to high-concentration chloride ions, strong acids, or strong alkalis;
- Low cold formability: It offers less plasticity than austenitic stainless steels, so it does not suit large-deformation cold working such as deep drawing and complex bending;
- Higher material and processing costs compared to general-purpose stainless steels, which creates performance redundancy when applications do not require high strength.
7.3 Selection Judgment Criteria
Scenarios where 630 stainless steel is the preferred choice: First, when parts must handle both high mechanical loads and moderately corrosive environments, and ordinary stainless steel lacks sufficient strength. Second, when you need heat treatment to adjust performance and balance machining convenience with final service strength. Third, when building precision mechanical parts that demand strong dimensional stability and fatigue resistance.
Scenarios where we do not recommend 630 stainless steel: First, heavy corrosion environments focused on extreme corrosion protection, such as marine and chemical industry applications. Second, thin-plate parts that require large-deformation cold forming. Third, general stainless steel structures that are cost-sensitive and have no high-strength requirements.
8. Frequently Asked Questions
Q1: Which is better, 630 stainless steel or 316 stainless steel?
The two serve different purposes, so neither is universally better. 630 stainless steel delivers notably higher strength and hardness than 316, so it works better for load-bearing structural parts. On the other hand, 316 stainless steel offers stronger corrosion resistance — especially resistance to chloride pitting — and fits better in heavy corrosion environments like chemical plants and marine settings. Ultimately, you should base your choice on your core requirement: pick 630 if strength is your top priority, and pick 316 if corrosion resistance matters most.
Q2: Can 630 stainless steel be heat treated after machining?
Absolutely — in fact, this is the most mainstream process route in mass production. Machinists typically complete most cutting operations in the solution state, then run aging heat treatment to bring the part to its target performance. This approach drastically reduces machining difficulty and tool wear. In addition, aging causes minimal deformation, so you can guarantee final dimensional accuracy by reserving a reasonable machining allowance.
Q3: Is 630 stainless steel suitable for CNC precision machining?
Yes, but you must pair it with a well-designed process scheme. Solution-treated 630 stainless steel consistently delivers IT7–IT8 dimensional accuracy in CNC machining. After aging, we only recommend small-allowance finish machining. If a part has extremely tight accuracy requirements, you can add secondary processes like grinding and honing after aging to compensate for any minor deformation.
Q4: In which scenarios is 630 stainless steel not the best choice?
We do not recommend it for three main scenario types. First, highly corrosive environments with high chloride ion concentrations, where long-term use often leads to pitting corrosion. Second, large-deformation cold forming applications like deep drawing and complex bending, where the material lacks sufficient plasticity. Third, general-purpose parts with no high-strength requirements, where using 630 would add unnecessary cost.
Conclusion
As a classic precipitation-hardening stainless steel grade, 630 stainless steel fills a clear market gap: conventional stainless steels lack strength, while standard alloy steels lack corrosion resistance. For this reason, it has become a top cost-effective material choice across precision machinery, aerospace, and industrial valve applications. To unlock its full advantages, you must align the aging schedule and process route with your specific application requirements during material selection and machining.
PartsMastery brings years of precision machining experience with high-end engineering stainless steels, including 630. We offer end-to-end services — from DFM manufacturability analysis and process planning to mass production delivery — to help customers achieve stable, consistent mass production of high-performance parts.